
电解磨铣复合加工阴极磨头装置.pdf

小云****66


1/9
2/9
3/9

4/9

5/9

6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
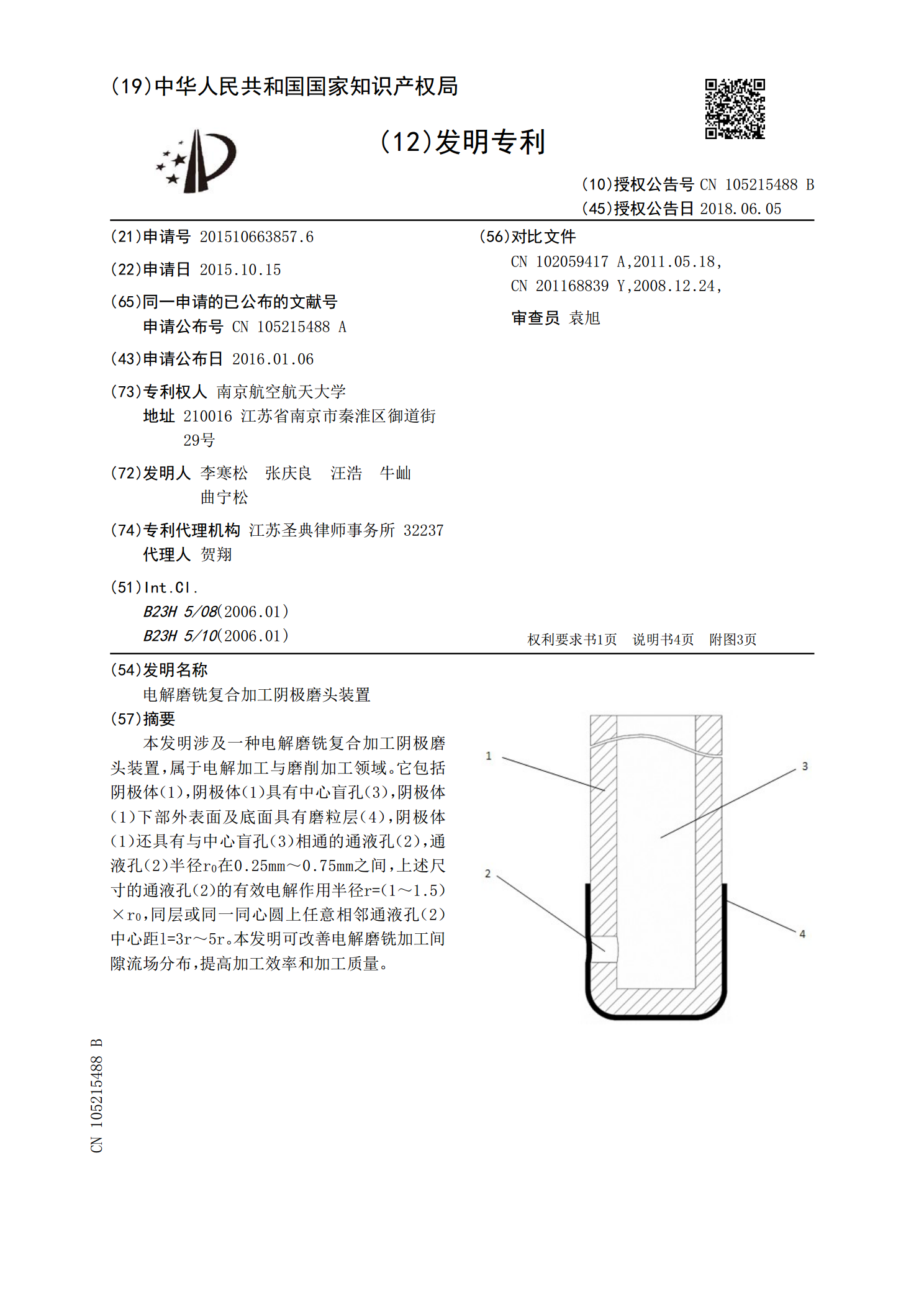
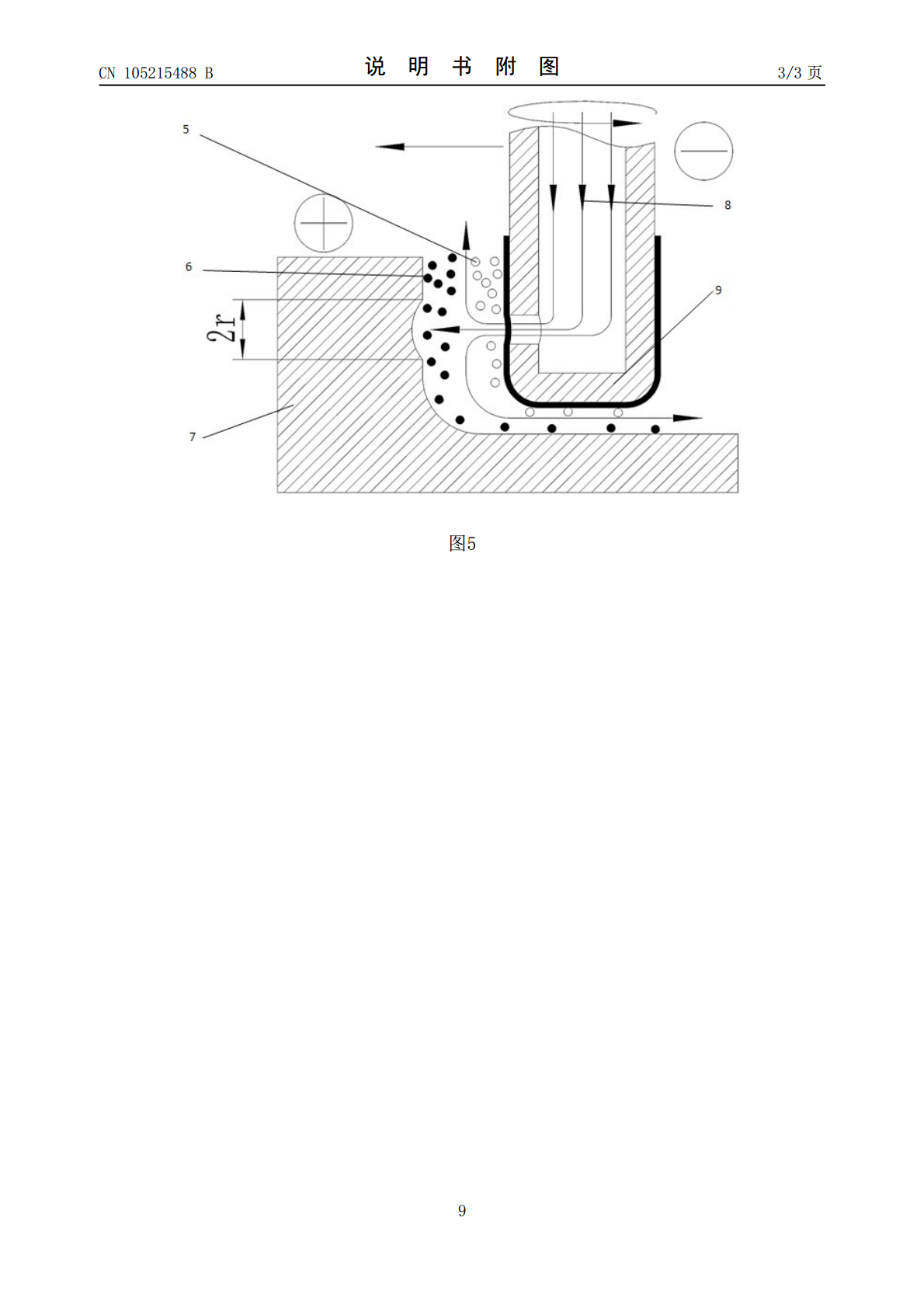
电解磨铣复合加工阴极磨头装置.pdf
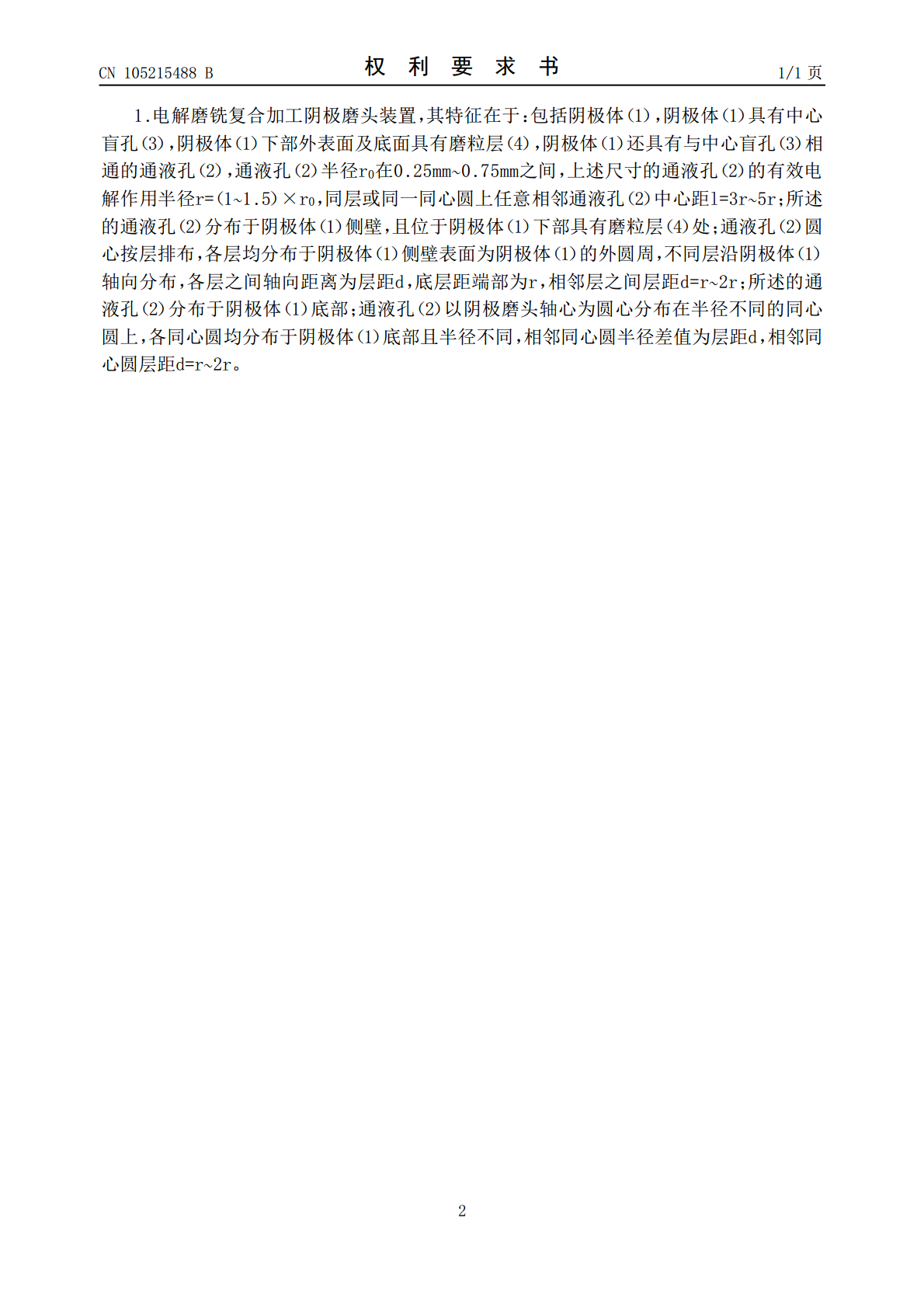
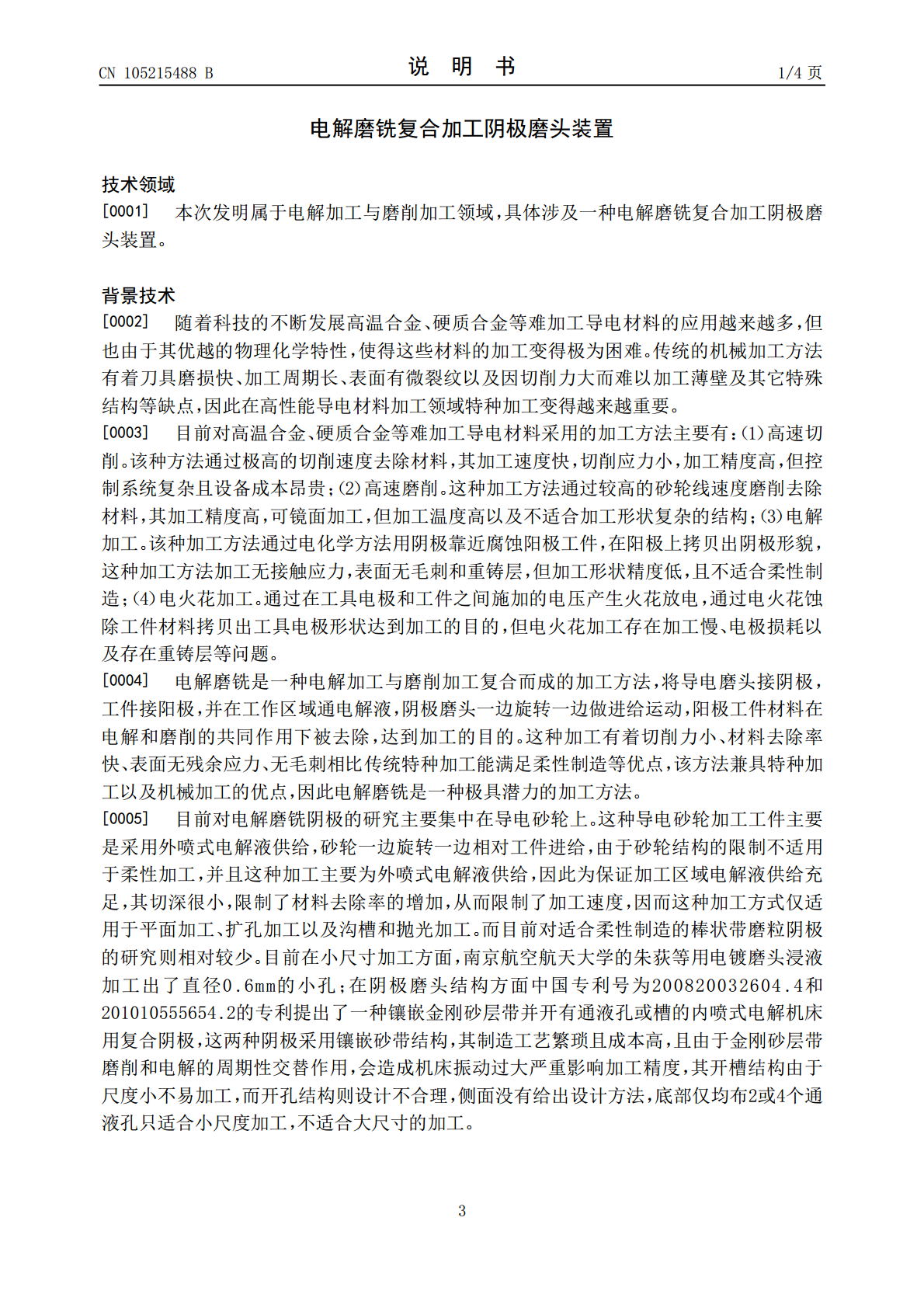
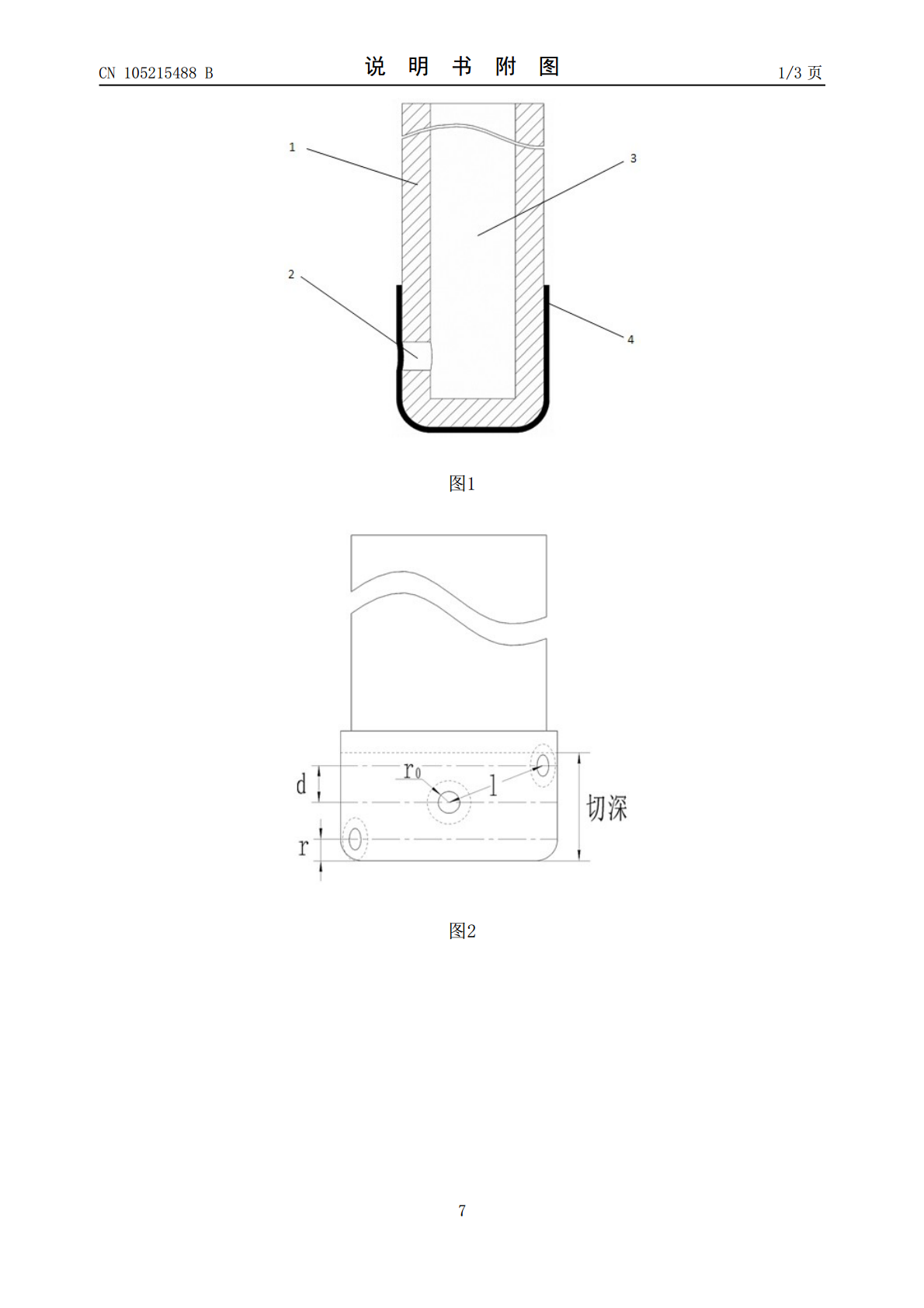
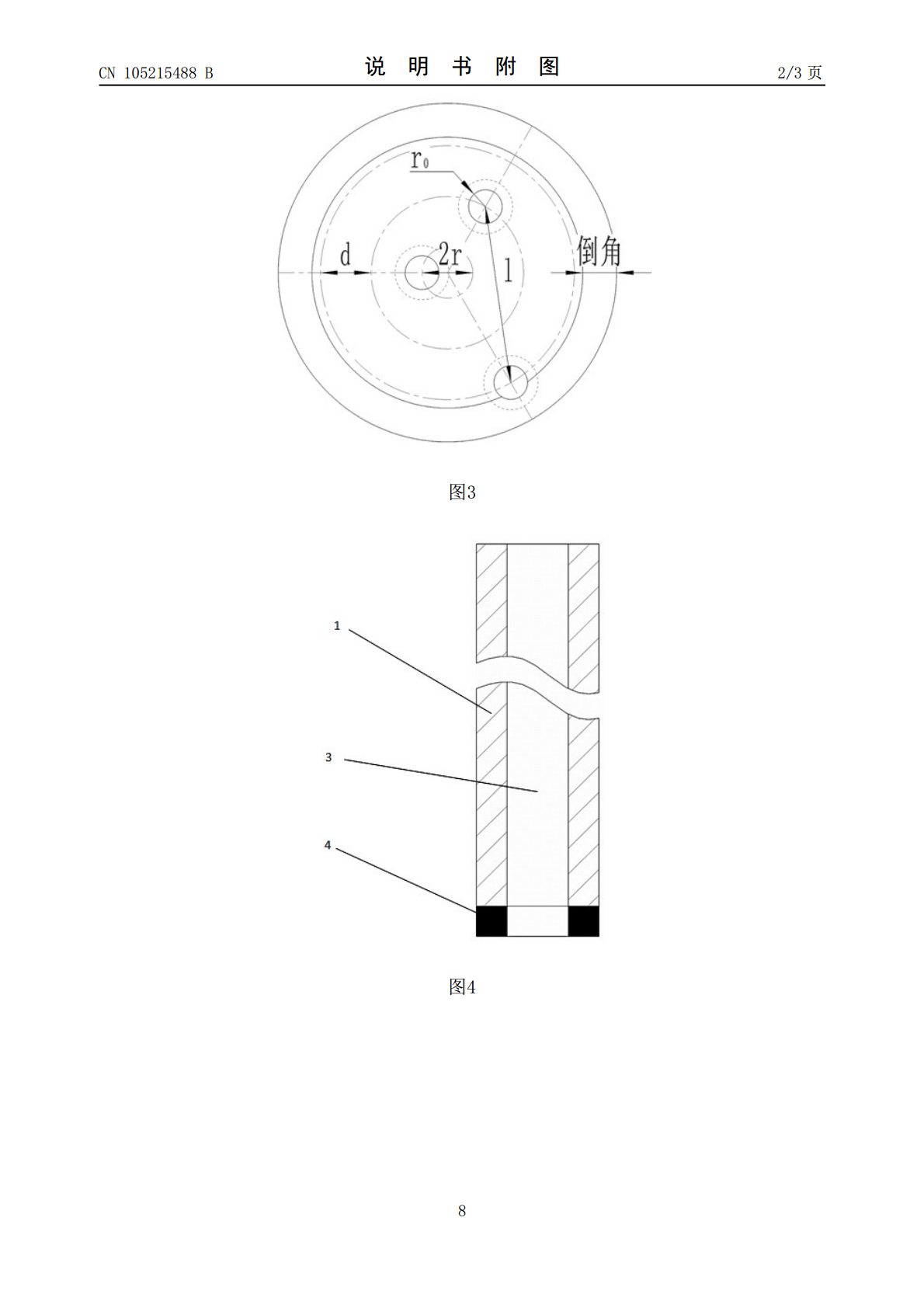
本发明涉及一种电解磨铣复合加工阴极磨头装置,属于电解加工与磨削加工领域。它包括阴极体(1),阴极体(1)具有中心盲孔(3),阴极体(1)下部外表面及底面具有磨粒层(4),阴极体(1)还具有与中心盲孔(3)相通的通液孔(2),通液孔(2)半径r0在0.25mm~0.75mm之间,上述尺寸的通液孔(2)的有效电解作用半径r=(1~1.5)×r0,×16层或×16一×16心圆上任意相邻通液孔(2)中心距l=3r~5r?。本发明可改善电解磨铣加工间隙流场分布,提高加工效率和加工质量。
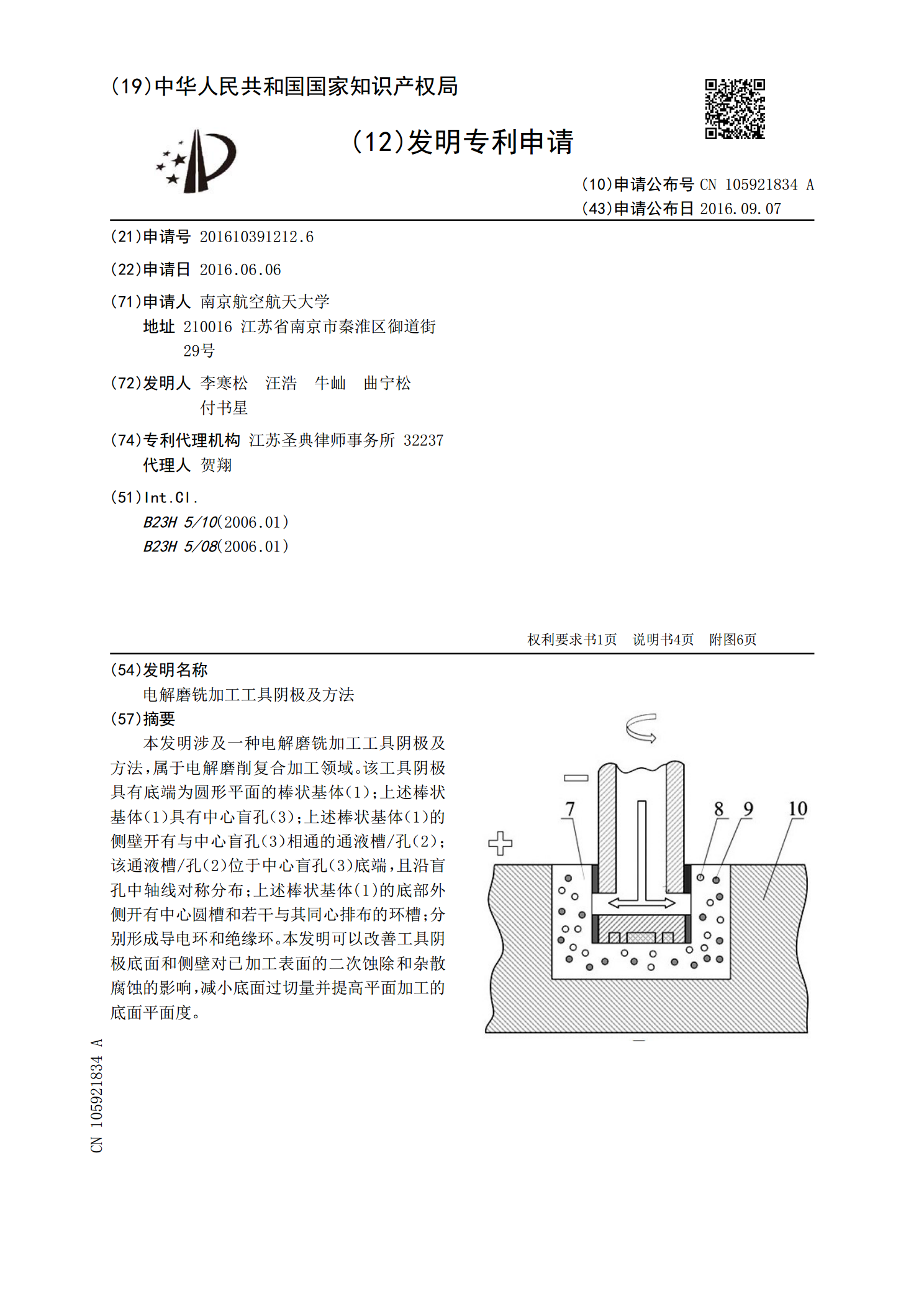
电解磨铣加工工具阴极及方法.pdf
本发明涉及一种电解磨铣加工工具阴极及方法,属于电解磨削复合加工领域。该工具阴极具有底端为圆形平面的棒状基体(1);上述棒状基体(1)具有中心盲孔(3);上述棒状基体(1)的侧壁开有与中心盲孔(3)相通的通液槽/孔(2);该通液槽/孔(2)位于中心盲孔(3)底端,且沿盲孔中轴线对称分布;上述棒状基体(1)的底部外侧开有中心圆槽和若干与其同心排布的环槽;分别形成导电环和绝缘环。本发明可以改善工具阴极底面和侧壁对已加工表面的二次蚀除和杂散腐蚀的影响,减小底面过切量并提高平面加工的底面平面度。

多腔体挡板式电解铣磨复合加工工具阴极及方法.pdf
本发明涉及一种多腔体挡板式电解铣磨复合加工工具阴极及方法,属于电解铣磨复合加工领域。本发明通过在工具阴极内部设置多个扇形盲孔腔体,以及在阴极金刚石磨粒层上方设置环形挡板,改善了加工间隙内供液不足的缺陷,提高了流场均匀性,有效提高了电解铣磨复合加工的稳定性和加工精度。

碳块双面铣磨加工动力头微调装置的设计与应用.docx
碳块双面铣磨加工动力头微调装置的设计与应用碳块双面铣磨加工动力头微调装置的设计与应用摘要:随着工业技术的不断进步,碳块双面铣磨加工在现代制造业中得到了广泛应用。为了提高加工精度和效率,设计了一种碳块双面铣磨加工动力头微调装置。本文详细介绍了该装置的设计原理与步骤,并探讨了其在碳块双面铣磨加工中的应用。实验结果表明,该微调装置可以有效提高加工的精度和效率。关键词:碳块双面铣磨加工;动力头微调装置;设计;应用1.引言碳块是一种重要的工业材料,广泛应用于电池、石墨等领域。在碳块制造过程中,双面铣磨加工是一项关键
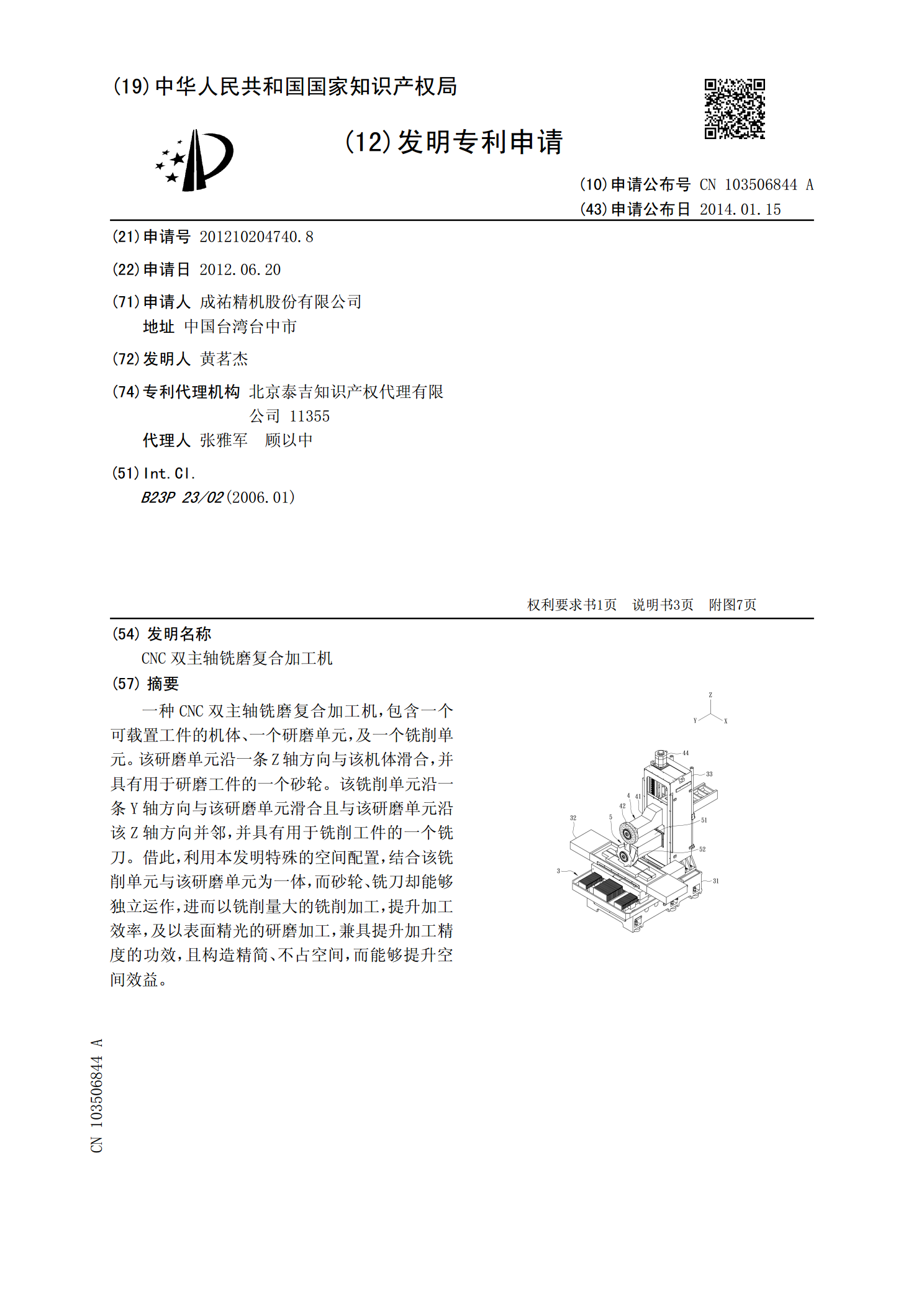
CNC双主轴铣磨复合加工机.pdf
一种CNC双主轴铣磨复合加工机,包含一个可载置工件的机体、一个研磨单元,及一个铣削单元。该研磨单元沿一条Z轴方向与该机体滑合,并具有用于研磨工件的一个砂轮。该铣削单元沿一条Y轴方向与该研磨单元滑合且与该研磨单元沿该Z轴方向并邻,并具有用于铣削工件的一个铣刀。借此,利用本发明特殊的空间配置,结合该铣削单元与该研磨单元为一体,而砂轮、铣刀却能够独立运作,进而以铣削量大的铣削加工,提升加工效率,及以表面精光的研磨加工,兼具提升加工精度的功效,且构造精简、不占空间,而能够提升空间效益。