
一种棒材多边形、异形加工方法及其加工方法.pdf

书生****66

1/6

2/6

3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种棒材多边形、异形加工方法及其加工方法.pdf
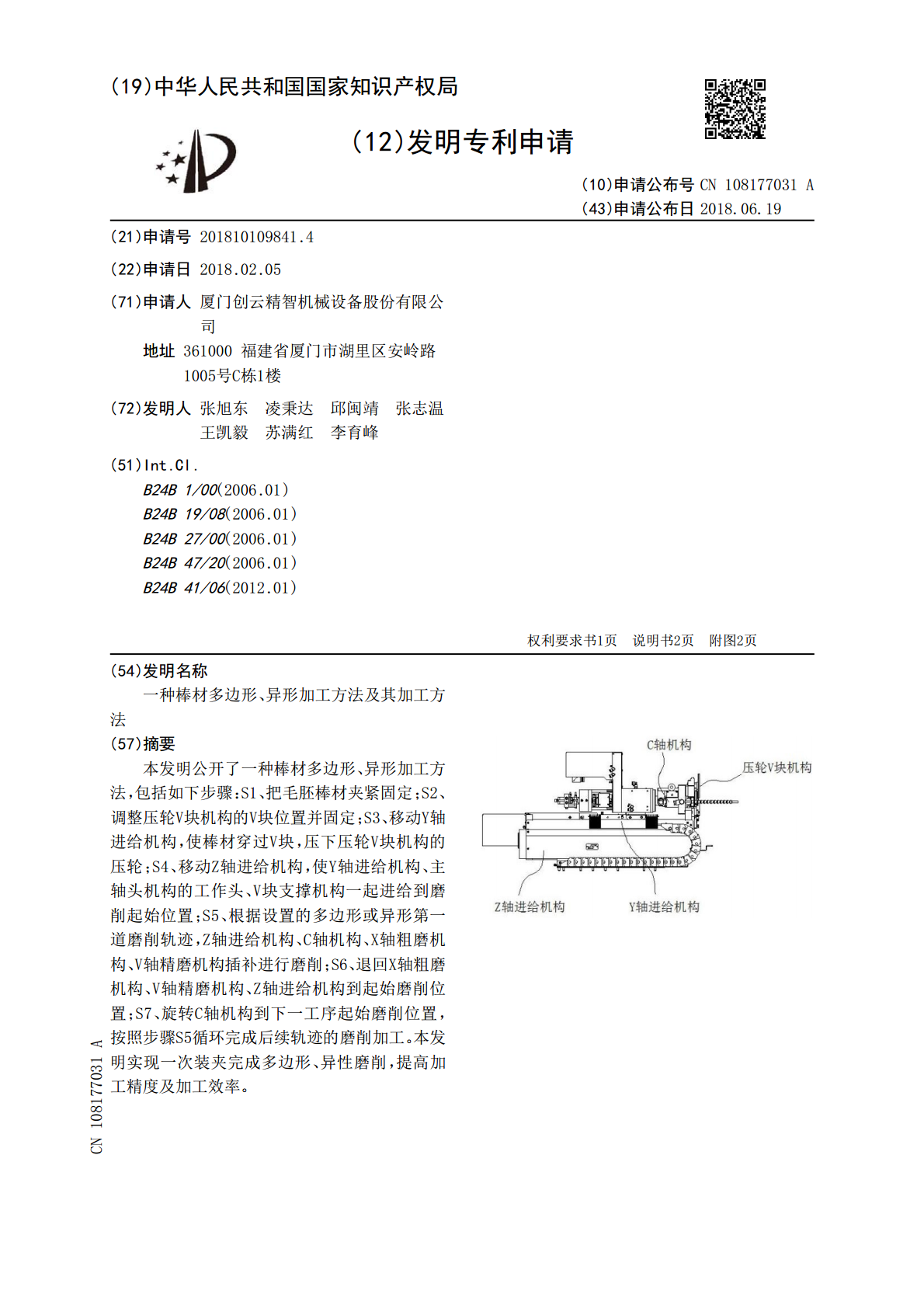
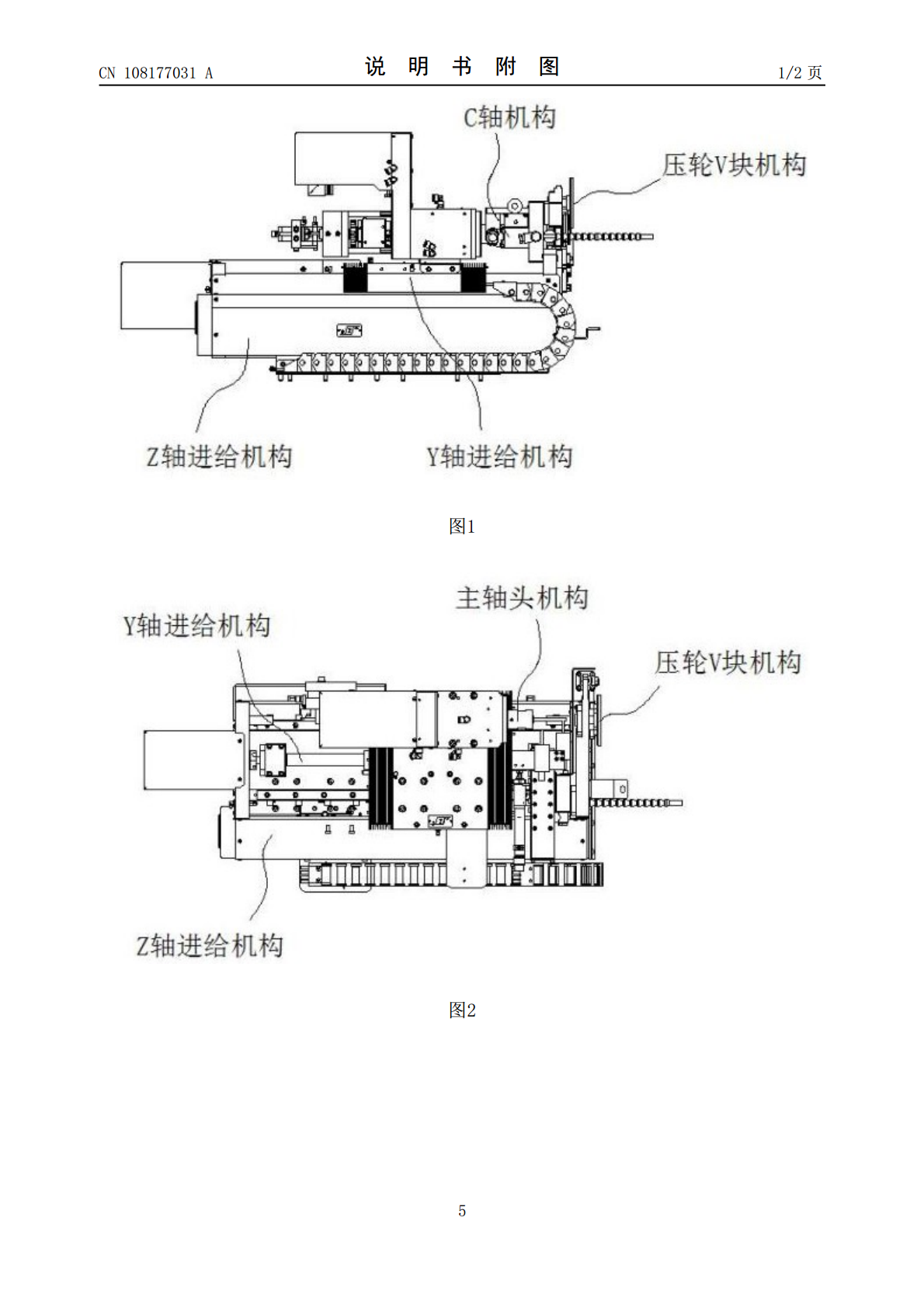
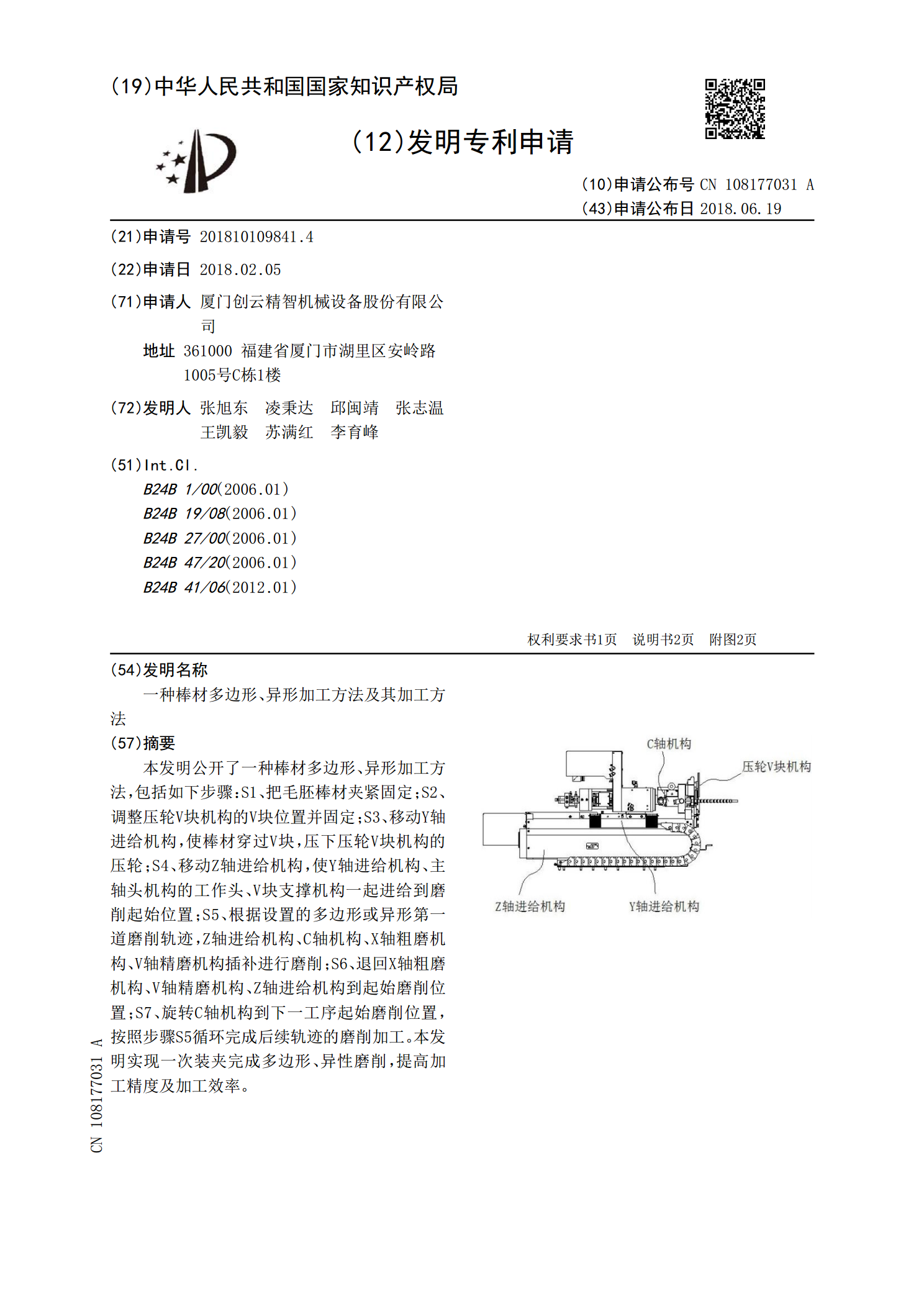
本发明公开了一种棒材多边形、异形加工方法,包括如下步骤:S1、把毛胚棒材夹紧固定;S2、调整压轮V块机构的V块位置并固定;S3、移动Y轴进给机构,使棒材穿过V块,压下压轮V块机构的压轮;S4、移动Z轴进给机构,使Y轴进给机构、主轴头机构的工作头、V块支撑机构一起进给到磨削起始位置;S5、根据设置的多边形或异形第一道磨削轨迹,Z轴进给机构、C轴机构、X轴粗磨机构、V轴精磨机构插补进行磨削;S6、退回X轴粗磨机构、V轴精磨机构、Z轴进给机构到起始磨削位置;S7、旋转C轴机构到下一工序起始磨削位置,按照步骤S5
一种棒材外圆分层磨削加工方法及其加工方法.pdf
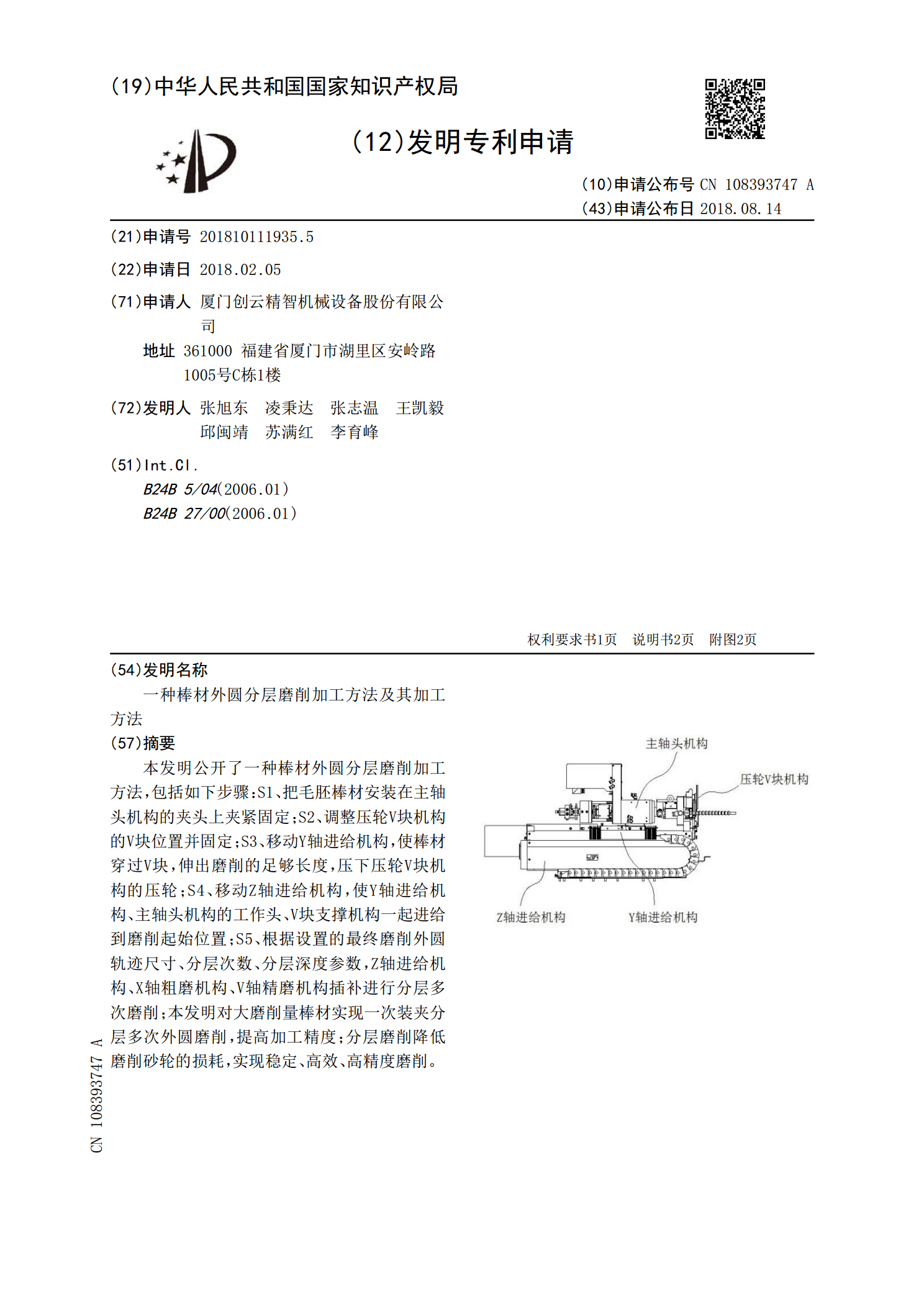
本发明公开了一种棒材外圆分层磨削加工方法,包括如下步骤:S1、把毛胚棒材安装在主轴头机构的夹头上夹紧固定;S2、调整压轮V块机构的V块位置并固定;S3、移动Y轴进给机构,使棒材穿过V块,伸出磨削的足够长度,压下压轮V块机构的压轮;S4、移动Z轴进给机构,使Y轴进给机构、主轴头机构的工作头、V块支撑机构一起进给到磨削起始位置;S5、根据设置的最终磨削外圆轨迹尺寸、分层次数、分层深度参数,Z轴进给机构、X轴粗磨机构、V轴精磨机构插补进行分层多次磨削;本发明对大磨削量棒材实现一次装夹分层多次外圆磨削,提高加工精

一种多边形靶材及其加工方法.pdf
本发明提供了一种多边形靶材及其加工方法,所述加工方法包括以下步骤:将靶材的焊接面车削螺纹,并在背板的焊接面上车削焊接凹槽;将处理后的靶材和背板装配后进行热等静压焊接,得到焊接组件;在焊接组件的背板背面车削凹槽,然后依次对焊接组件进行外圆车削和外形铣削,得到多边形靶材组件。本发明所述方法采用先焊接、再外形铣削的方式,能够避免传统方法中前后两次铣削的问题,并通过增加车削量而减少铣削量,提高生产效率;所述方法中焊接后在背板的背面上车削凹槽,能够校正焊接后变形靶材的平面度,而外圆车削时车削厚度的控制,可避免车削后

一种钴13%棒材的加工方法.pdf
本发明公开了一种钴13%棒材的加工方法,该方法包括以下步骤:步骤一:原料准备:通过精确的称量仪器分别称取定量的金属钴粉和硬质化合物粉,步骤二:原料混合:将步骤一中已经称取的金属钴粉和硬质化合物粉末放入搅拌机中的搅拌腔中进行充分的搅拌,步骤三:压制成型:将步骤二中的混合后的物料放入到棒材模具中,并对其施加15‑600MPa的压力使物料呈现所需的形状,步骤四:烧结:将步骤三中成形的半成品棒材放入到高温真空炉中进行加热,步骤五:后处理:将制备好的棒材进行精压、滚压、挤压、淬火、表面淬火、浸油、及熔渗。通过一定比
一种异形键槽高速加工平台及其加工方法.pdf
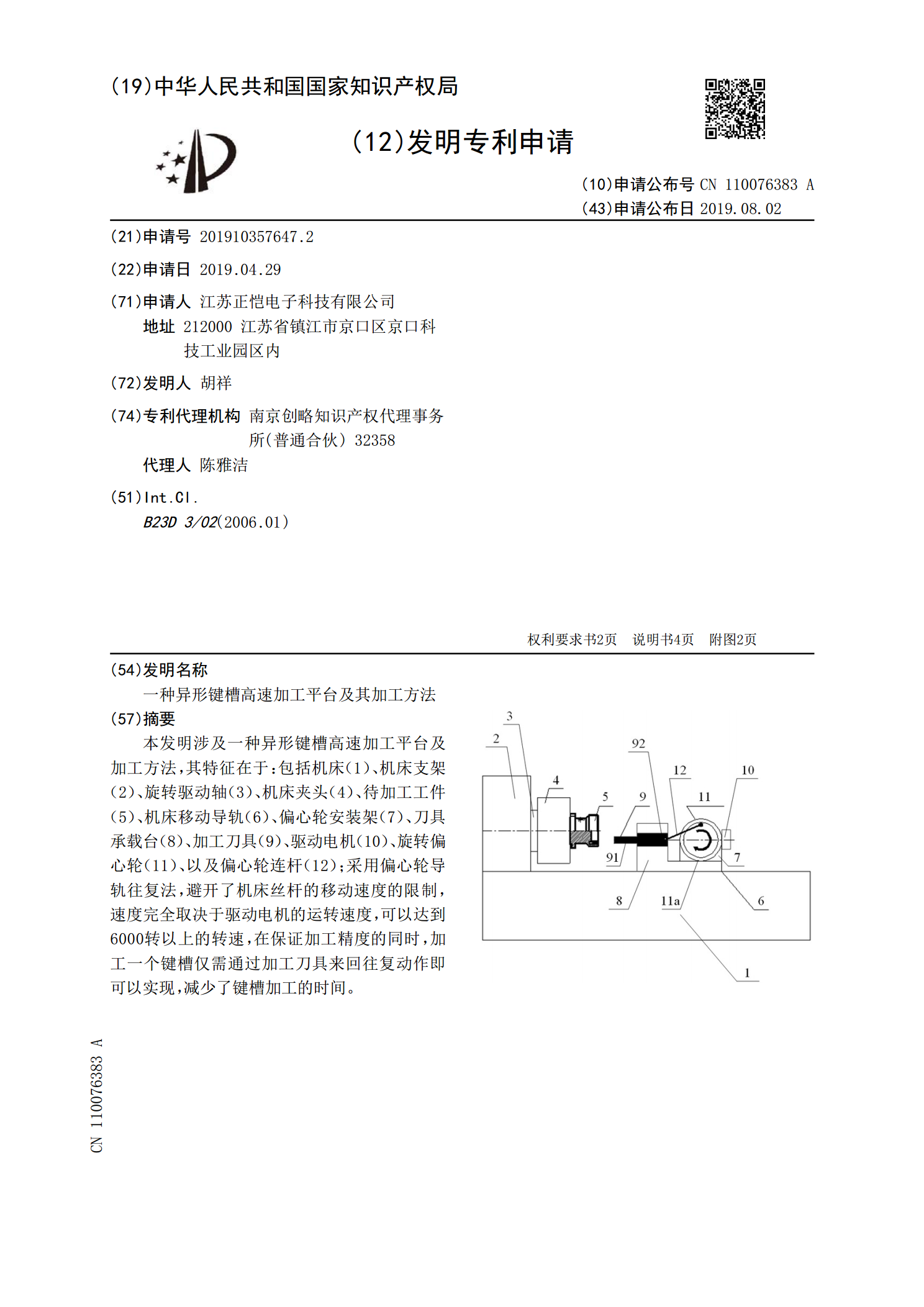
本发明涉及一种异形键槽高速加工平台及加工方法,其特征在于:包括机床(1)、机床支架(2)、旋转驱动轴(3)、机床夹头(4)、待加工工件(5)、机床移动导轨(6)、偏心轮安装架(7)、刀具承载台(8)、加工刀具(9)、驱动电机(10)、旋转偏心轮(11)、以及偏心轮连杆(12);采用偏心轮导轨往复法,避开了机床丝杆的移动速度的限制,速度完全取决于驱动电机的运转速度,可以达到6000转以上的转速,在保证加工精度的同时,加工一个键槽仅需通过加工刀具来回往复动作即可以实现,减少了键槽加工的时间。