
一种用于孔加工的镗铣珩磨复合加工方法及加工机床.pdf

一只****iu

1/10
2/10
3/10

4/10
5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种用于孔加工的镗铣珩磨复合加工方法及加工机床.pdf
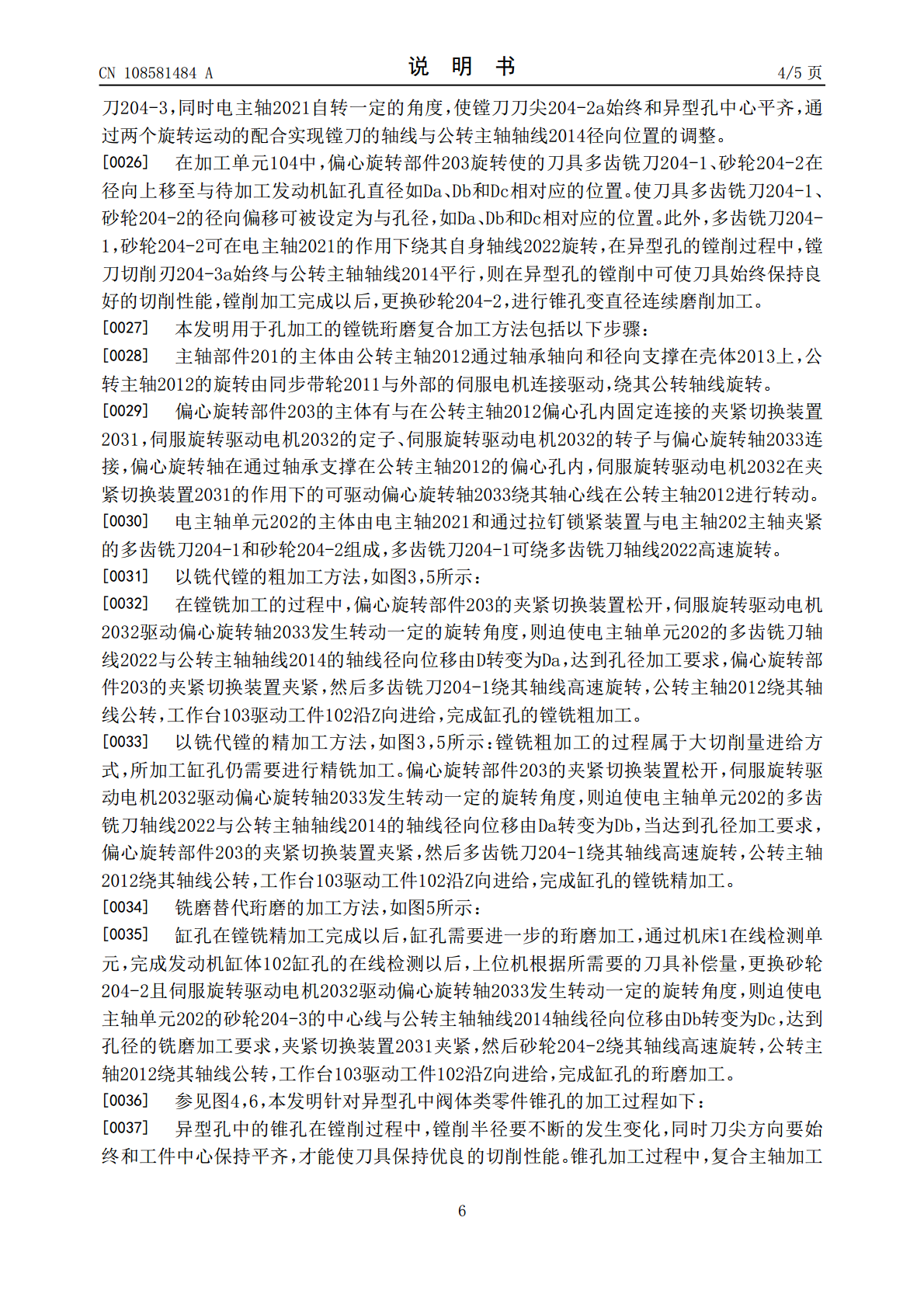
一种用于孔加工的镗铣珩磨复合加工方法及加工机床,加工方法采用镗铣复合的方式进行孔的粗镗、半精镗或精镗加工,采用铣磨复合的方式使孔壁质量和网纹规格达到孔的质量要求。加工机床包括具有导轨的工作台,待加工的工件置于导轨上并能够沿导轨进行水平滑动,与工件滑动方向正对的位置安装有能够竖直活动的主轴加工单元;主轴加工单元包括通过轴承支撑在壳体内的公转主轴,公转主轴上开设偏心孔,偏心孔内安装有偏心旋转轴,偏心旋转轴与公转主轴之间设置有夹紧切换装置,偏心旋转轴的中心开孔并安装有电主轴,电主轴的端部能够分别连接多齿铣刀、砂
一种镗铣磨复合加工机床.pdf
本发明公开了一种镗铣磨复合加工机床,包括动力主轴头装置,动力主轴头装置,其特征在于,动力主轴头装置包括高速电主轴、电主轴密封端盖、YRT轴承、机械主轴、前端轴承组、主轴箱、调整转子轴、轴承预紧套筒、转子轴后支撑轴承、圆光栅尺、光栅尺读数头支架、涡轮、光栅读数头、引线轴承、机械主轴轴承锁紧螺母、同步带传动齿、电主轴动力与信号线、光栅尺信号线、定位销、轴承组、轴承调整端盖套杯、蜗杆轴、联轴器、电机连接法兰、调整套杯、伺服电机。本镗铣磨复合加工机床能够在实现多种复合加工的同时,通过有效设计减小复合主轴的整体尺寸
用于轮廓珩磨的珩磨方法和加工机.pdf
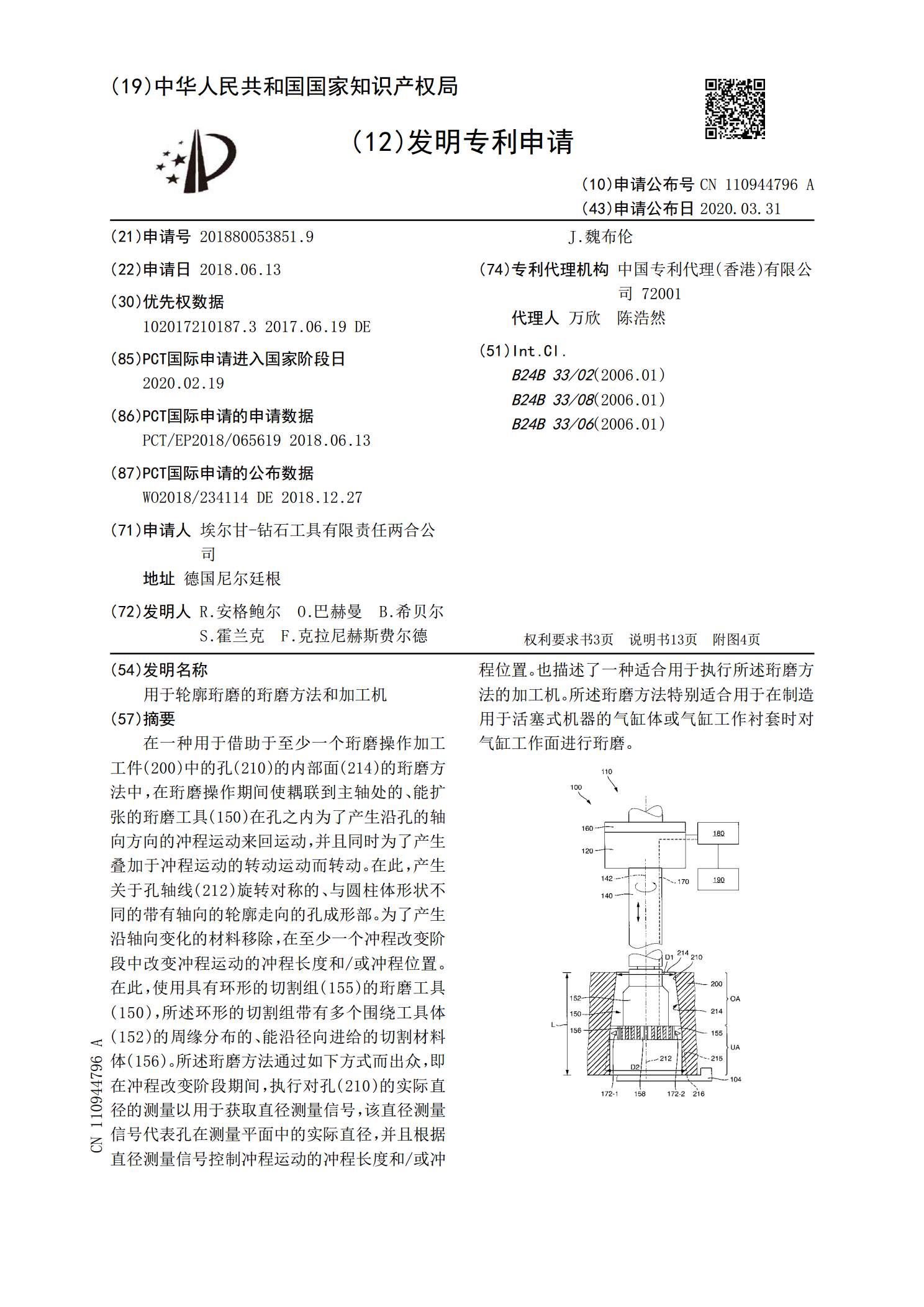
在一种用于借助于至少一个珩磨操作加工工件(200)中的孔(210)的内部面(214)的珩磨方法中,在珩磨操作期间使耦联到主轴处的、能扩张的珩磨工具(150)在孔之内为了产生沿孔的轴向方向的冲程运动来回运动,并且同时为了产生叠加于冲程运动的转动运动而转动。在此,产生关于孔轴线(212)旋转对称的、与圆柱体形状不同的带有轴向的轮廓走向的孔成形部。为了产生沿轴向变化的材料移除,在至少一个冲程改变阶段中改变冲程运动的冲程长度和/或冲程位置。在此,使用具有环形的切割组(155)的珩磨工具(150),所述环形的切割组
数控镗铣加工轮毂体内孔方法.pdf
本发明数控镗铣加工轮毂体内孔方法涉及机械加工领域,具体涉及数控镗铣加工轮毂体内孔方法,包括以下步骤:制作加工一个35°三角形焊接工装,水平加工轮毂体的内孔φ550H8和φ460H9及内孔端面,保证加工的内孔中心线与轮毂体水平中心线成55°角,用车加工一个圆环直径1300h7×直径1200mm×25mm来做轮毂体的安放定位止口,然后均匀点焊直径1200mm内圈来固定在三角形工装斜面上;以止口圆环为中心,画出工装斜面板的十字中心线;轮毂体的内止口直径1300H8装配定位后,旋动轮毂体使直径1670
一种镗磨复合加工工艺.pdf
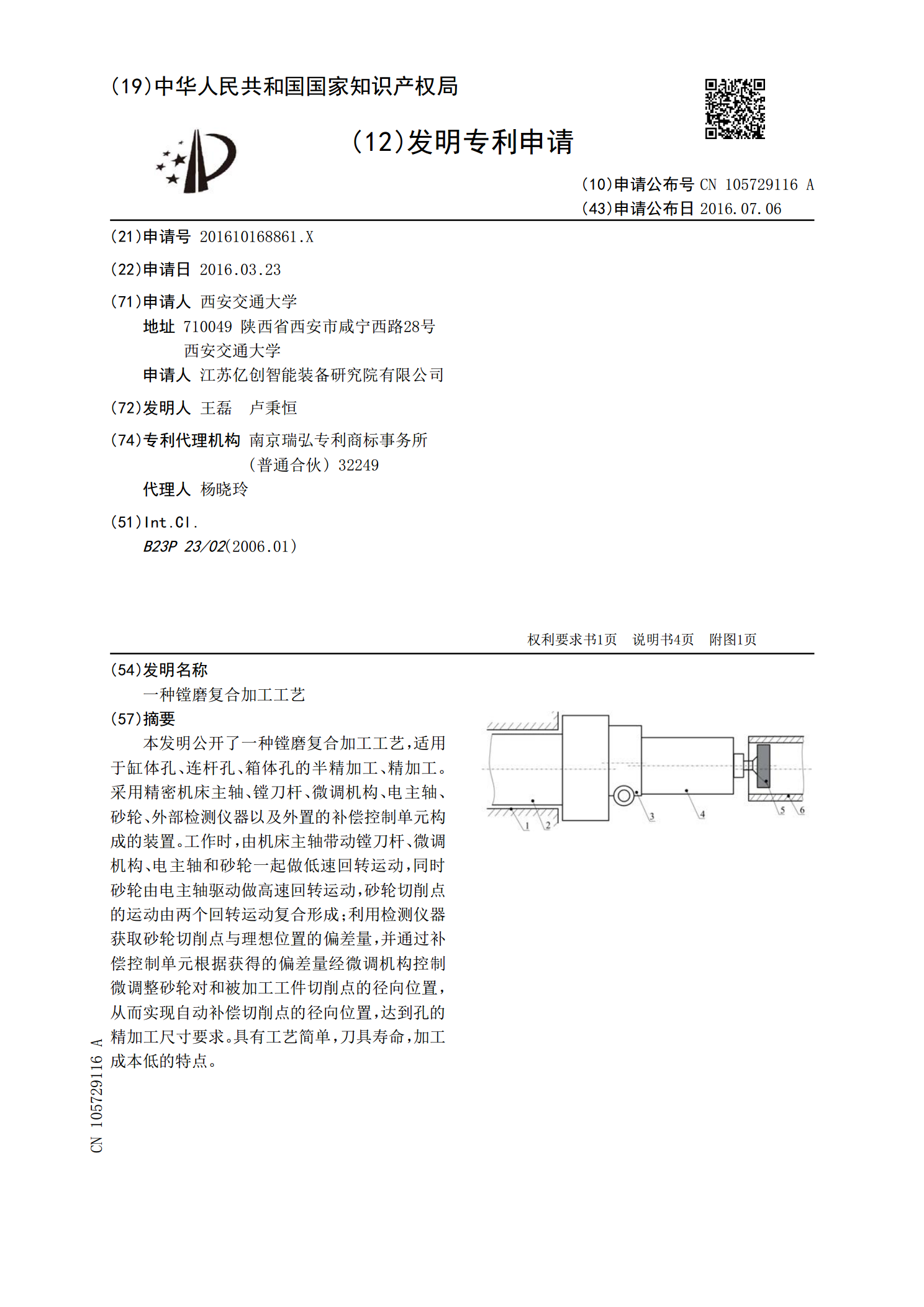
本发明公开了一种镗磨复合加工工艺,适用于缸体孔、连杆孔、箱体孔的半精加工、精加工。采用精密机床主轴、镗刀杆、微调机构、电主轴、砂轮、外部检测仪器以及外置的补偿控制单元构成的装置。工作时,由机床主轴带动镗刀杆、微调机构、电主轴和砂轮一起做低速回转运动,同时砂轮由电主轴驱动做高速回转运动,砂轮切削点的运动由两个回转运动复合形成;利用检测仪器获取砂轮切削点与理想位置的偏差量,并通过补偿控制单元根据获得的偏差量经微调机构控制微调整砂轮对和被加工工件切削点的径向位置,从而实现自动补偿切削点的径向位置,达到孔的精加工