
端面齿的加工工艺.pdf

是你****松呀


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

端面齿的加工工艺.pdf
本发明提供了一种端面齿的加工工艺,属于机械加工技术领域。它解决了现有技术存在着效率低的问题。本端面齿的加工工艺包括以下步骤:A、下料、锻造:按照设定尺寸选择对应的原料进行下料,下料后的原料经热锻处理后,得到具有若干啮合部和与啮合部一一对应连接孔的毛坯;B、热处理:将毛坯经等温退火和抛丸处理后,去除其表面氧化皮等杂物,得到金属组织晶粒细化均匀和表面清洁和易脱模的半成品;C、冷挤压:将半成品放入对应模具内采用冷碾挤压设备对啮合部冷碾挤压整形,处理后得到成品。本端面齿的加工工艺效率高。

带端面齿的连接盘加工工艺设计.docx
带端面齿的连接盘加工工艺设计标题:带端面齿的连接盘加工工艺设计摘要:连接盘是一种常用的机械传动装置,其具有承载能力高、传动效率高等优点,在机械工程领域得到广泛应用。本文的研究目的是设计一种带有端面齿的连接盘加工工艺,通过系统化的工艺设计和实验验证,可为该工艺在实际生产中的应用提供参考。关键词:连接盘,端面齿,加工工艺,传动效率1.引言连接盘是一种常见且重要的机械传动装置,在使用过程中需要承受较大的力矩和转速。目前,市场上的连接盘通常采用直齿和斜齿等传统齿轮传动方式,但这些传动方式在一定程度上存在传动效率低

联轴节端面齿切齿用工装、齿厚量具及加工方法.pdf
本发明公开了一种联轴节端面齿切齿用工装、齿厚量具及加工方法,工装包括圆筒、底板和吊装螺杆,圆筒的内孔具有圆锥面,吊装螺杆能够插入圆筒的内孔,压柱能与底板相抵。量具包括柱体,柱体的一端具有端面齿,柱体的另一端为平面。方法包括以下步骤:将待加工联轴节的轴身插入联轴节端面齿切齿用工装的内孔中,用百分表在机床上找正待测联轴节的外露圆锥面;用成形铣刀或砂轮进行切齿加工;加工过程中,用端面齿齿厚量具测量并换算加工余量;加工结束后,用吊装螺杆将联轴节顶起,吊走联轴节。本发明既能保证端面齿分度精度,又能使端面齿中心与联轴
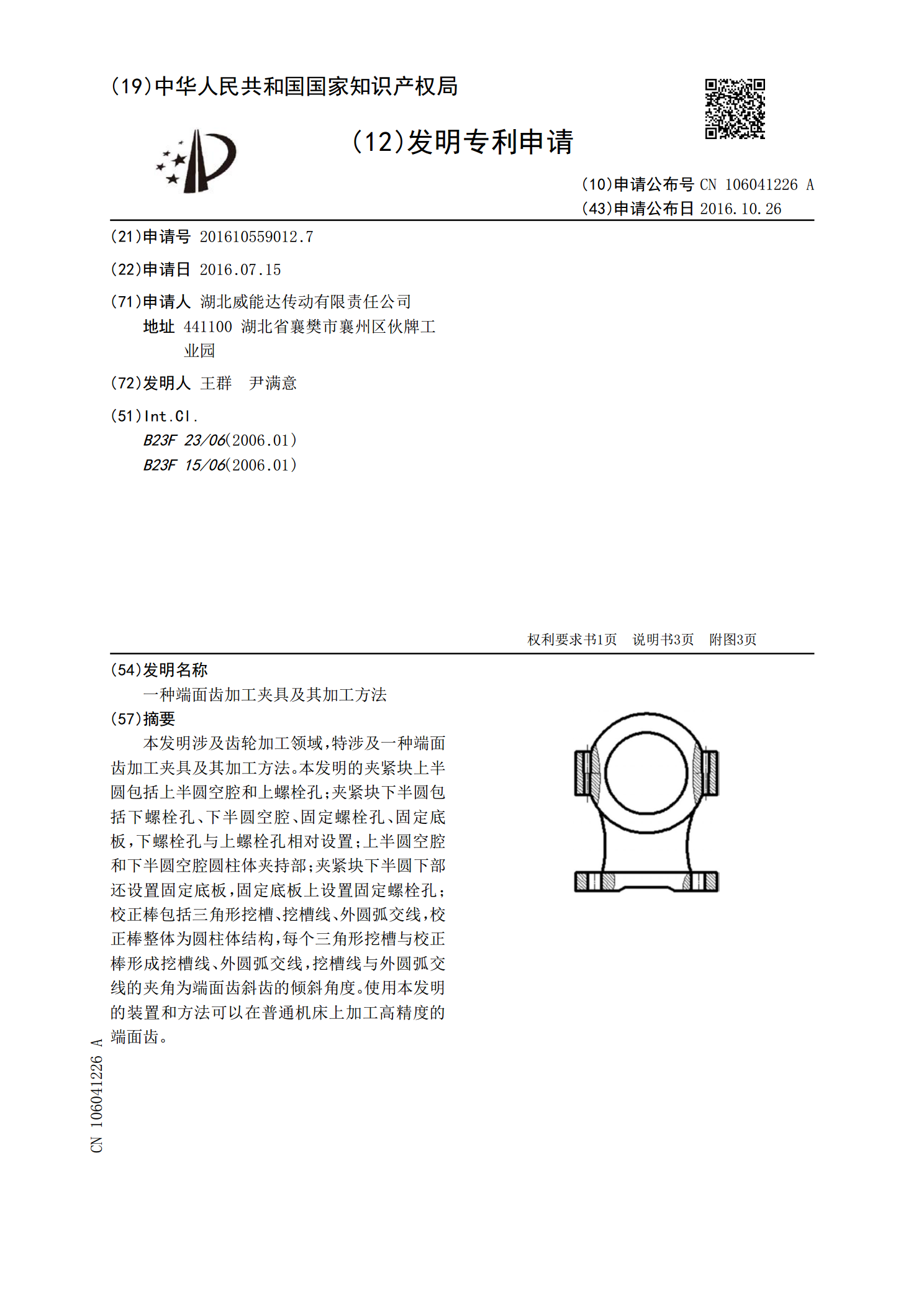
一种端面齿加工夹具及其加工方法.pdf
本发明涉及齿轮加工领域,特涉及一种端面齿加工夹具及其加工方法。本发明的夹紧块上半圆包括上半圆空腔和上螺栓孔;夹紧块下半圆包括下螺栓孔、下半圆空腔、固定螺栓孔、固定底板,下螺栓孔与上螺栓孔相对设置;上半圆空腔和下半圆空腔圆柱体夹持部;夹紧块下半圆下部还设置固定底板,固定底板上设置固定螺栓孔;校正棒包括三角形挖槽、挖槽线、外圆弧交线,校正棒整体为圆柱体结构,每个三角形挖槽与校正棒形成挖槽线、外圆弧交线,挖槽线与外圆弧交线的夹角为端面齿斜齿的倾斜角度。使用本发明的装置和方法可以在普通机床上加工高精度的端面齿。
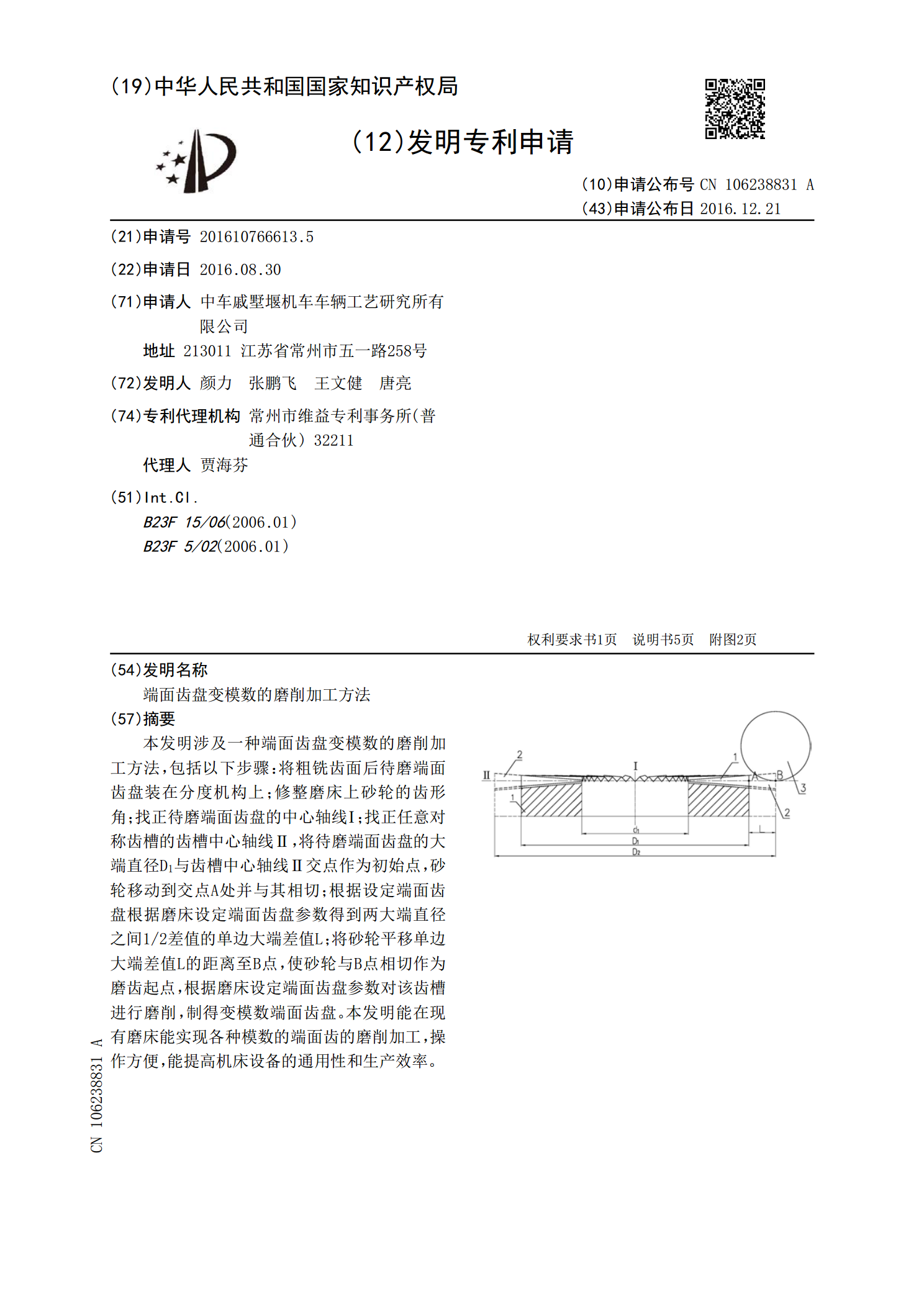
端面齿盘变模数的磨削加工方法.pdf
本发明涉及一种端面齿盘变模数的磨削加工方法,包括以下步骤:将粗铣齿面后待磨端面齿盘装在分度机构上;修整磨床上砂轮的齿形角;找正待磨端面齿盘的中心轴线Ⅰ;找正任意对称齿槽的齿槽中心轴线Ⅱ,将待磨端面齿盘的大端直径D