
双激光束冲击锻打增材制造大距离骨折固定器方法和装置.pdf

是来****文章

1/10

2/10

3/10

4/10

5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
双激光束冲击锻打增材制造大距离骨折固定器方法和装置.pdf
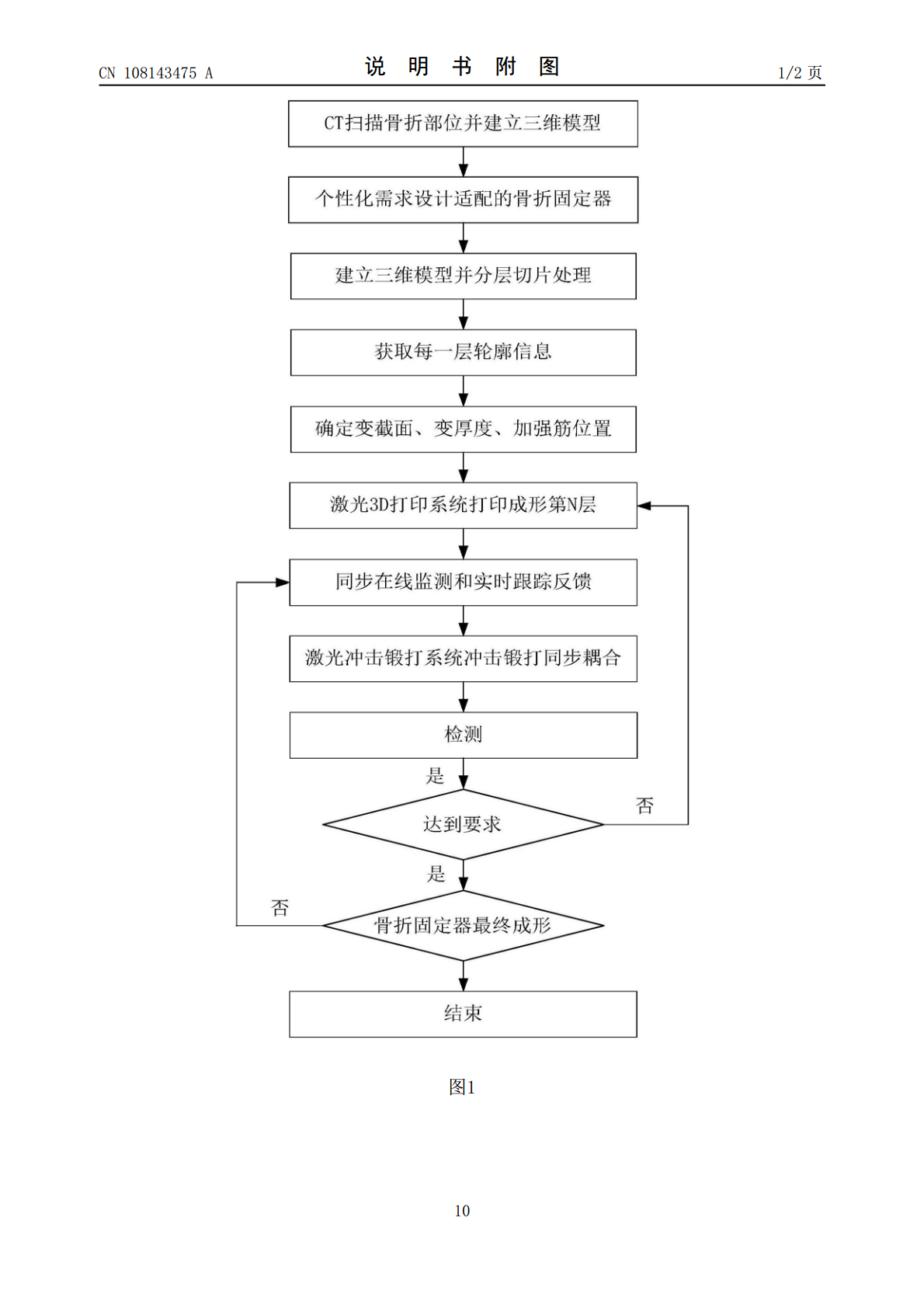
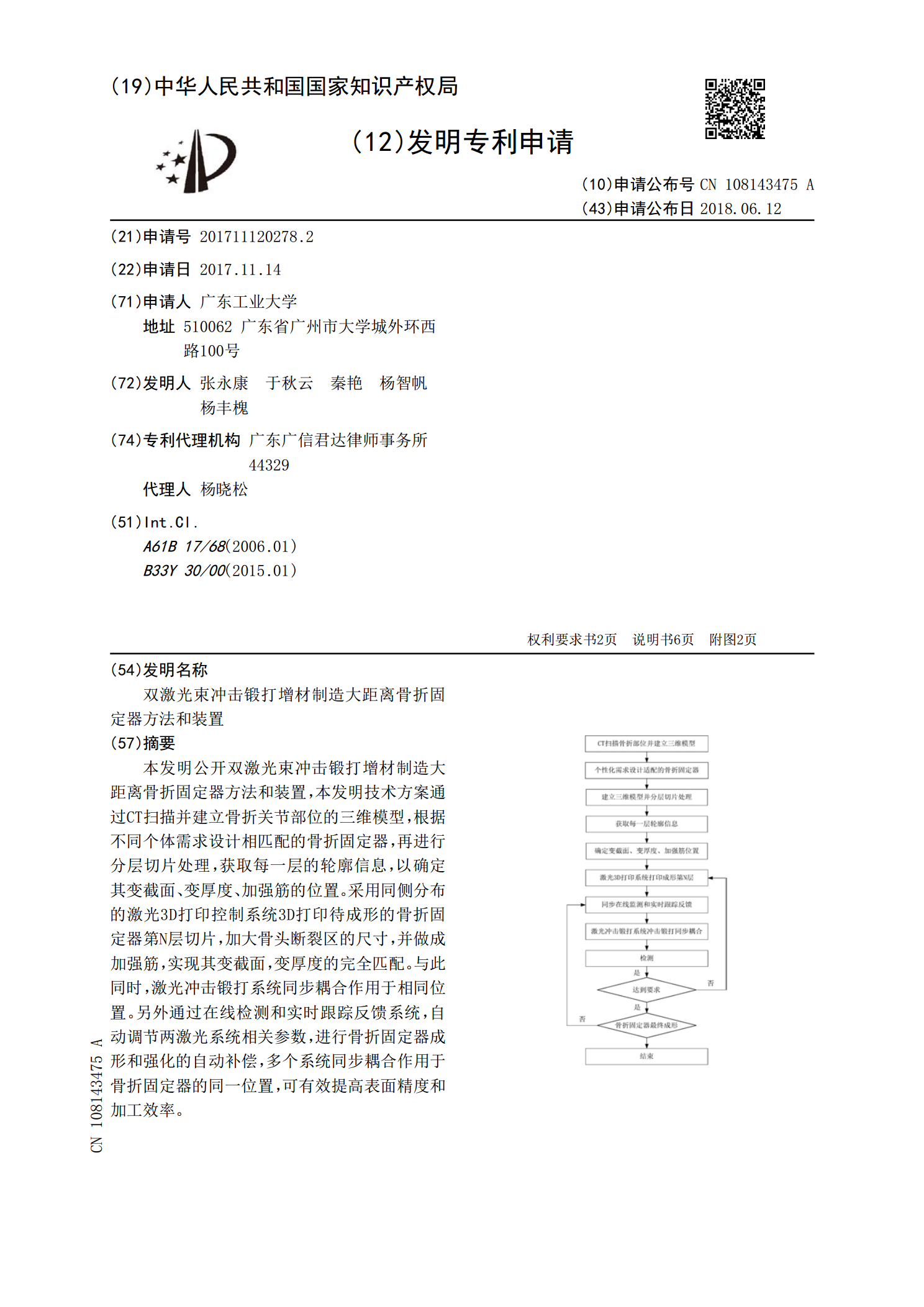
本发明公开双激光束冲击锻打增材制造大距离骨折固定器方法和装置,本发明技术方案通过CT扫描并建立骨折关节部位的三维模型,根据不同个体需求设计相匹配的骨折固定器,再进行分层切片处理,获取每一层的轮廓信息,以确定其变截面、变厚度、加强筋的位置。采用同侧分布的激光3D打印控制系统3D打印待成形的骨折固定器第N层切片,加大骨头断裂区的尺寸,并做成加强筋,实现其变截面,变厚度的完全匹配。与此同时,激光冲击锻打系统同步耦合作用于相同位置。另外通过在线检测和实时跟踪反馈系统,自动调节两激光系统相关参数,进行骨折固定器成形
一种激光冲击锻打与激光切割复合增材制造装置及方法.pdf
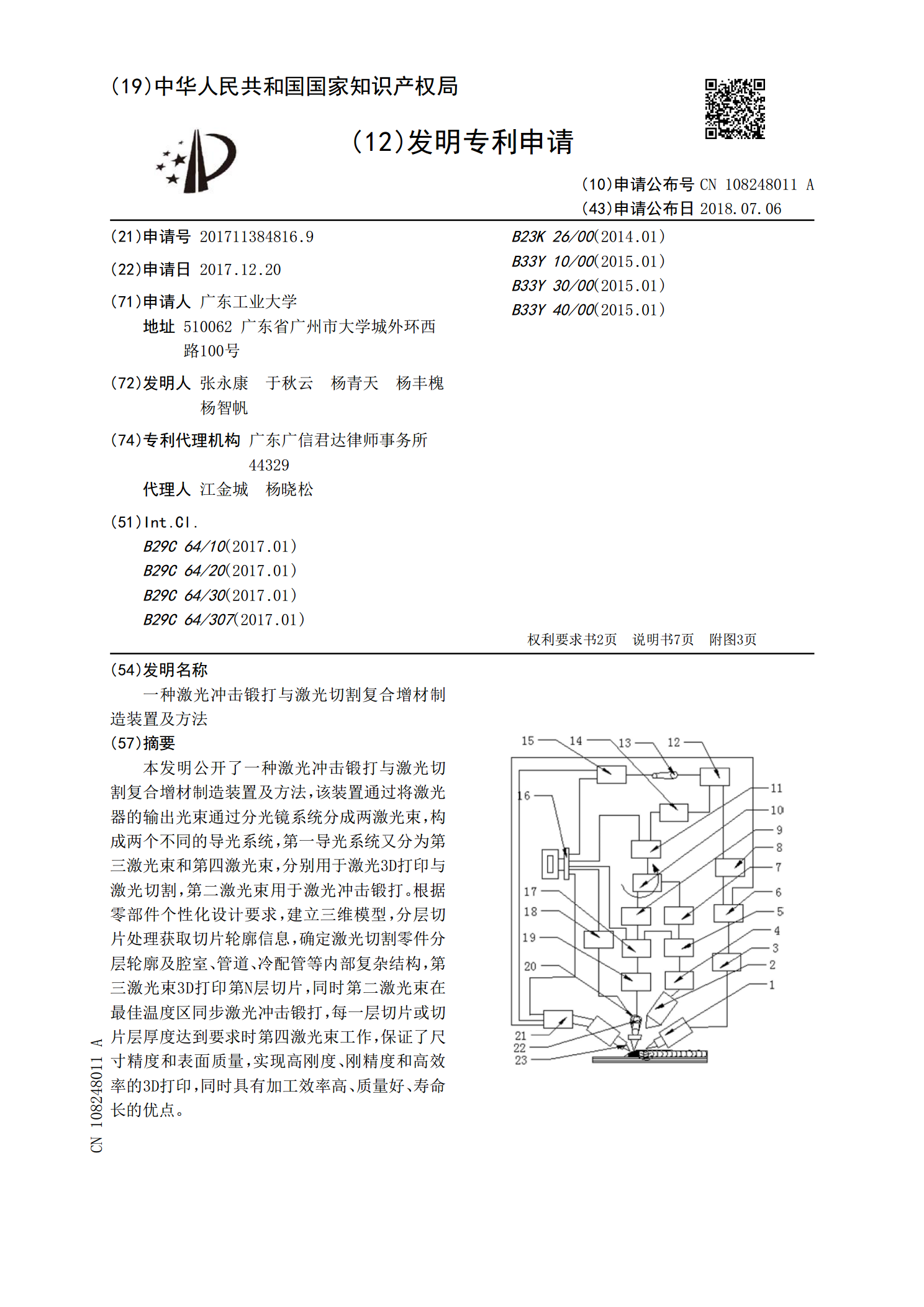
本发明公开了一种激光冲击锻打与激光切割复合增材制造装置及方法,该装置通过将激光器的输出光束通过分光镜系统分成两激光束,构成两个不同的导光系统,第一导光系统又分为第三激光束和第四激光束,分别用于激光3D打印与激光切割,第二激光束用于激光冲击锻打。根据零部件个性化设计要求,建立三维模型,分层切片处理获取切片轮廓信息,确定激光切割零件分层轮廓及腔室、管道、冷配管等内部复杂结构,第三激光束3D打印第N层切片,同时第二激光束在最佳温度区同步激光冲击锻打,每一层切片或切片层厚度达到要求时第四激光束工作,保证了尺寸精度
一种分叉尾喷管双激光束冲击锻打复合焊接方法与装置.pdf
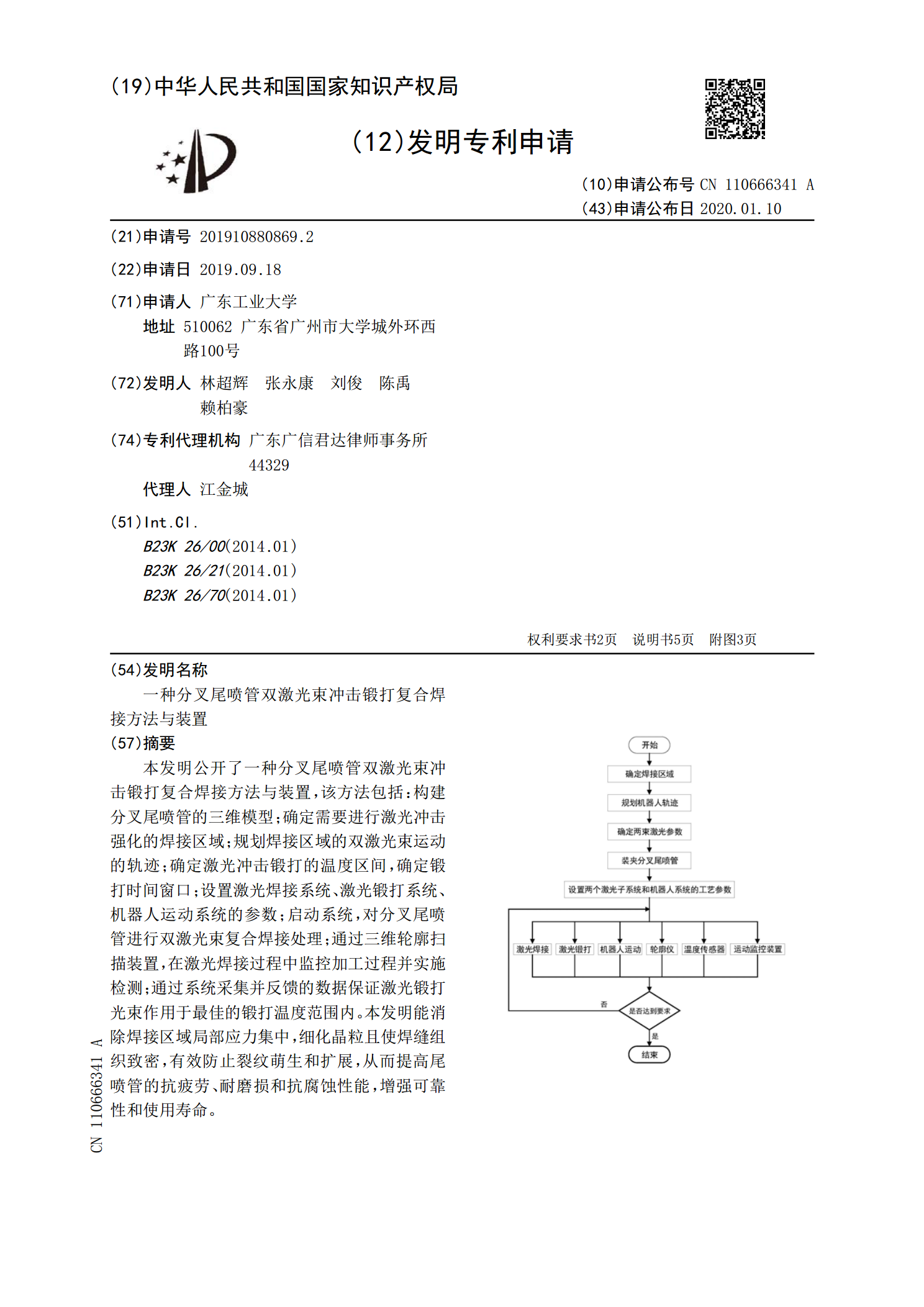
本发明公开了一种分叉尾喷管双激光束冲击锻打复合焊接方法与装置,该方法包括:构建分叉尾喷管的三维模型;确定需要进行激光冲击强化的焊接区域;规划焊接区域的双激光束运动的轨迹;确定激光冲击锻打的温度区间,确定锻打时间窗口;设置激光焊接系统、激光锻打系统、机器人运动系统的参数;启动系统,对分叉尾喷管进行双激光束复合焊接处理;通过三维轮廓扫描装置,在激光焊接过程中监控加工过程并实施检测;通过系统采集并反馈的数据保证激光锻打光束作用于最佳的锻打温度范围内。本发明能消除焊接区域局部应力集中,细化晶粒且使焊缝组织致密,有
一种双激光增材制造方法和装置.pdf
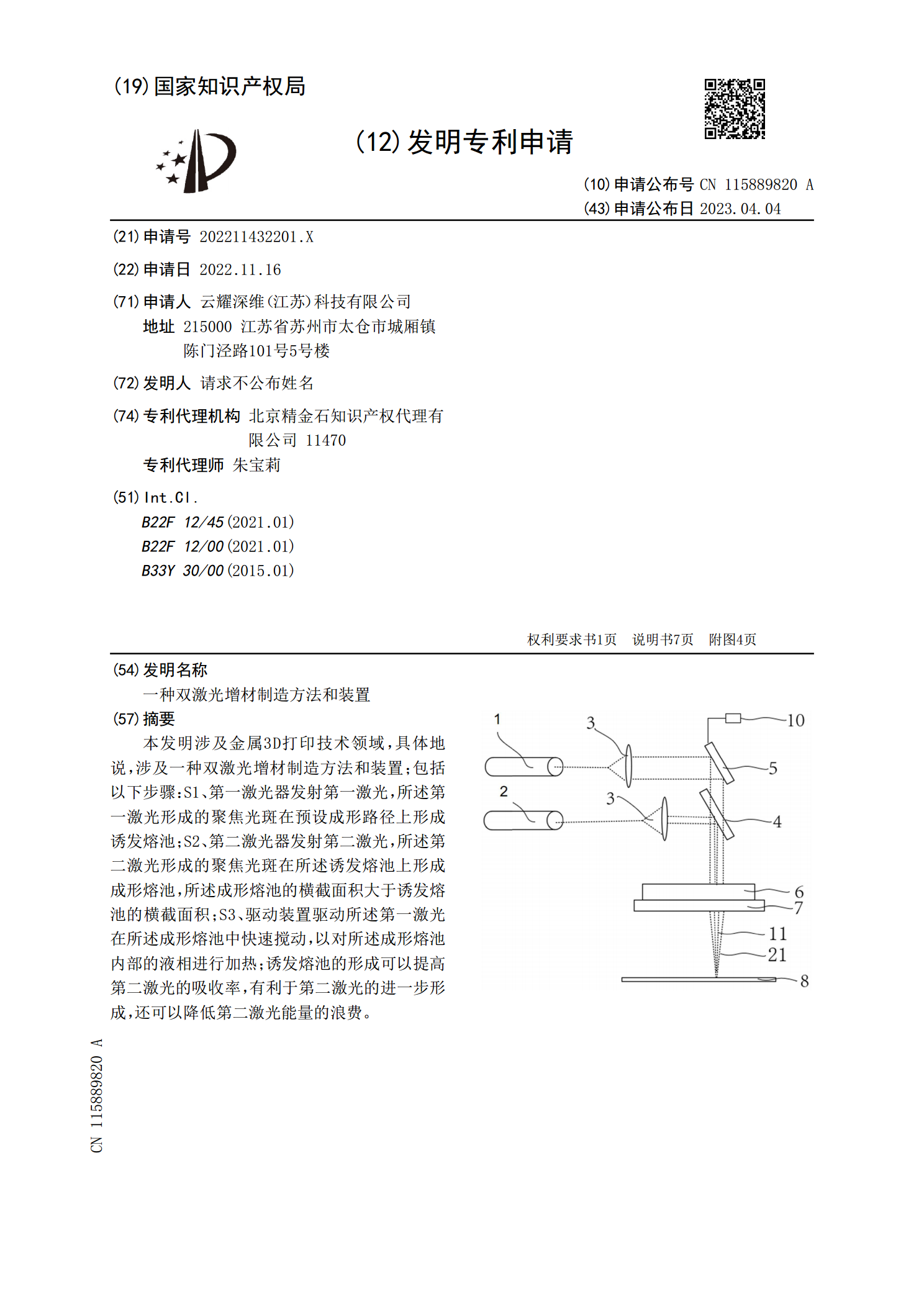
本发明涉及金属3D打印技术领域,具体地说,涉及一种双激光增材制造方法和装置;包括以下步骤:S1、第一激光器发射第一激光,所述第一激光形成的聚焦光斑在预设成形路径上形成诱发熔池;S2、第二激光器发射第二激光,所述第二激光形成的聚焦光斑在所述诱发熔池上形成成形熔池,所述成形熔池的横截面积大于诱发熔池的横截面积;S3、驱动装置驱动所述第一激光在所述成形熔池中快速搅动,以对所述成形熔池内部的液相进行加热;诱发熔池的形成可以提高第二激光的吸收率,有利于第二激光的进一步形成,还可以降低第二激光能量的浪费。
用于丝材成型的增材制造装置及增材制造方法.pdf
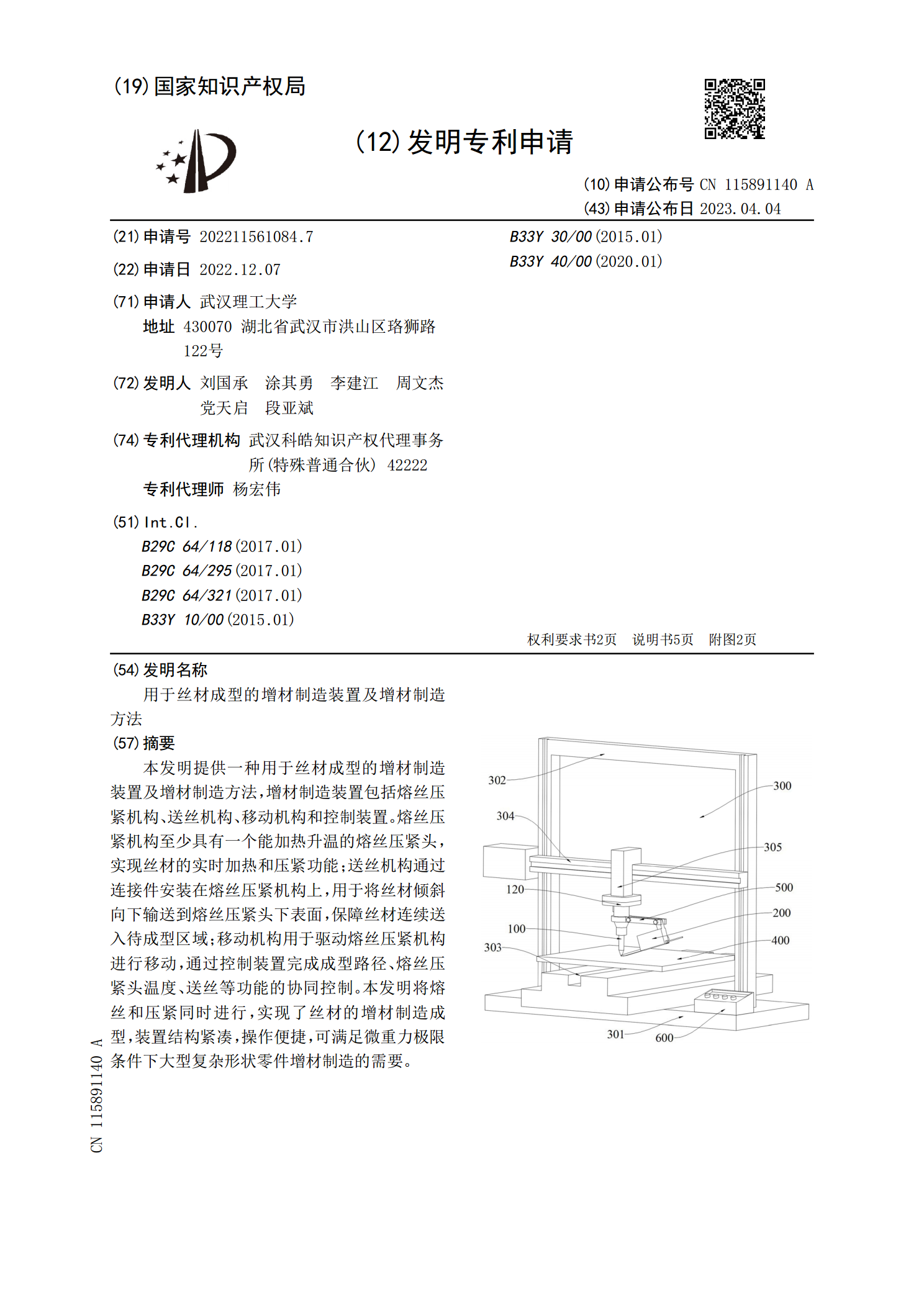
本发明提供一种用于丝材成型的增材制造装置及增材制造方法,增材制造装置包括熔丝压紧机构、送丝机构、移动机构和控制装置。熔丝压紧机构至少具有一个能加热升温的熔丝压紧头,实现丝材的实时加热和压紧功能;送丝机构通过连接件安装在熔丝压紧机构上,用于将丝材倾斜向下输送到熔丝压紧头下表面,保障丝材连续送入待成型区域;移动机构用于驱动熔丝压紧机构进行移动,通过控制装置完成成型路径、熔丝压紧头温度、送丝等功能的协同控制。本发明将熔丝和压紧同时进行,实现了丝材的增材制造成型,装置结构紧凑,操作便捷,可满足微重力极限条件下大型