
一种新能源汽车减速机齿轮轴及其制造工艺.pdf

明轩****la

1/9

2/9

3/9

4/9
5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
新能源汽车减速机齿轮轴及其制造工艺.pdf
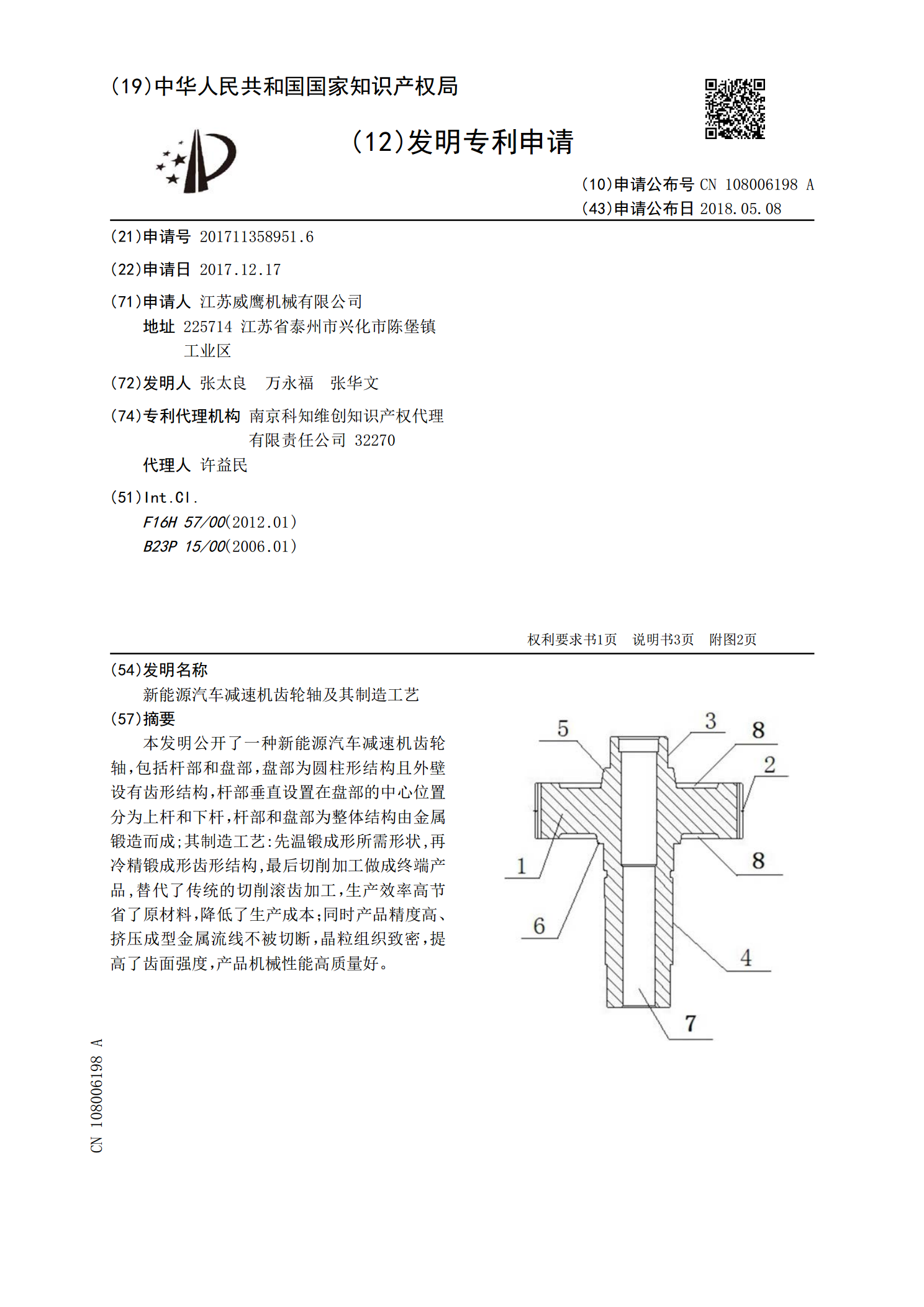
本发明公开了一种新能源汽车减速机齿轮轴,包括杆部和盘部,盘部为圆柱形结构且外壁设有齿形结构,杆部垂直设置在盘部的中心位置分为上杆和下杆,杆部和盘部为整体结构由金属锻造而成;其制造工艺:先温锻成形所需形状,再冷精锻成形齿形结构,最后切削加工做成终端产品,替代了传统的切削滚齿加工,生产效率高节省了原材料,降低了生产成本;同时产品精度高、挤压成型金属流线不被切断,晶粒组织致密,提高了齿面强度,产品机械性能高质量好。
一种新能源汽车减速机齿轮轴及其制造工艺.pdf
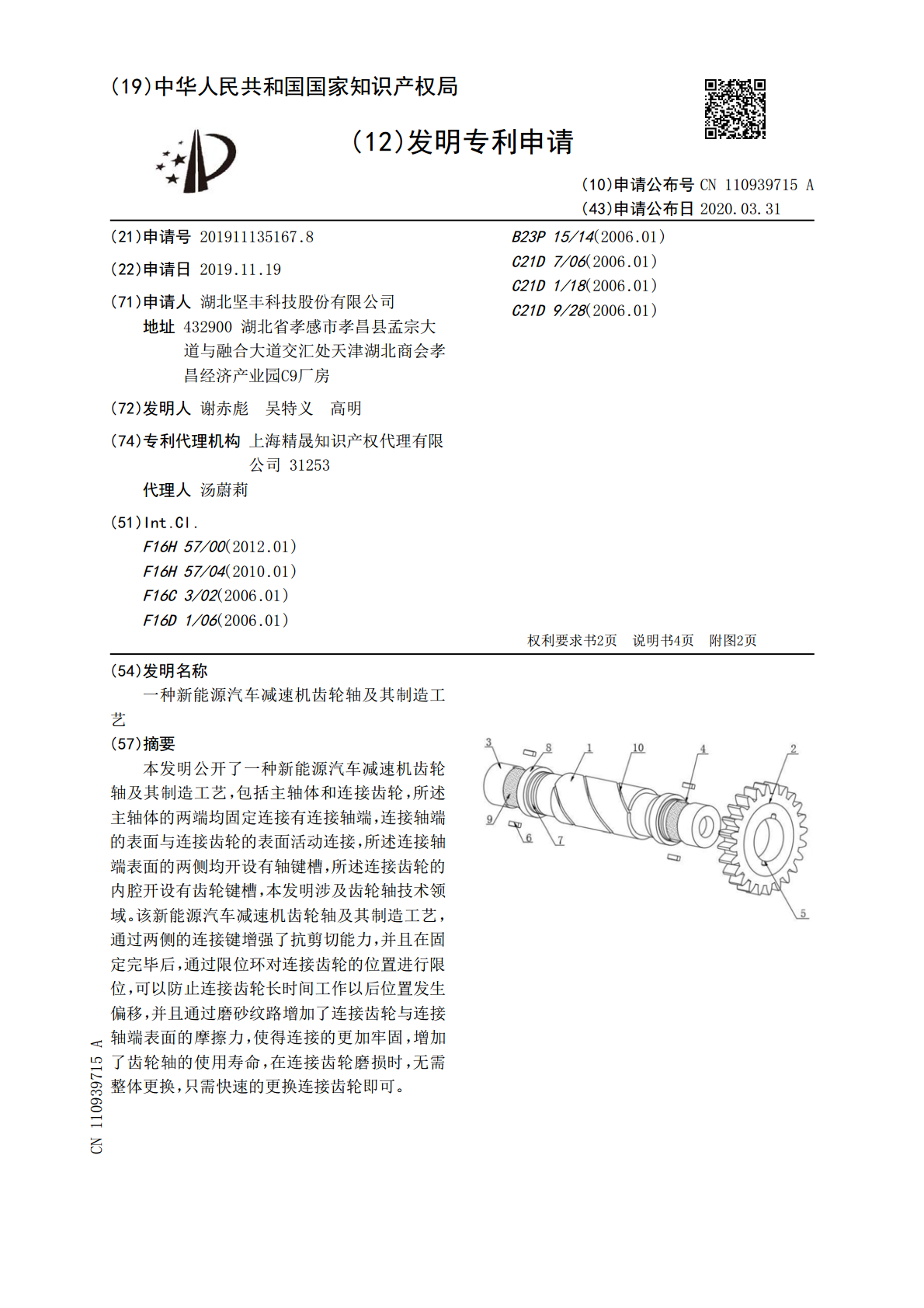
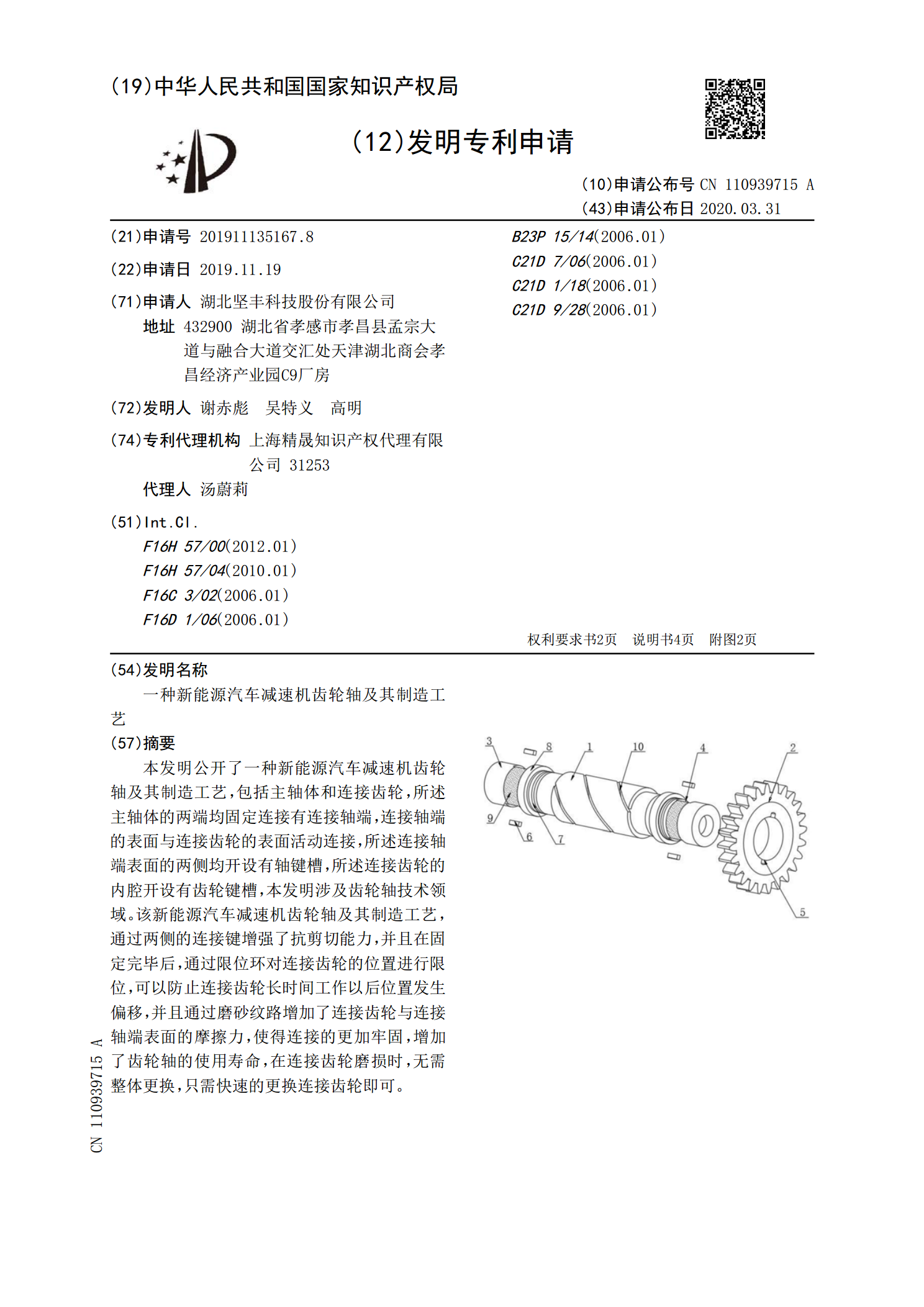
本发明公开了一种新能源汽车减速机齿轮轴及其制造工艺,包括主轴体和连接齿轮,所述主轴体的两端均固定连接有连接轴端,连接轴端的表面与连接齿轮的表面活动连接,所述连接轴端表面的两侧均开设有轴键槽,所述连接齿轮的内腔开设有齿轮键槽,本发明涉及齿轮轴技术领域。该新能源汽车减速机齿轮轴及其制造工艺,通过两侧的连接键增强了抗剪切能力,并且在固定完毕后,通过限位环对连接齿轮的位置进行限位,可以防止连接齿轮长时间工作以后位置发生偏移,并且通过磨砂纹路增加了连接齿轮与连接轴端表面的摩擦力,使得连接的更加牢固,增加了齿轮轴的使
新能源汽车减速机驻车齿轮制造工艺.pdf
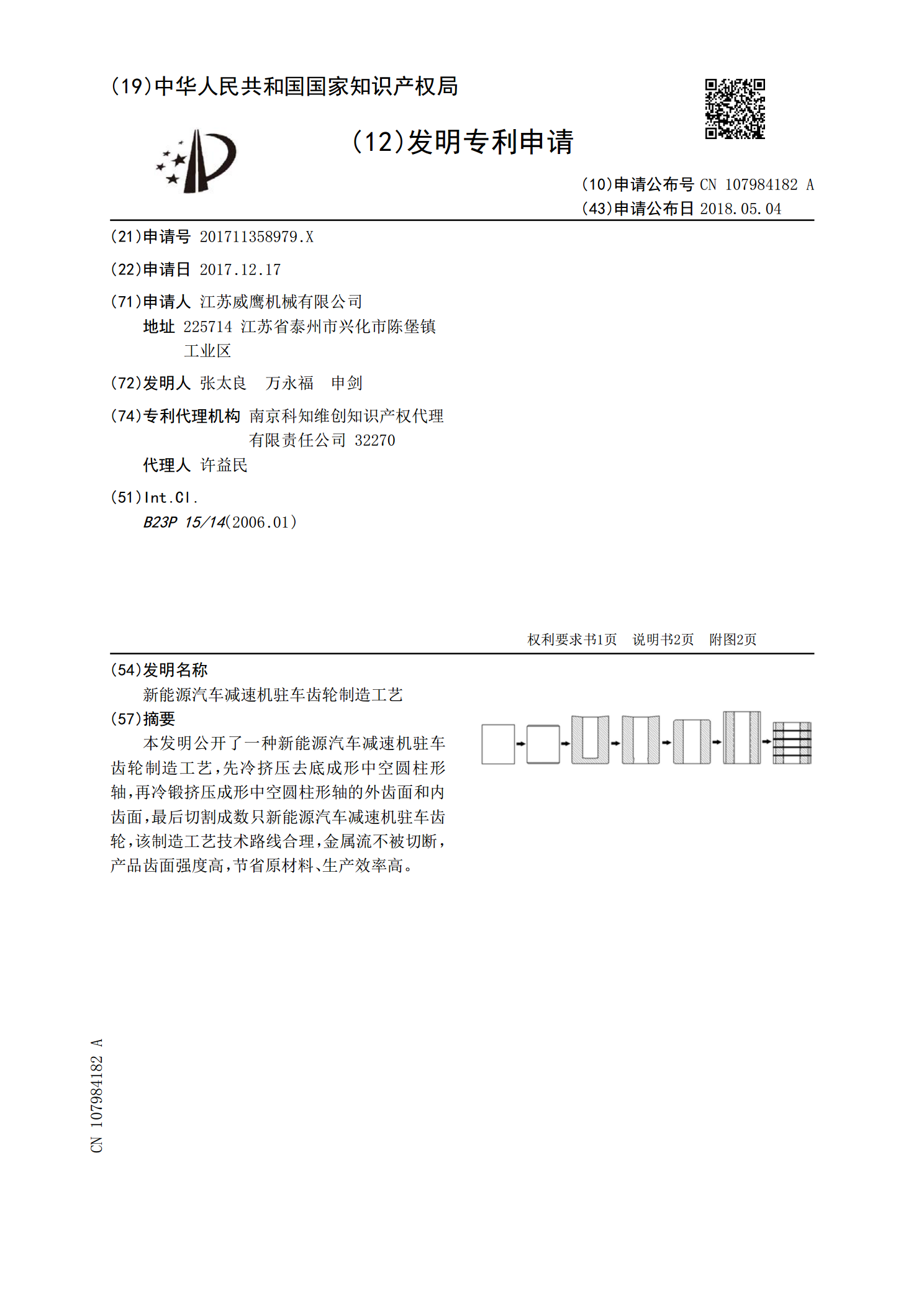
本发明公开了一种新能源汽车减速机驻车齿轮制造工艺,先冷挤压去底成形中空圆柱形轴,再冷锻挤压成形中空圆柱形轴的外齿面和内齿面,最后切割成数只新能源汽车减速机驻车齿轮,该制造工艺技术路线合理,金属流不被切断,产品齿面强度高,节省原材料、生产效率高。

一种新能源汽车水冷电机壳制造工艺及其结构.pdf
本发明涉及一种新能源汽车水冷电机壳制造工艺及其结构,包括内壳、第一外壳和第二外壳,所述内壳为圆柱形结构,所述内壳的内部设有放置腔,所述内壳的外表面设有多个外环,相邻外环之间形成有水道,所述水道上设有通口,相邻两水道之间的通道首尾设置,所述第一外壳和第二外壳设于内壳外部,本发明提出的一种新能源汽车水冷电机壳制造工艺及其结构,通过设置第一外壳和第二外壳,第一外壳和第二外壳组装于内壳的外部,从而形成水冷电机可,该种设计,工艺简单,具有结构稳固可靠、无铸造缺陷、螺旋水道无残留砂芯、硬度满足要求等优点,加长了水冷电

一种新能源汽车水冷电机壳制造工艺及其结构.pdf
本发明涉及一种新能源汽车水冷电机壳制造工艺及其结构,水冷电机壳制造工艺设计合理,可提高水冷电机壳的各项性能参数,电机壳经过(a)~(k)11道工序制造而成后,具有结构稳固可靠、无铸造缺陷、螺旋水道无残留砂芯、硬度满足要求等优点,加长了水冷电机壳的使用寿命,满足实际使用需要。