
一种用于微阵列结构加工的微型磨头的加工方法及装置.pdf

淑然****by


1/10

2/10

3/10
4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种用于微阵列结构加工的微型磨头的加工方法及装置.pdf
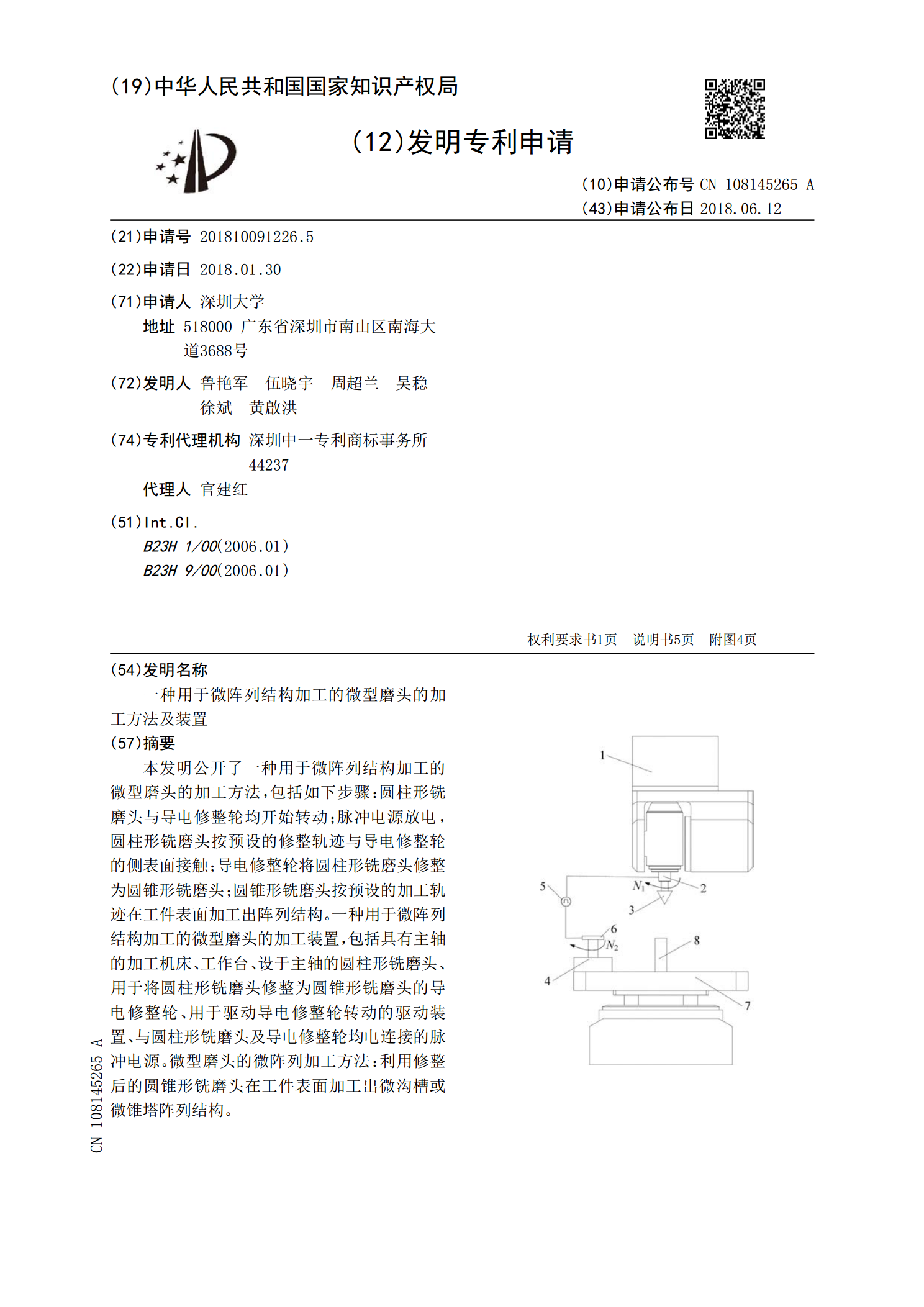
本发明公开了一种用于微阵列结构加工的微型磨头的加工方法,包括如下步骤:圆柱形铣磨头与导电修整轮均开始转动;脉冲电源放电,圆柱形铣磨头按预设的修整轨迹与导电修整轮的侧表面接触;导电修整轮将圆柱形铣磨头修整为圆锥形铣磨头;圆锥形铣磨头按预设的加工轨迹在工件表面加工出阵列结构。一种用于微阵列结构加工的微型磨头的加工装置,包括具有主轴的加工机床、工作台、设于主轴的圆柱形铣磨头、用于将圆柱形铣磨头修整为圆锥形铣磨头的导电修整轮、用于驱动导电修整轮转动的驱动装置、与圆柱形铣磨头及导电修整轮均电连接的脉冲电源。微型磨头

用于深孔加工的磨头装置.pdf
本发明涉及一种用于深孔加工的磨头装置,包括驱动电机、由电机驱动的传动轴和磨砂轮,所述的传动轴与磨砂轮之间配置有至少一级调速机构,所述调速机构包括同轴减速器和配置在同轴减速器两端的联轴器,传动轴通过联轴器与同轴减速器相连,同轴减速器另一端的联轴器则连接次级传动轴,磨砂轮固定连接在次级传动轴的末端。本发明能够在工件加工过程中,高速稳定运行,而且无抖动,加工精度高。
电解磨铣复合加工阴极磨头装置.pdf
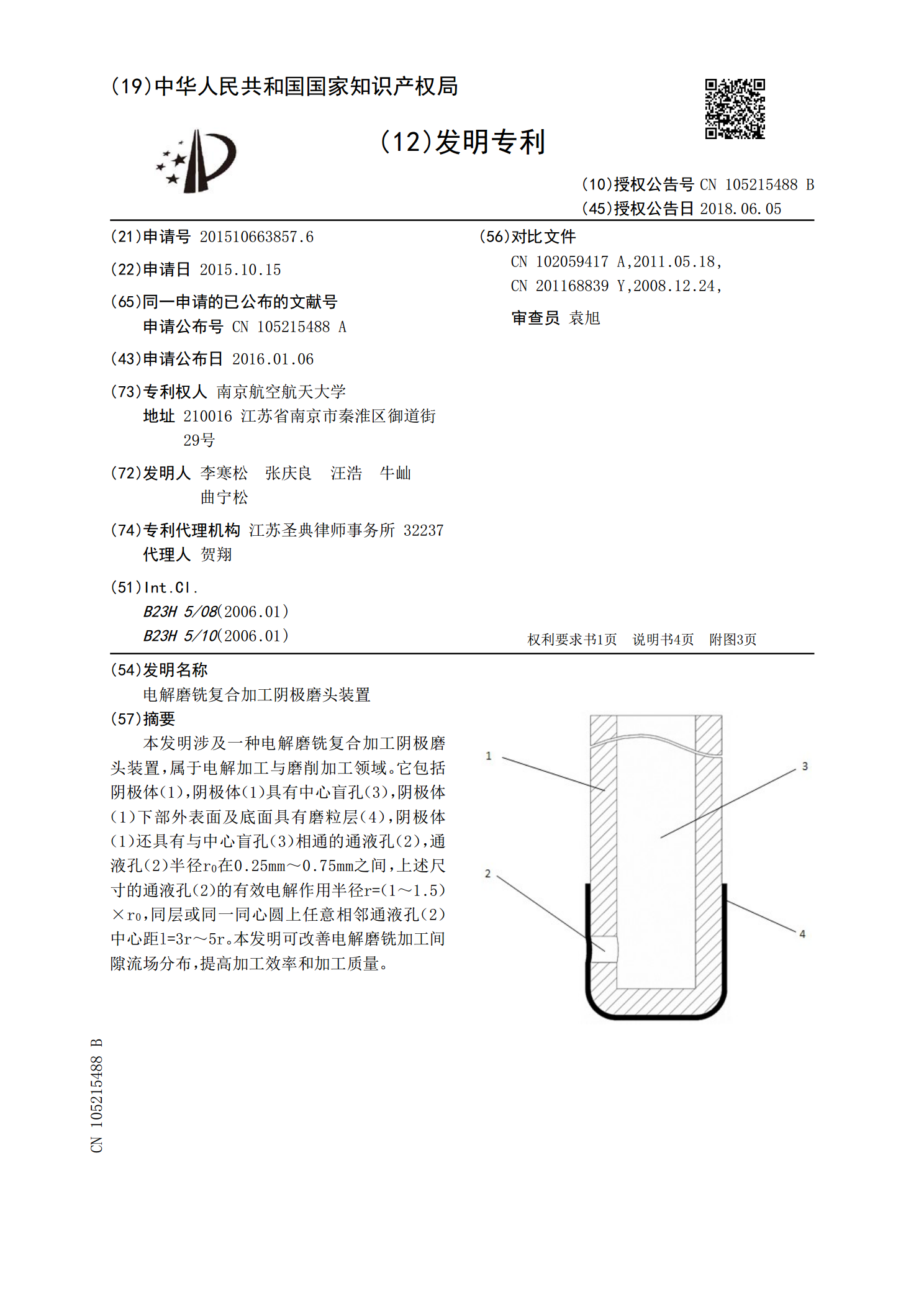
本发明涉及一种电解磨铣复合加工阴极磨头装置,属于电解加工与磨削加工领域。它包括阴极体(1),阴极体(1)具有中心盲孔(3),阴极体(1)下部外表面及底面具有磨粒层(4),阴极体(1)还具有与中心盲孔(3)相通的通液孔(2),通液孔(2)半径r0在0.25mm~0.75mm之间,上述尺寸的通液孔(2)的有效电解作用半径r=(1~1.5)×r0,×16层或×16一×16心圆上任意相邻通液孔(2)中心距l=3r~5r?。本发明可改善电解磨铣加工间隙流场分布,提高加工效率和加工质量。

一种用于毛皮加工的磨皮装置.pdf
本发明公开了一种用于毛皮加工的磨皮装置,涉及毛皮加工应用技术领域,包括底板、固定台、固定机构、磨皮机构、分离机构、第一固定板、第二固定板、连杆、第一气缸、凸块、支架、压辊、伺服电机、第二气缸、传动马达、砂轮、丝杆、第一滑块、轴承座、伸缩杆、固定架、连接架、第二滑块、第一滑杆、挡板、滑槽、滑槽、第二滑杆、铲板、连接板和收纳盒。有益效果是:通过在磨皮机构上设置分离机构,从而可以分离机构上的挡板将附着在皮面上的脂肪、残肉从皮面上刮除,然后利用与挡板呈活动连接的铲板,将堆积在挡板侧壁上的脂肪、残肉铲送至收纳盒内进

一种用于孔加工的镗铣珩磨复合加工方法及加工机床.pdf
一种用于孔加工的镗铣珩磨复合加工方法及加工机床,加工方法采用镗铣复合的方式进行孔的粗镗、半精镗或精镗加工,采用铣磨复合的方式使孔壁质量和网纹规格达到孔的质量要求。加工机床包括具有导轨的工作台,待加工的工件置于导轨上并能够沿导轨进行水平滑动,与工件滑动方向正对的位置安装有能够竖直活动的主轴加工单元;主轴加工单元包括通过轴承支撑在壳体内的公转主轴,公转主轴上开设偏心孔,偏心孔内安装有偏心旋转轴,偏心旋转轴与公转主轴之间设置有夹紧切换装置,偏心旋转轴的中心开孔并安装有电主轴,电主轴的端部能够分别连接多齿铣刀、砂