
一种气门盘端面加工工艺.pdf

雨巷****可歆


1/8

2/8

3/8

4/8

5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种气门盘端面加工工艺.pdf
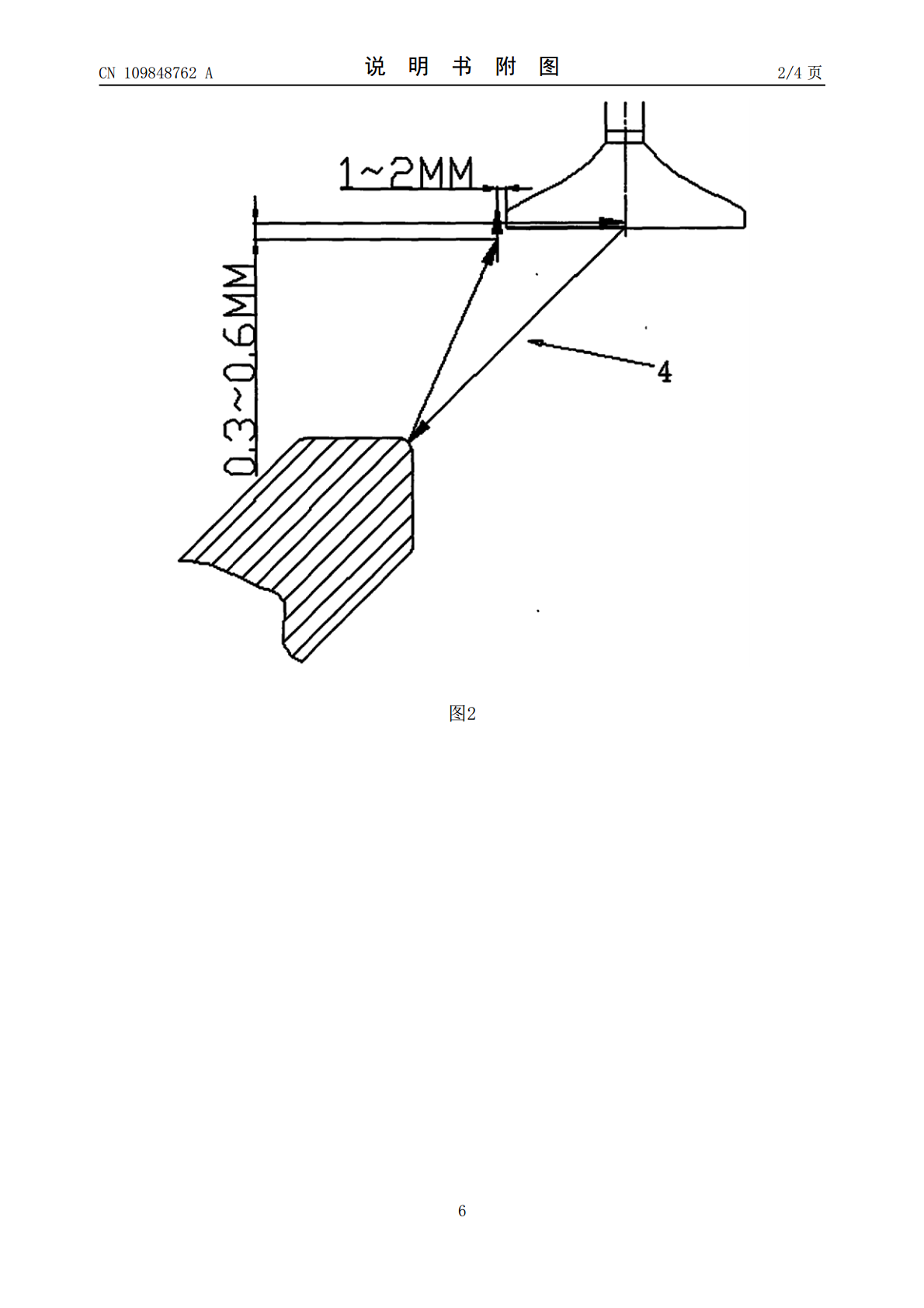
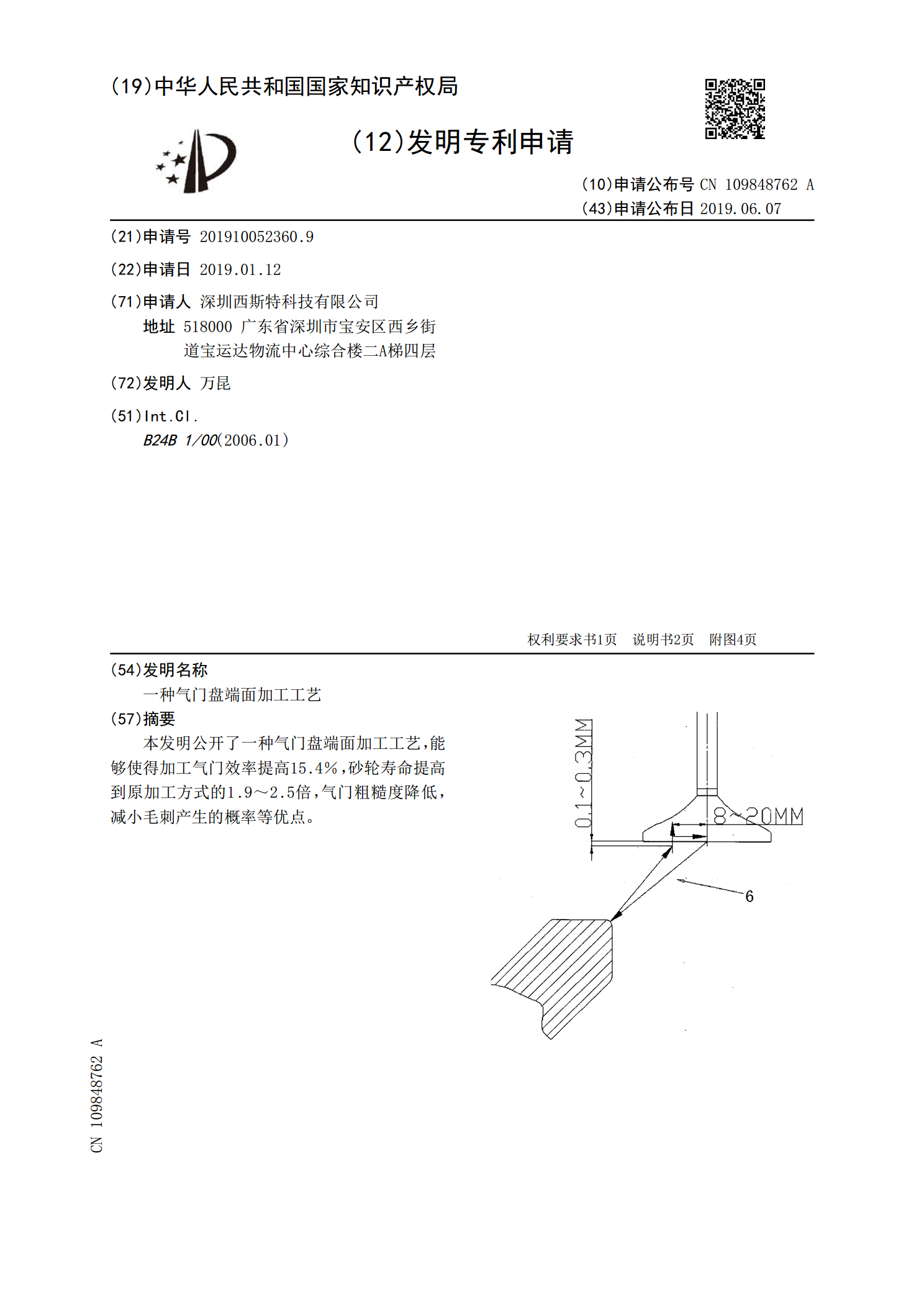
本发明公开了一种气门盘端面加工工艺,能够使得加工气门效率提高15.4%,砂轮寿命提高到原加工方式的1.9~2.5倍,气门粗糙度降低,减小毛刺产生的概率等优点。

带端面齿的连接盘加工工艺设计.docx
带端面齿的连接盘加工工艺设计标题:带端面齿的连接盘加工工艺设计摘要:连接盘是一种常用的机械传动装置,其具有承载能力高、传动效率高等优点,在机械工程领域得到广泛应用。本文的研究目的是设计一种带有端面齿的连接盘加工工艺,通过系统化的工艺设计和实验验证,可为该工艺在实际生产中的应用提供参考。关键词:连接盘,端面齿,加工工艺,传动效率1.引言连接盘是一种常见且重要的机械传动装置,在使用过程中需要承受较大的力矩和转速。目前,市场上的连接盘通常采用直齿和斜齿等传统齿轮传动方式,但这些传动方式在一定程度上存在传动效率低
一种重型汽车传动轴端面齿连接盘的加工工艺.pdf
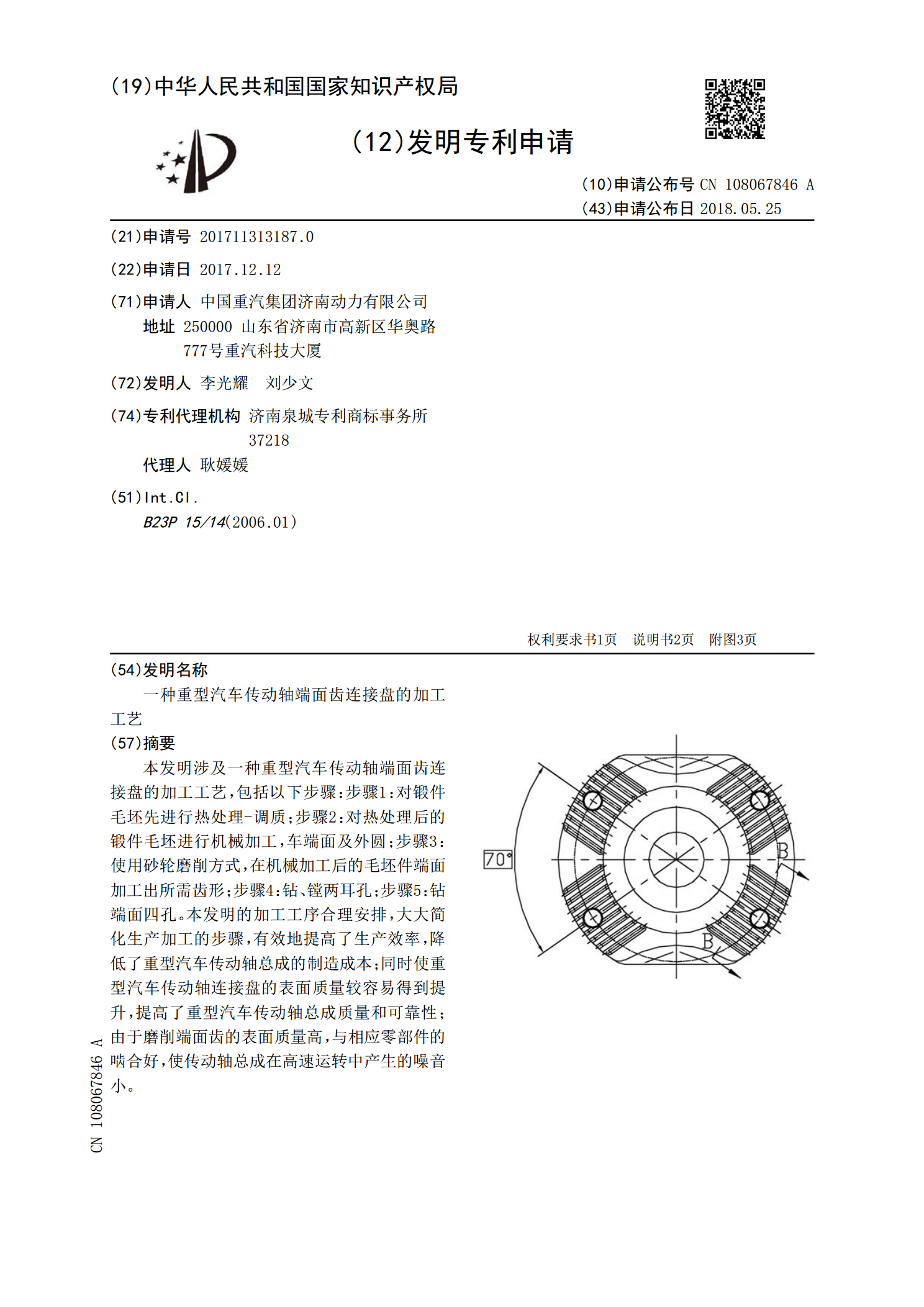
本发明涉及一种重型汽车传动轴端面齿连接盘的加工工艺,包括以下步骤:步骤1:对锻件毛坯先进行热处理‑调质;步骤2:对热处理后的锻件毛坯进行机械加工,车端面及外圆;步骤3:使用砂轮磨削方式,在机械加工后的毛坯件端面加工出所需齿形;步骤4:钻、镗两耳孔;步骤5:钻端面四孔。本发明的加工工序合理安排,大大简化生产加工的步骤,有效地提高了生产效率,降低了重型汽车传动轴总成的制造成本;同时使重型汽车传动轴连接盘的表面质量较容易得到提升,提高了重型汽车传动轴总成质量和可靠性;由于磨削端面齿的表面质量高,与相应零部件的啮

一种齿轮端面的加工工艺.pdf
本发明属于齿轮加工技术领域,具体公开了一种齿轮端面的加工工艺,包括以下步骤:(1)锻造;(2)正火,对锻件进行正火处理;(3)粗车,去除两端面的大量加工余量,两端面初步成型;(4)精车,将两端面精车到位,两端面预留有硬车余量,并在两端面上车出环形沉槽;(5)钻孔,在环形沉槽内钻若干通孔;(6)热处理,渗碳淬火;(7)抛丸,将锻件进行抛丸,清洁两端面,改善表面组织,提高表面强度;(8)热后硬车,将两端面硬车到位,环形沉槽被消除;(9)清洗。本方案在粗车、精车和硬车的过程中均避免了刀具与通孔的直接接触,进而避
一种气门座圈的加工工艺.pdf
本发明公开了一种气门座圈的加工工艺,包括以下工艺步骤:(1)、准备:将原料在油压机上配半自动模架进行加料加压;(2)、压制:将压基体层并控制基体层的高度,然后压熔浸层,最后脱模;(3)、烧制:脱模后,用烧结炉进行烧结熔浸,分别通过预烧、烧结、熔浸,形成毛坯;(4)、精加工:毛坯直接进行机加工,内外面进行精车,外圆、断面最后进行磨削;(5)、检验:将成品进行淬火,之后排除瑕疵品,对完成品进行抛光。本发明是气门座圈的工艺方法,由粉末金属材料制成,采用两侧压制准备可以提高气门座圈的强度,在压基体层时可以控制他的