
一种激光冲击锻打与激光切割复合增材制造装置及方法.pdf

一条****轩吗

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种激光冲击锻打与激光切割复合增材制造装置及方法.pdf
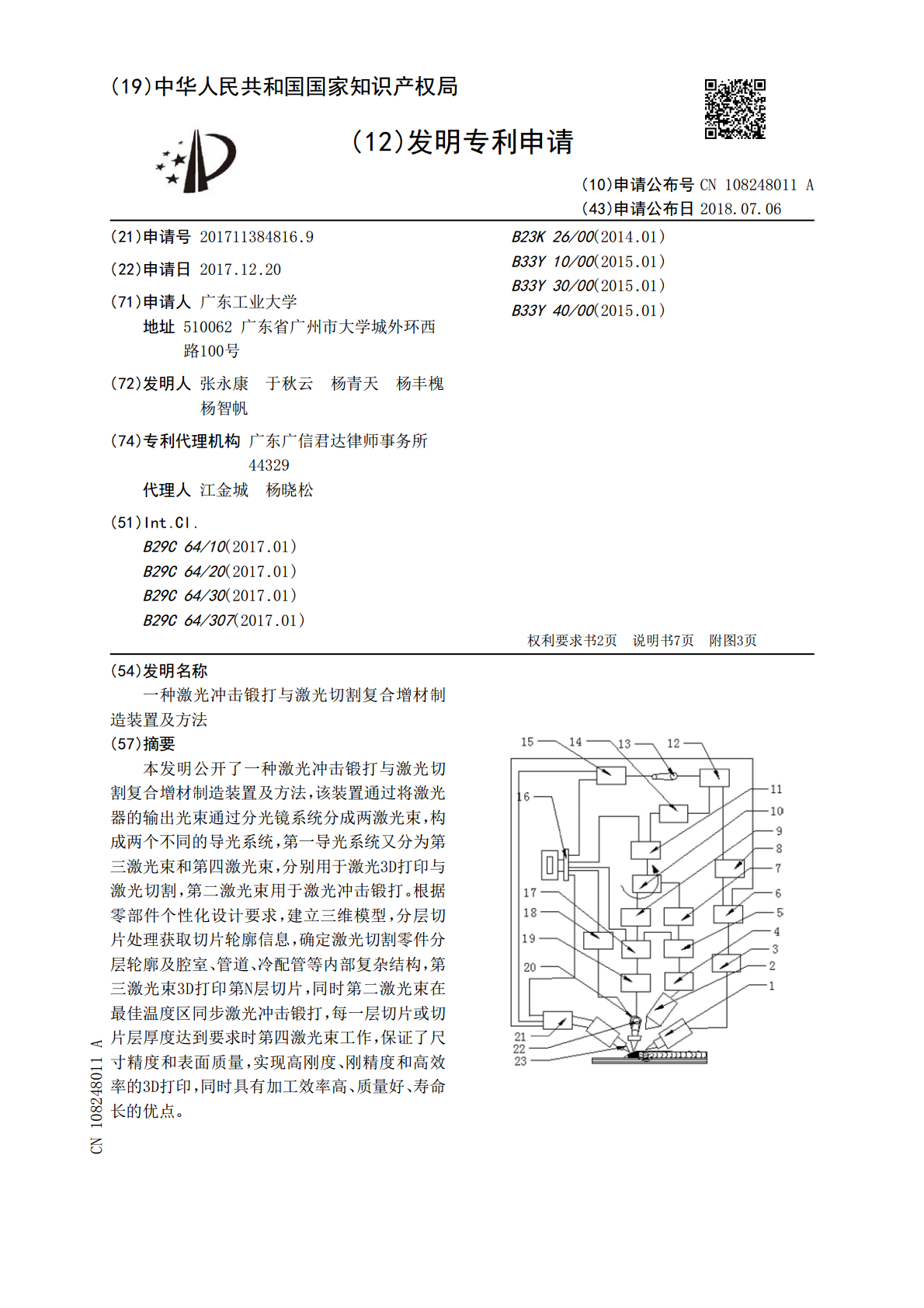
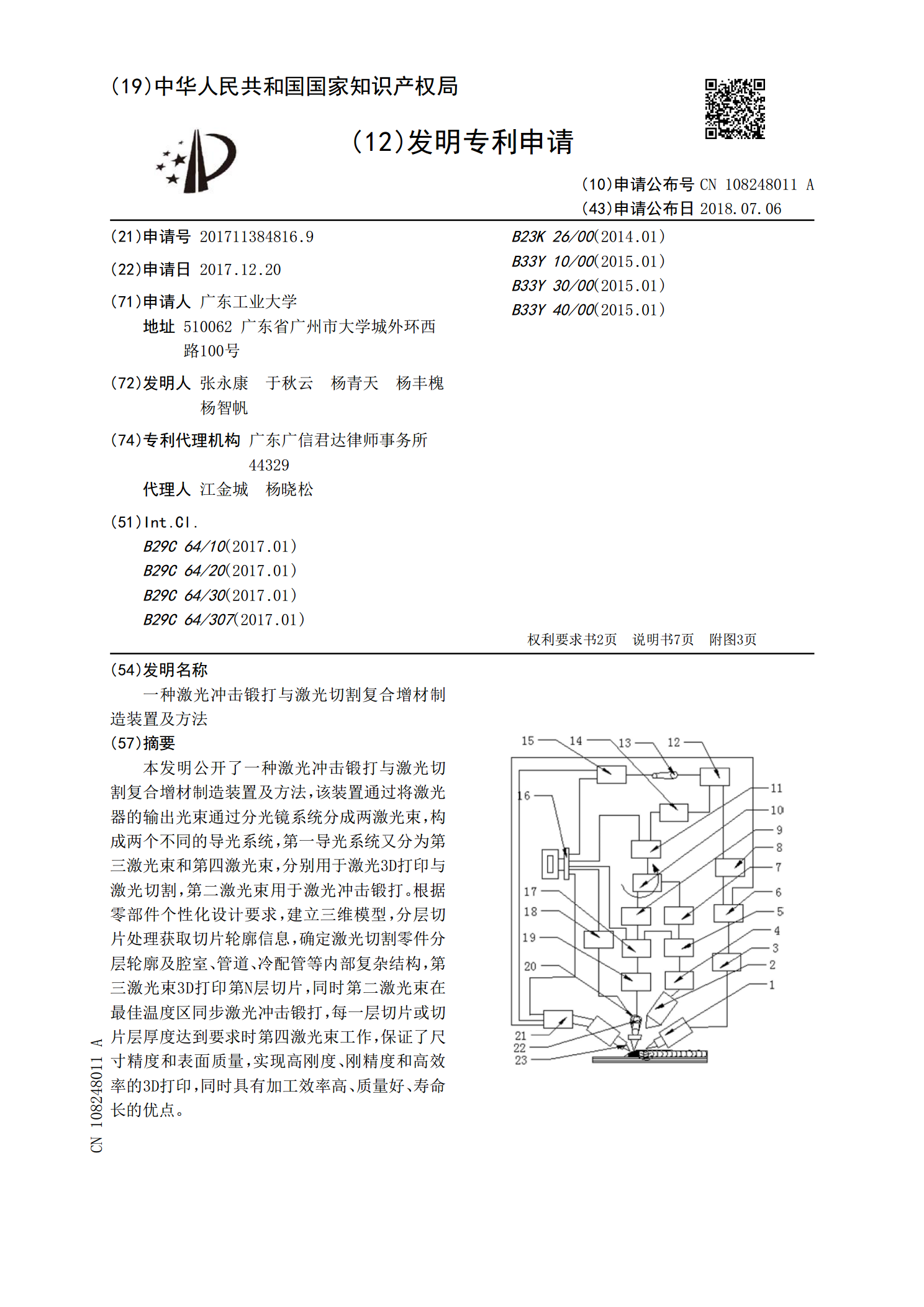
本发明公开了一种激光冲击锻打与激光切割复合增材制造装置及方法,该装置通过将激光器的输出光束通过分光镜系统分成两激光束,构成两个不同的导光系统,第一导光系统又分为第三激光束和第四激光束,分别用于激光3D打印与激光切割,第二激光束用于激光冲击锻打。根据零部件个性化设计要求,建立三维模型,分层切片处理获取切片轮廓信息,确定激光切割零件分层轮廓及腔室、管道、冷配管等内部复杂结构,第三激光束3D打印第N层切片,同时第二激光束在最佳温度区同步激光冲击锻打,每一层切片或切片层厚度达到要求时第四激光束工作,保证了尺寸精度
一种激光选区熔化与激光切割复合的增材制造方法.pdf
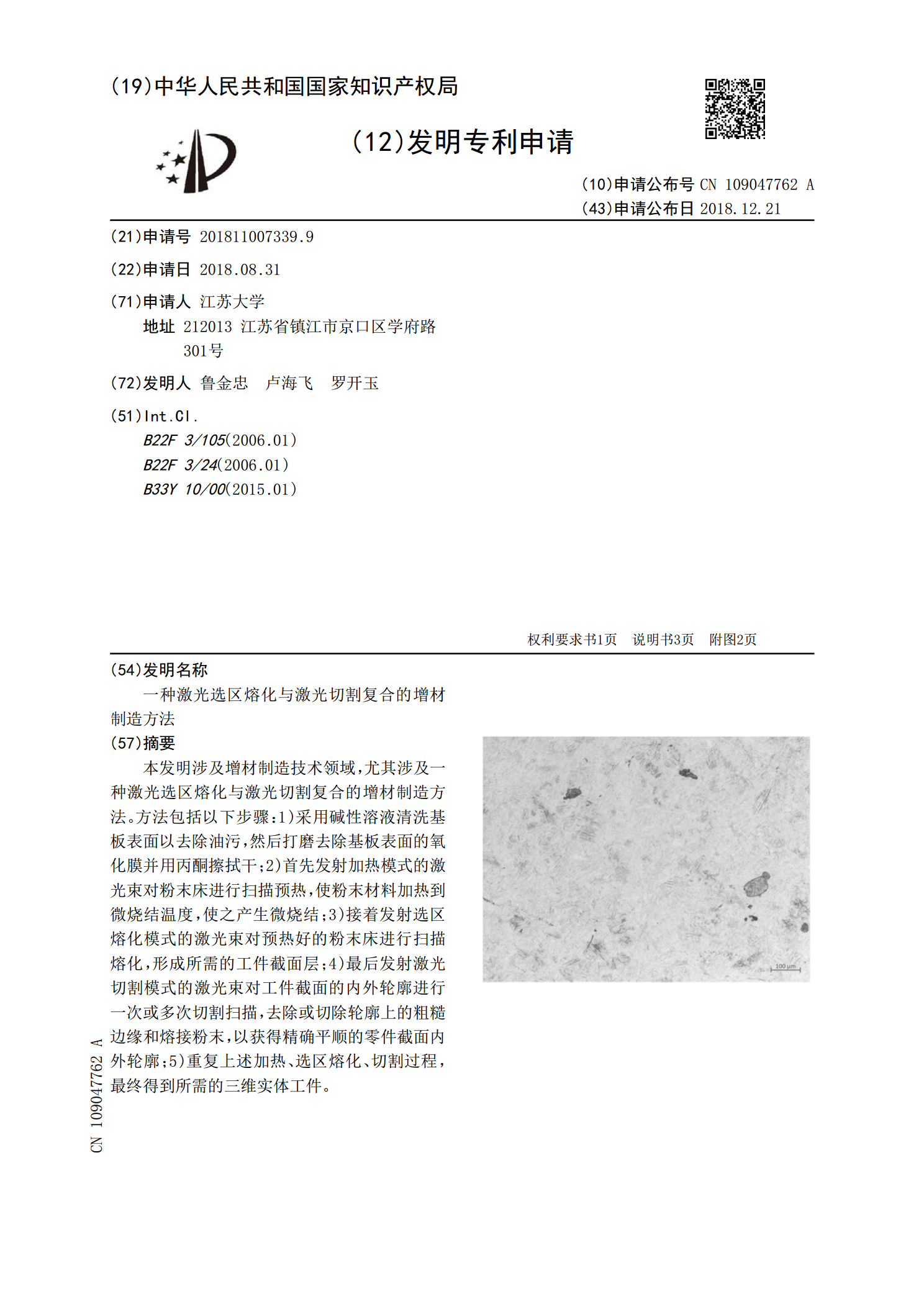
本发明涉及增材制造技术领域,尤其涉及一种激光选区熔化与激光切割复合的增材制造方法。方法包括以下步骤:1)采用碱性溶液清洗基板表面以去除油污,然后打磨去除基板表面的氧化膜并用丙酮擦拭干;2)首先发射加热模式的激光束对粉末床进行扫描预热,使粉末材料加热到微烧结温度,使之产生微烧结;3)接着发射选区熔化模式的激光束对预热好的粉末床进行扫描熔化,形成所需的工件截面层;4)最后发射激光切割模式的激光束对工件截面的内外轮廓进行一次或多次切割扫描,去除或切除轮廓上的粗糙边缘和熔接粉末,以获得精确平顺的零件截面内外轮廓;
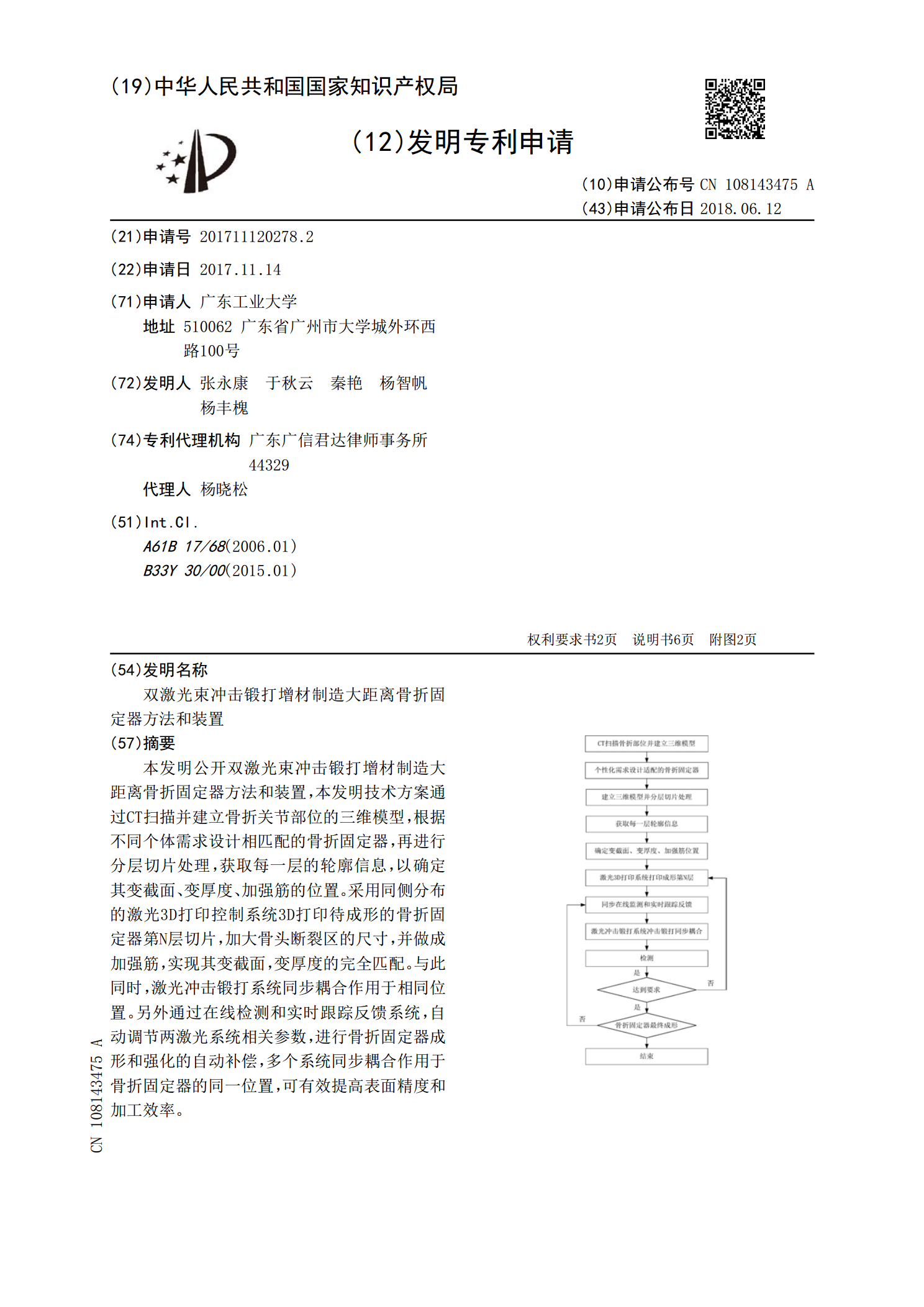
双激光束冲击锻打增材制造大距离骨折固定器方法和装置.pdf
本发明公开双激光束冲击锻打增材制造大距离骨折固定器方法和装置,本发明技术方案通过CT扫描并建立骨折关节部位的三维模型,根据不同个体需求设计相匹配的骨折固定器,再进行分层切片处理,获取每一层的轮廓信息,以确定其变截面、变厚度、加强筋的位置。采用同侧分布的激光3D打印控制系统3D打印待成形的骨折固定器第N层切片,加大骨头断裂区的尺寸,并做成加强筋,实现其变截面,变厚度的完全匹配。与此同时,激光冲击锻打系统同步耦合作用于相同位置。另外通过在线检测和实时跟踪反馈系统,自动调节两激光系统相关参数,进行骨折固定器成形

全激光复合增材制造方法和装置.pdf
本申请公开了一种全激光复合增材制造方法,在激光选区熔化的基础上,用激光精密封装的方法,解决悬垂面的成型问题,解决微通道粉体残留的问题,满足航空航天关键零部件加工高精度、高光洁度、高洁净度的要求。该全激光复合增材制造方法由激光选区熔化成型得到基体后,由脉冲激光在所述基体上减材成型以形成空腔,再对所述空腔封装,以得到具有内部空腔结构的成型材料。本申请公开了上述方法用到的装置,包括激光部、控制部和成型部,激光部与成型部光路连接,控制部分别与激光部和成型部电连接;激光部包括第一激光光源和第二激光光源;成型部包括焊
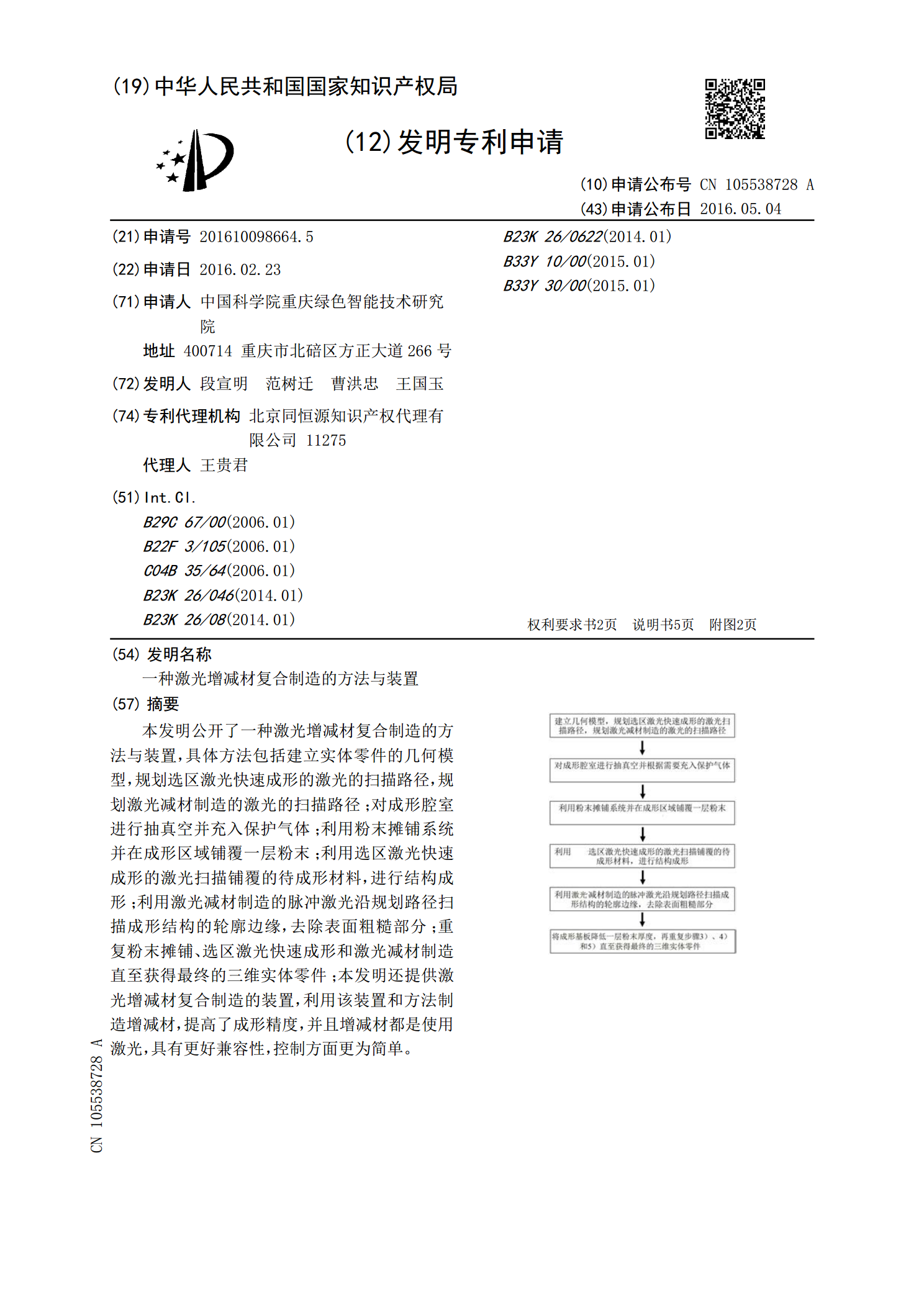
一种激光增减材复合制造的方法与装置.pdf
本发明公开了一种激光增减材复合制造的方法与装置,具体方法包括建立实体零件的几何模型,规划选区激光快速成形的激光的扫描路径,规划激光减材制造的激光的扫描路径;对成形腔室进行抽真空并充入保护气体;利用粉末摊铺系统并在成形区域铺覆一层粉末;利用选区激光快速成形的激光扫描铺覆的待成形材料,进行结构成形;利用激光减材制造的脉冲激光沿规划路径扫描成形结构的轮廓边缘,去除表面粗糙部分;重复粉末摊铺、选区激光快速成形和激光减材制造直至获得最终的三维实体零件;本发明还提供激光增减材复合制造的装置,利用该装置和方法制造增减材