
一种晶界扩散重稀土钕铁硼磁材及其制备方法.pdf

是你****平呀

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种晶界扩散重稀土钕铁硼磁材及其制备方法.pdf
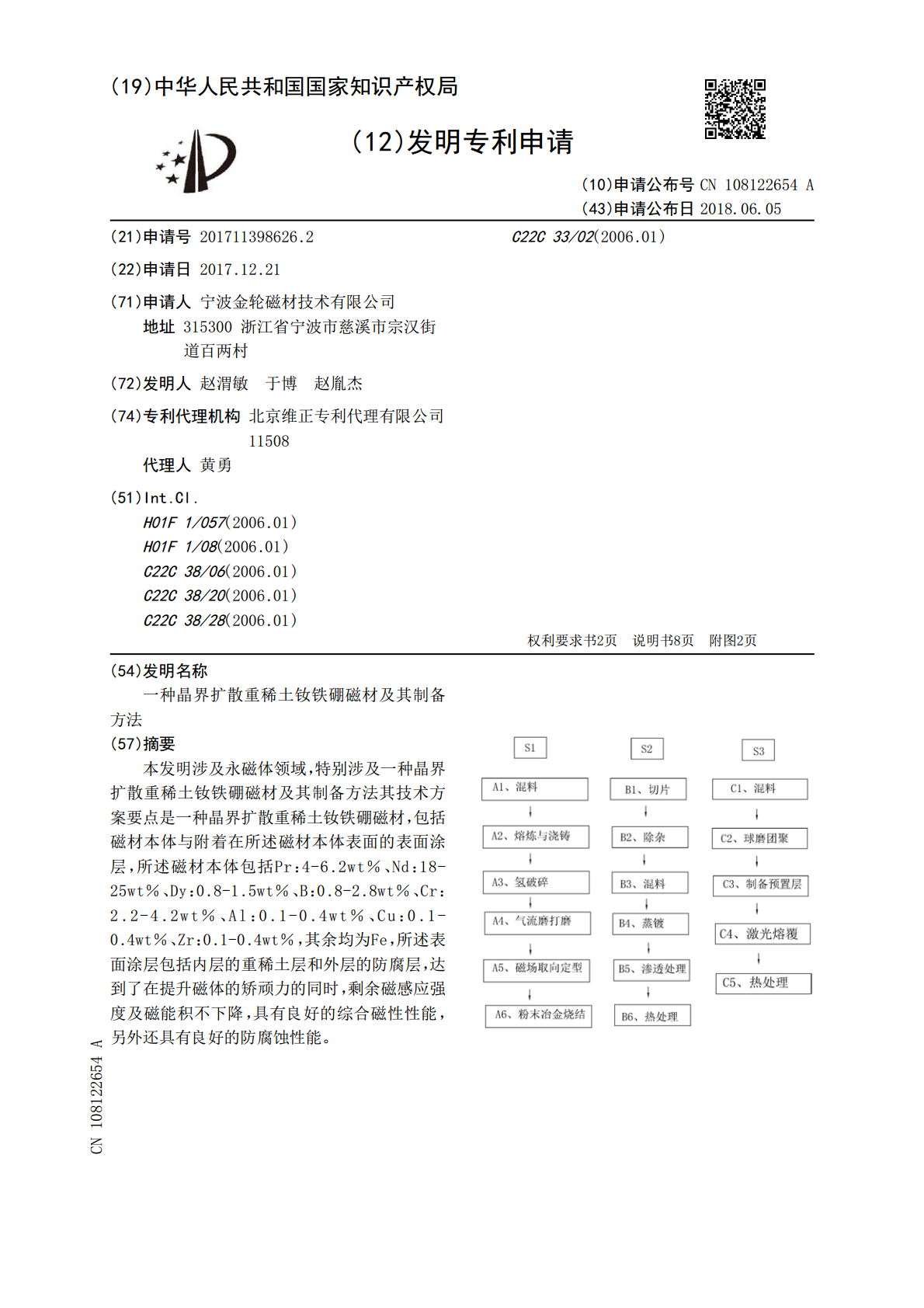
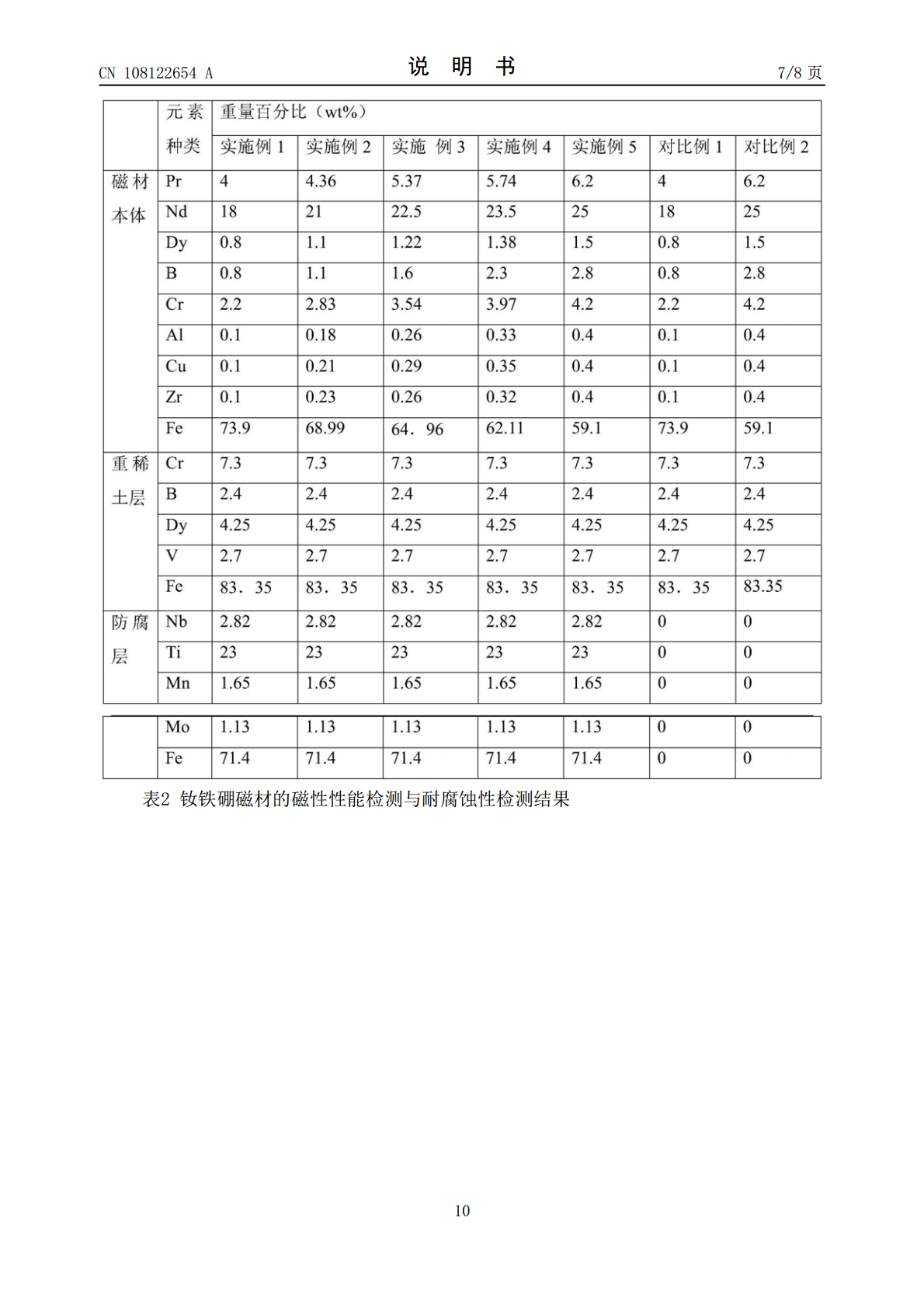
本发明涉及永磁体领域,特别涉及一种晶界扩散重稀土钕铁硼磁材及其制备方法其技术方案要点是一种晶界扩散重稀土钕铁硼磁材,包括磁材本体与附着在所述磁材本体表面的表面涂层,所述磁材本体包括Pr:4‑6.2wt%、Nd:18‑25wt%、Dy:0.8‑1.5wt%、B:0.8‑2.8wt%、Cr:2.2‑4.2wt%、Al:0.1‑0.4wt%、Cu:0.1‑0.4wt%、Zr:0.1‑0.4wt%,其余均为Fe,所述表面涂层包括内层的重稀土层和外层的防腐层,达到了在提升磁体的矫顽力的同时,剩余磁感应强度及磁能积不
一种钕铁硼磁材及其制备方法.pdf
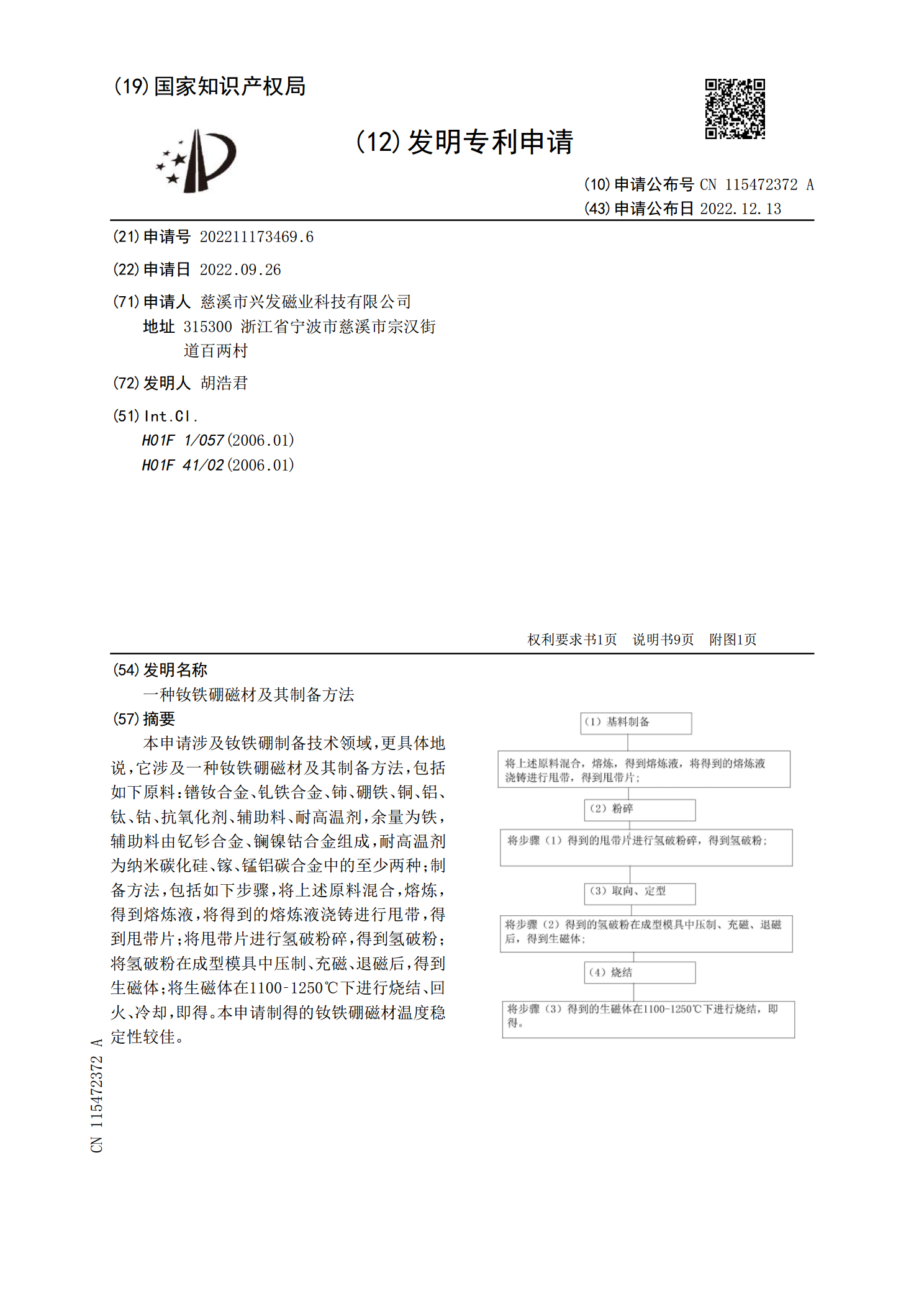
本申请涉及钕铁硼制备技术领域,更具体地说,它涉及一种钕铁硼磁材及其制备方法,包括如下原料:镨钕合金、钆铁合金、铈、硼铁、铜、铝、钛、钴、抗氧化剂、辅助料、耐高温剂,余量为铁,辅助料由钇钐合金、镧镍钴合金组成,耐高温剂为纳米碳化硅、镓、锰铝碳合金中的至少两种;制备方法,包括如下步骤,将上述原料混合,熔炼,得到熔炼液,将得到的熔炼液浇铸进行甩带,得到甩带片;将甩带片进行氢破粉碎,得到氢破粉;将氢破粉在成型模具中压制、充磁、退磁后,得到生磁体;将生磁体在1100‑1250℃下进行烧结、回火、冷却,即得。本申请制
一种烧结钕铁硼磁体晶界扩散多元素重稀土的方法.pdf
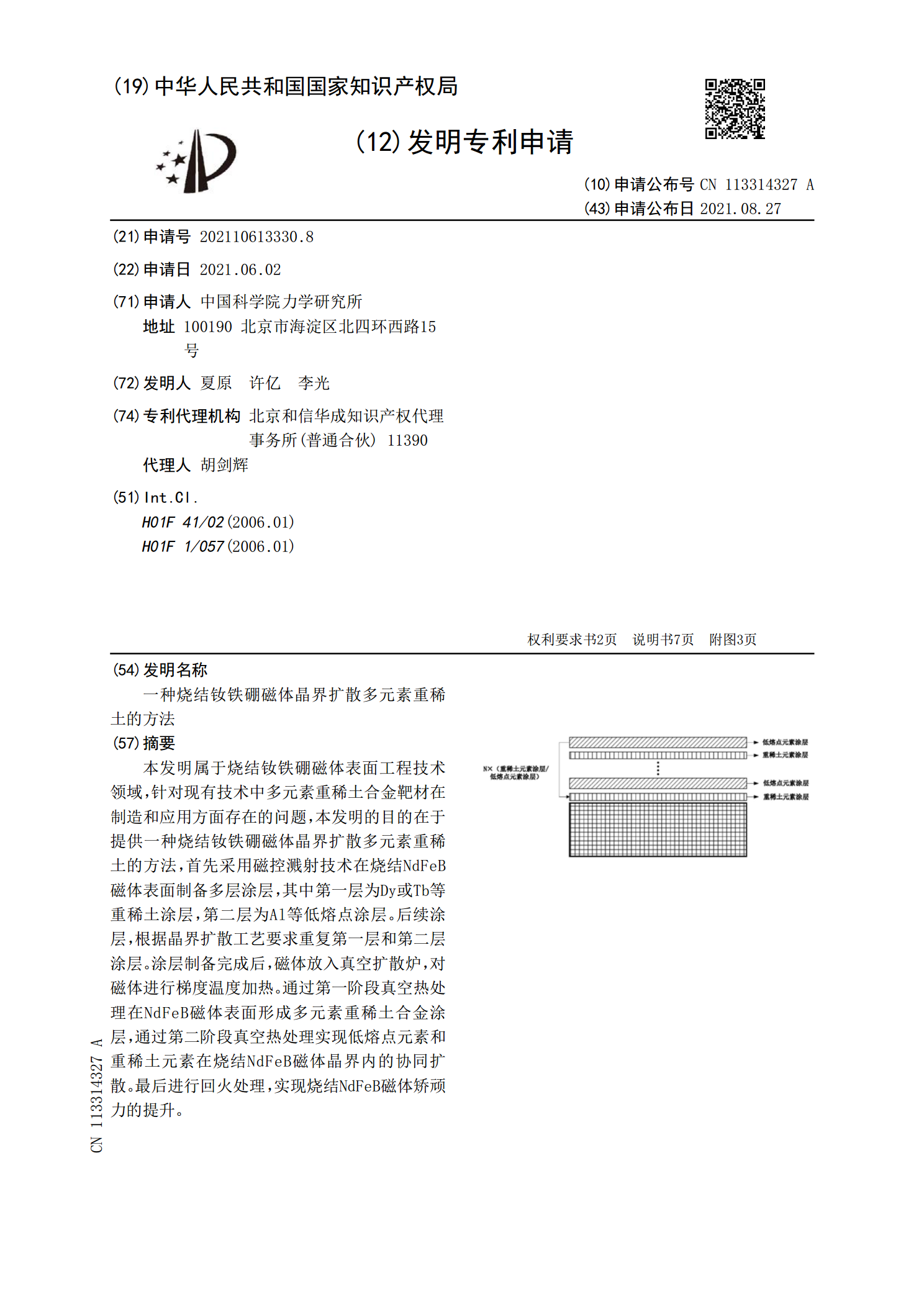
本发明属于烧结钕铁硼磁体表面工程技术领域,针对现有技术中多元素重稀土合金靶材在制造和应用方面存在的问题,本发明的目的在于提供一种烧结钕铁硼磁体晶界扩散多元素重稀土的方法,首先采用磁控溅射技术在烧结NdFeB磁体表面制备多层涂层,其中第一层为Dy或Tb等重稀土涂层,第二层为Al等低熔点涂层。后续涂层,根据晶界扩散工艺要求重复第一层和第二层涂层。涂层制备完成后,磁体放入真空扩散炉,对磁体进行梯度温度加热。通过第一阶段真空热处理在NdFeB磁体表面形成多元素重稀土合金涂层,通过第二阶段真空热处理实现低熔点元素和
一种烧结钕铁硼磁材及其制备方法.pdf
本申请涉及磁性材料领域,具体公开了一种烧结钕铁硼磁材及其制备方法。一种烧结钕铁硼磁材包括PrNd30‑40wt%,B1.5‑1.8wt%,Ce15‑17wt%,Ga2.5‑3.5wt%,Zr0.1‑0.3wt%,La0.1‑0.3wt%,Cu0.1‑0.3wt%,Al0.1‑0.3wt%,Co0.9‑1.2wt%,其余为Fe以及不可除去的杂质;其制备方法为:将各原料按比例称取后放入真空熔炼炉内进行高温熔炼,使用冷却辊速铸成合金薄片,经氢破碎和气流磨粉碎至粉末状,真空下压制成型得到压坯,再进行高温烧结和回火
一种烧结钕铁硼晶界扩散工装及晶界扩散的方法.pdf
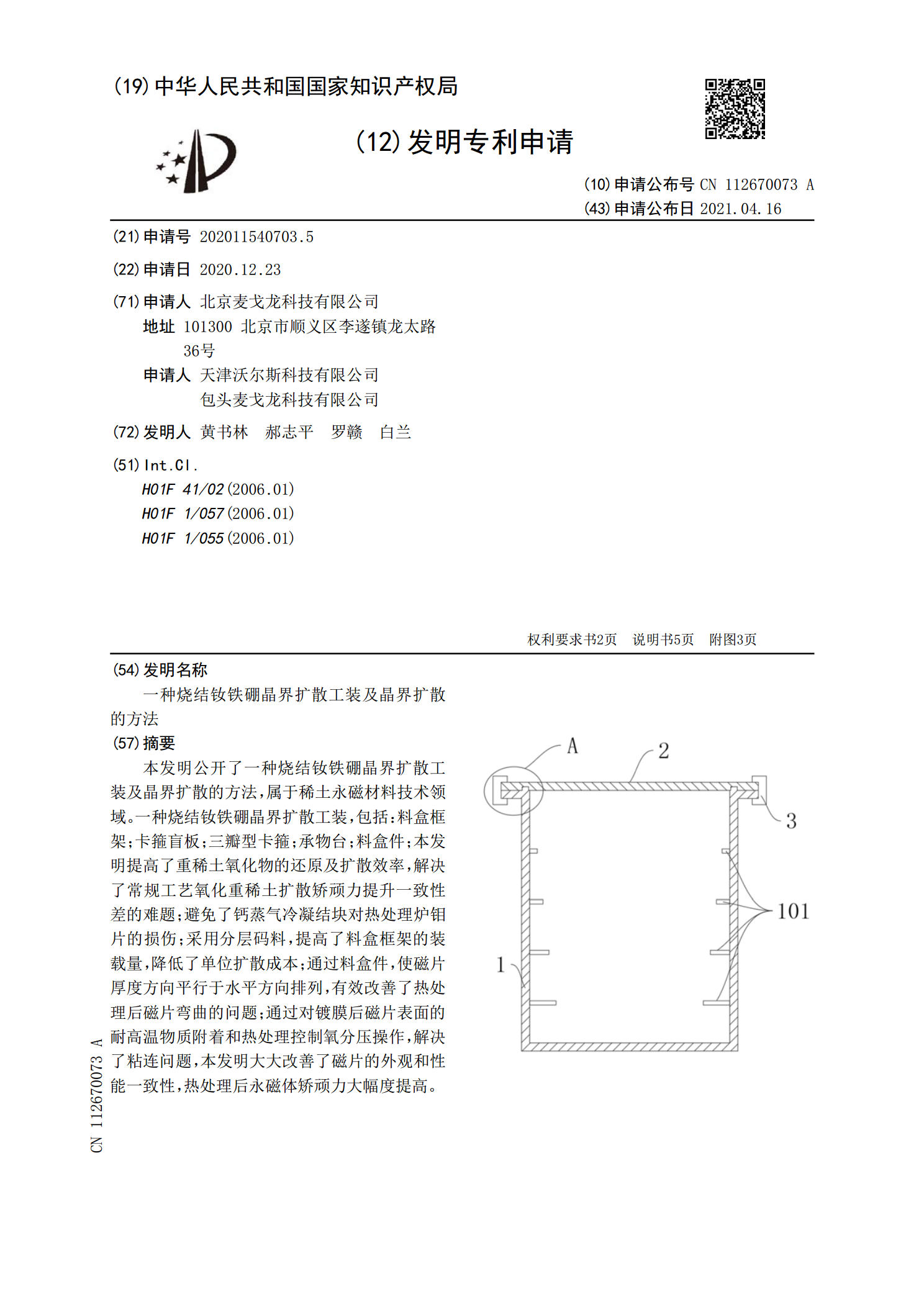
本发明公开了一种烧结钕铁硼晶界扩散工装及晶界扩散的方法,属于稀土永磁材料技术领域。一种烧结钕铁硼晶界扩散工装,包括:料盒框架;卡箍盲板;三瓣型卡箍;承物台;料盒件;本发明提高了重稀土氧化物的还原及扩散效率,解决了常规工艺氧化重稀土扩散矫顽力提升一致性差的难题;避免了钙蒸气冷凝结块对热处理炉钼片的损伤;采用分层码料,提高了料盒框架的装载量,降低了单位扩散成本;通过料盒件,使磁片厚度方向平行于水平方向排列,有效改善了热处理后磁片弯曲的问题;通过对镀膜后磁片表面的耐高温物质附着和热处理控制氧分压操作,解决了粘连