
新能源汽车减速机驻车齿轮制造工艺.pdf

羽沫****魔王

1/6

2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
新能源汽车减速机驻车齿轮制造工艺.pdf
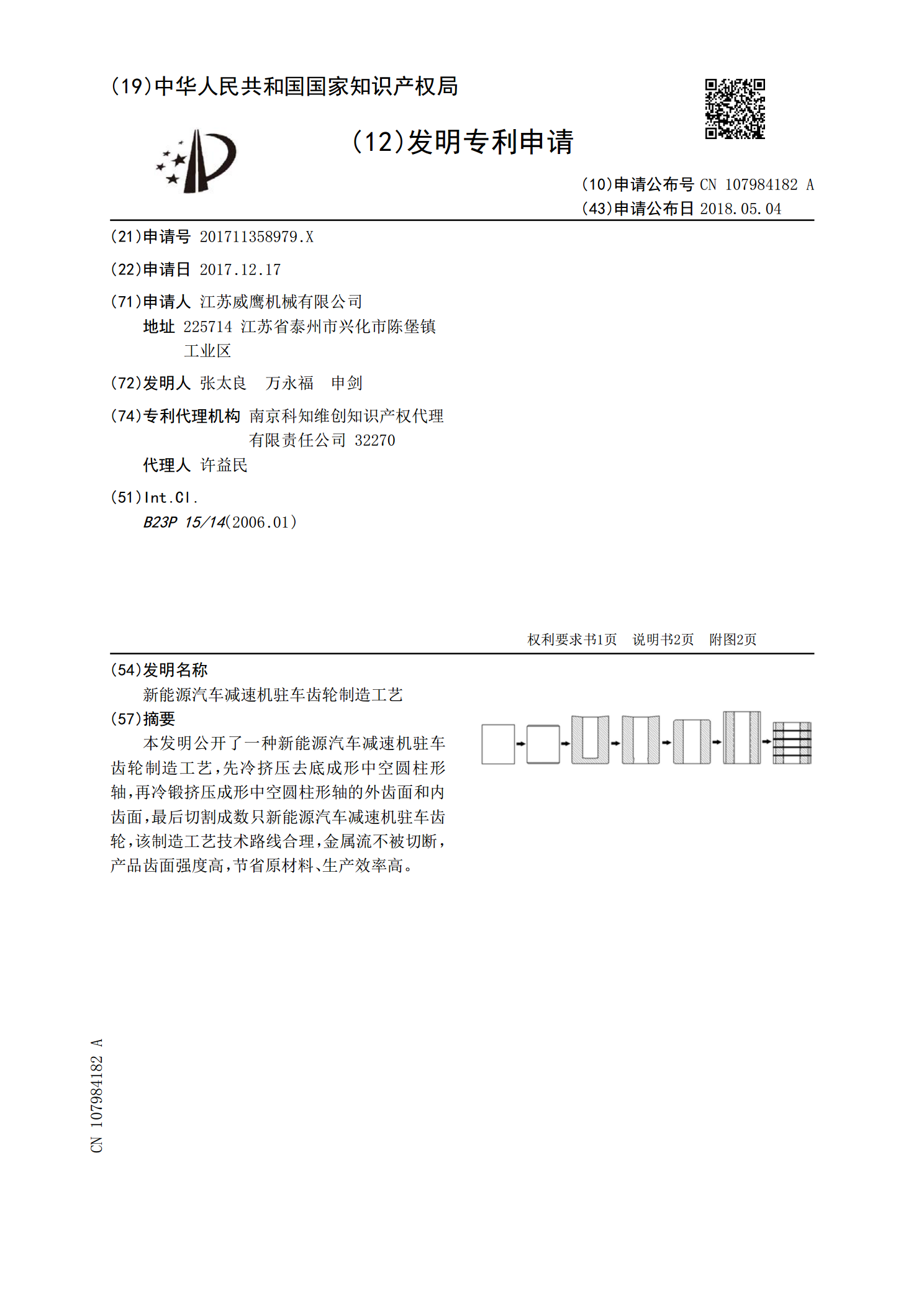
本发明公开了一种新能源汽车减速机驻车齿轮制造工艺,先冷挤压去底成形中空圆柱形轴,再冷锻挤压成形中空圆柱形轴的外齿面和内齿面,最后切割成数只新能源汽车减速机驻车齿轮,该制造工艺技术路线合理,金属流不被切断,产品齿面强度高,节省原材料、生产效率高。
新能源汽车减速机齿轮轴及其制造工艺.pdf
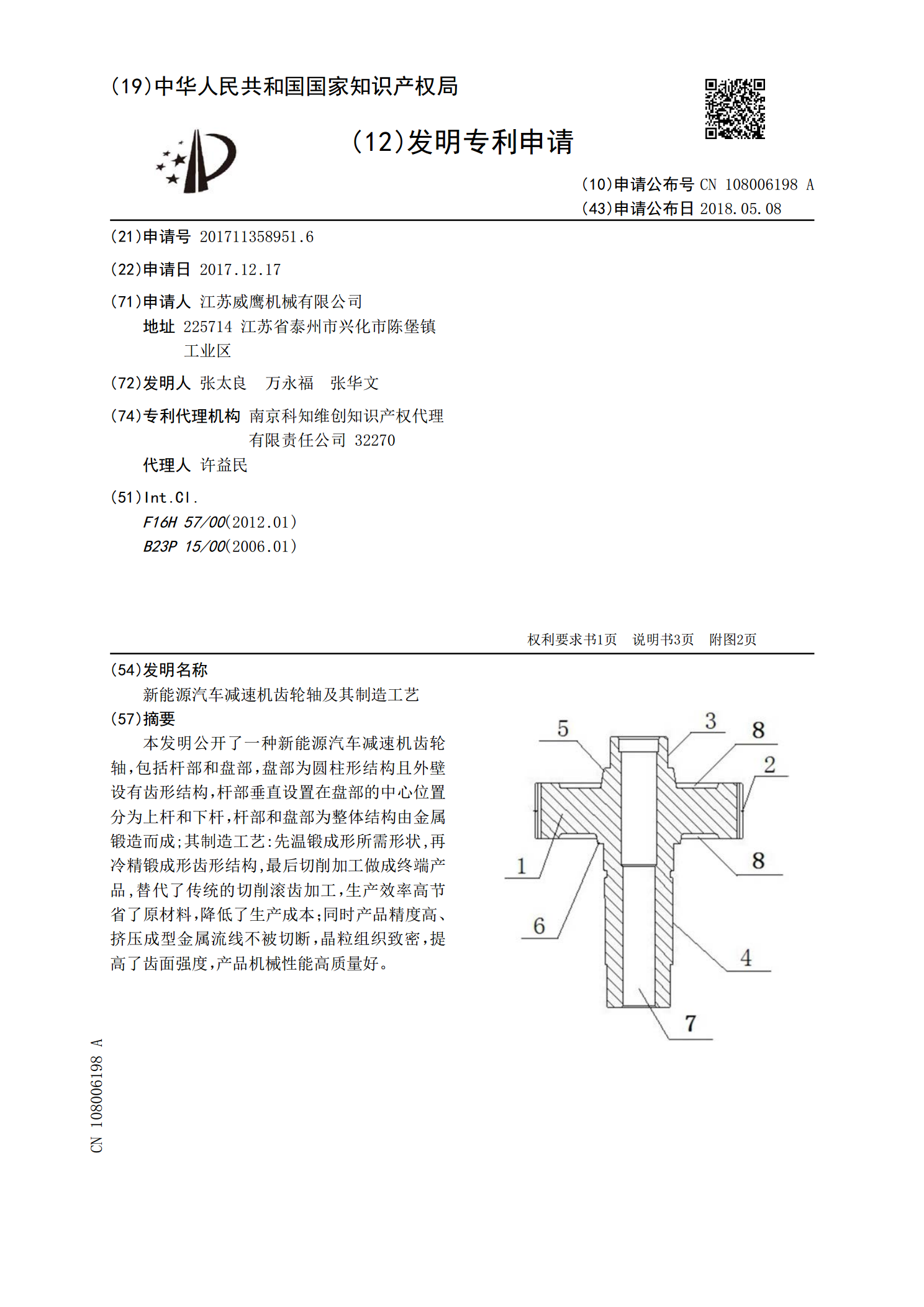
本发明公开了一种新能源汽车减速机齿轮轴,包括杆部和盘部,盘部为圆柱形结构且外壁设有齿形结构,杆部垂直设置在盘部的中心位置分为上杆和下杆,杆部和盘部为整体结构由金属锻造而成;其制造工艺:先温锻成形所需形状,再冷精锻成形齿形结构,最后切削加工做成终端产品,替代了传统的切削滚齿加工,生产效率高节省了原材料,降低了生产成本;同时产品精度高、挤压成型金属流线不被切断,晶粒组织致密,提高了齿面强度,产品机械性能高质量好。
一种新能源汽车减速机齿轮轴及其制造工艺.pdf
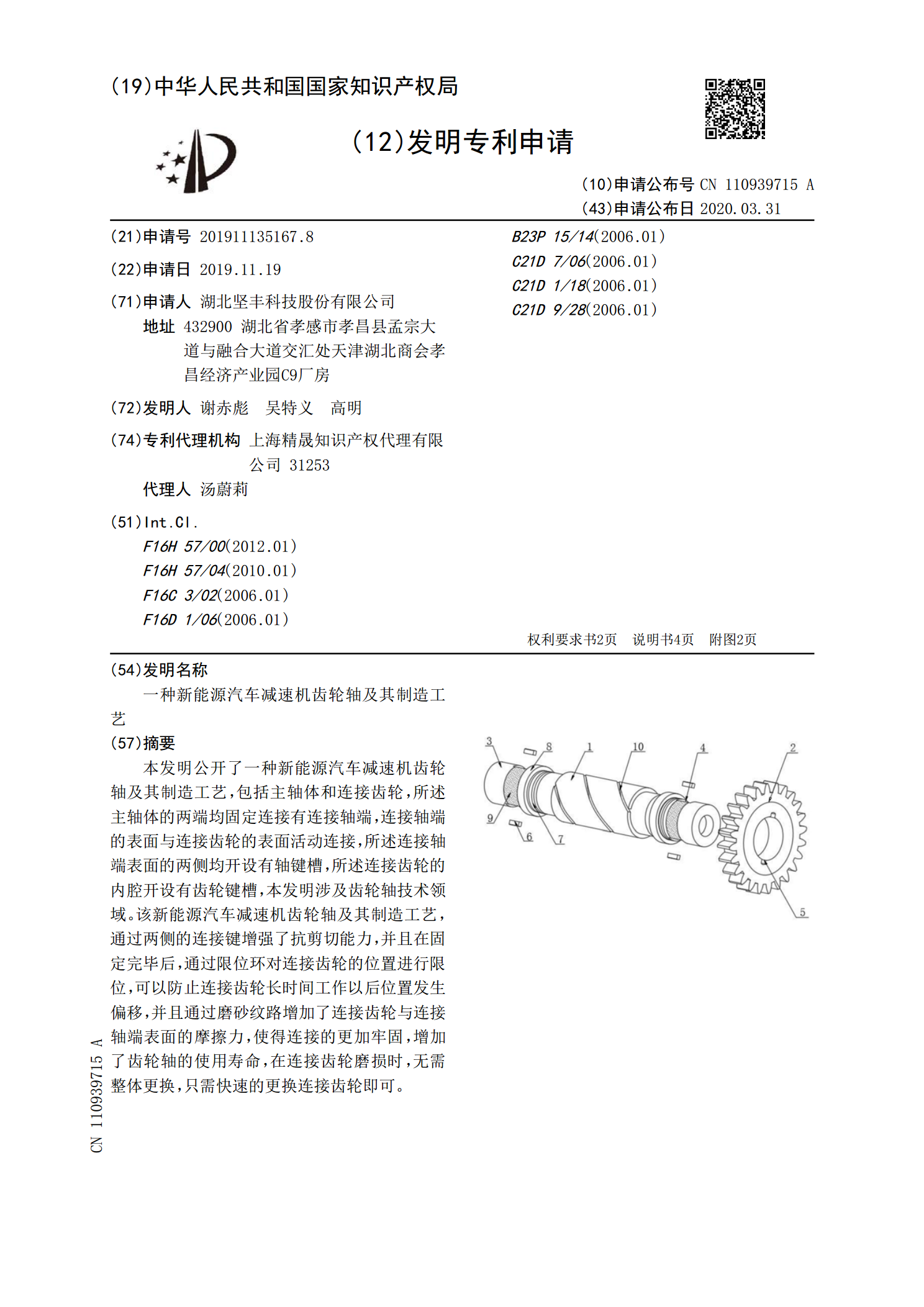
本发明公开了一种新能源汽车减速机齿轮轴及其制造工艺,包括主轴体和连接齿轮,所述主轴体的两端均固定连接有连接轴端,连接轴端的表面与连接齿轮的表面活动连接,所述连接轴端表面的两侧均开设有轴键槽,所述连接齿轮的内腔开设有齿轮键槽,本发明涉及齿轮轴技术领域。该新能源汽车减速机齿轮轴及其制造工艺,通过两侧的连接键增强了抗剪切能力,并且在固定完毕后,通过限位环对连接齿轮的位置进行限位,可以防止连接齿轮长时间工作以后位置发生偏移,并且通过磨砂纹路增加了连接齿轮与连接轴端表面的摩擦力,使得连接的更加牢固,增加了齿轮轴的使
一种新能源汽车驻车机构.pdf
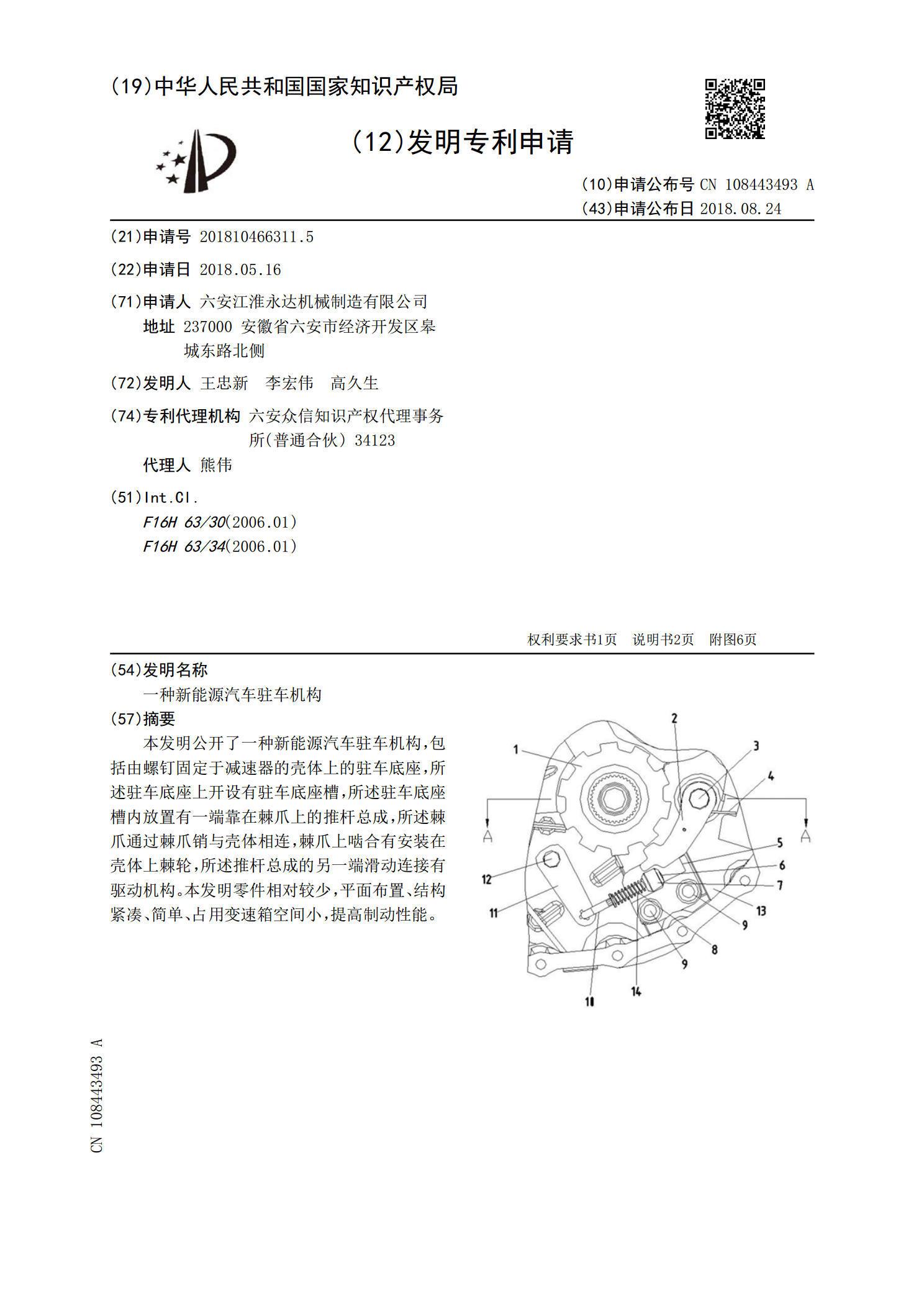
本发明公开了一种新能源汽车驻车机构,包括由螺钉固定于减速器的壳体上的驻车底座,所述驻车底座上开设有驻车底座槽,所述驻车底座槽内放置有一端靠在棘爪上的推杆总成,所述棘爪通过棘爪销与壳体相连,棘爪上啮合有安装在壳体上棘轮,所述推杆总成的另一端滑动连接有驱动机构。本发明零件相对较少,平面布置、结构紧凑、简单、占用变速箱空间小,提高制动性能。
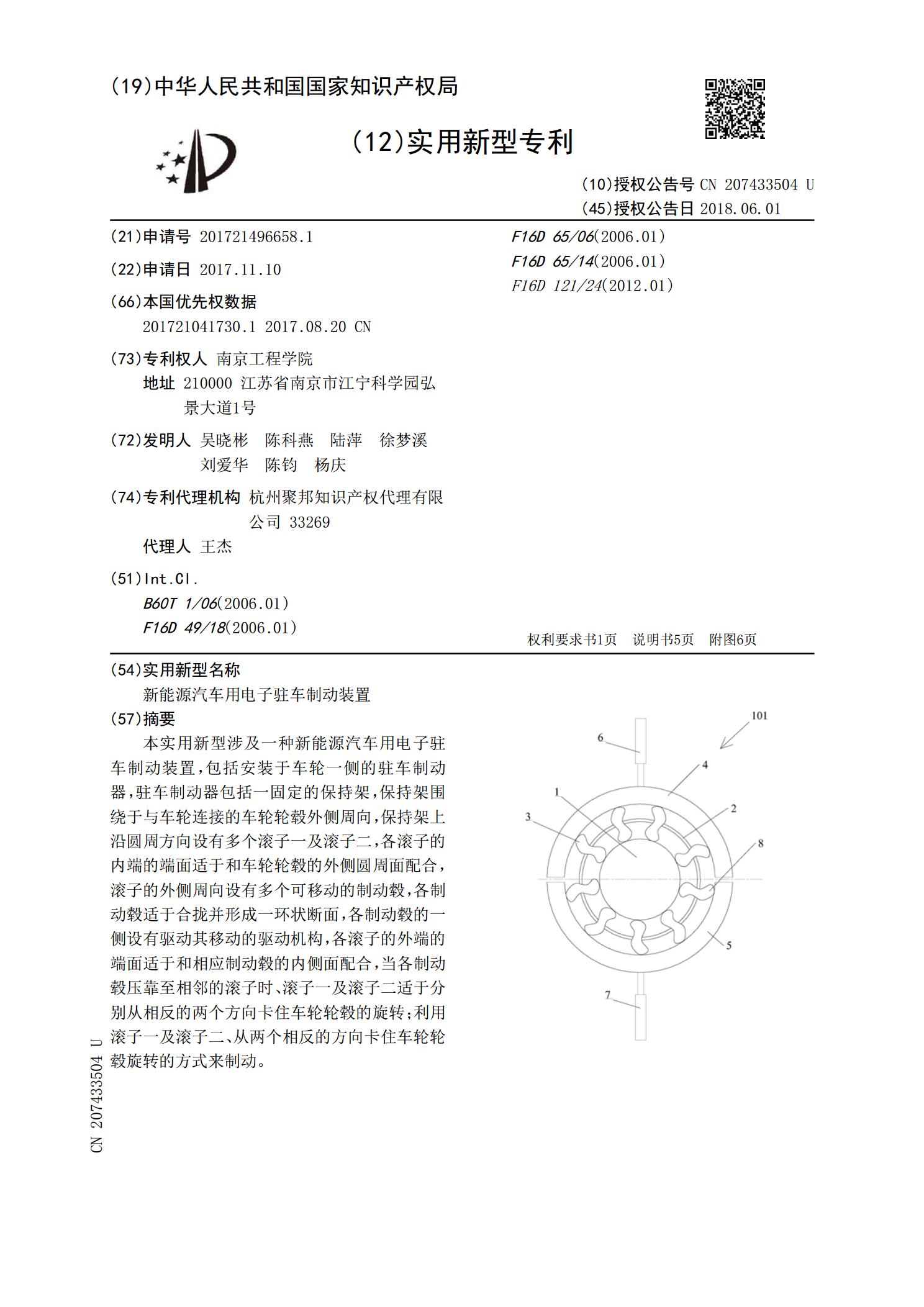
新能源汽车用电子驻车制动装置.pdf
本实用新型涉及一种新能源汽车用电子驻车制动装置,包括安装于车轮一侧的驻车制动器,驻车制动器包括一固定的保持架,保持架围绕于与车轮连接的车轮轮毂外侧周向,保持架上沿圆周方向设有多个滚子一及滚子二,各滚子的内端的端面适于和车轮轮毂的外侧圆周面配合,滚子的外侧周向设有多个可移动的制动毂,各制动毂适于合拢并形成一环状断面,各制动毂的一侧设有驱动其移动的驱动机构,各滚子的外端的端面适于和相应制动毂的内侧面配合,当各制动毂压靠至相邻的滚子时、滚子一及滚子二适于分别从相反的两个方向卡住车轮轮毂的旋转;利用滚子一及滚子二