
一种棒材外圆分层磨削加工方法及其加工方法.pdf

一吃****成益

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种棒材外圆分层磨削加工方法及其加工方法.pdf
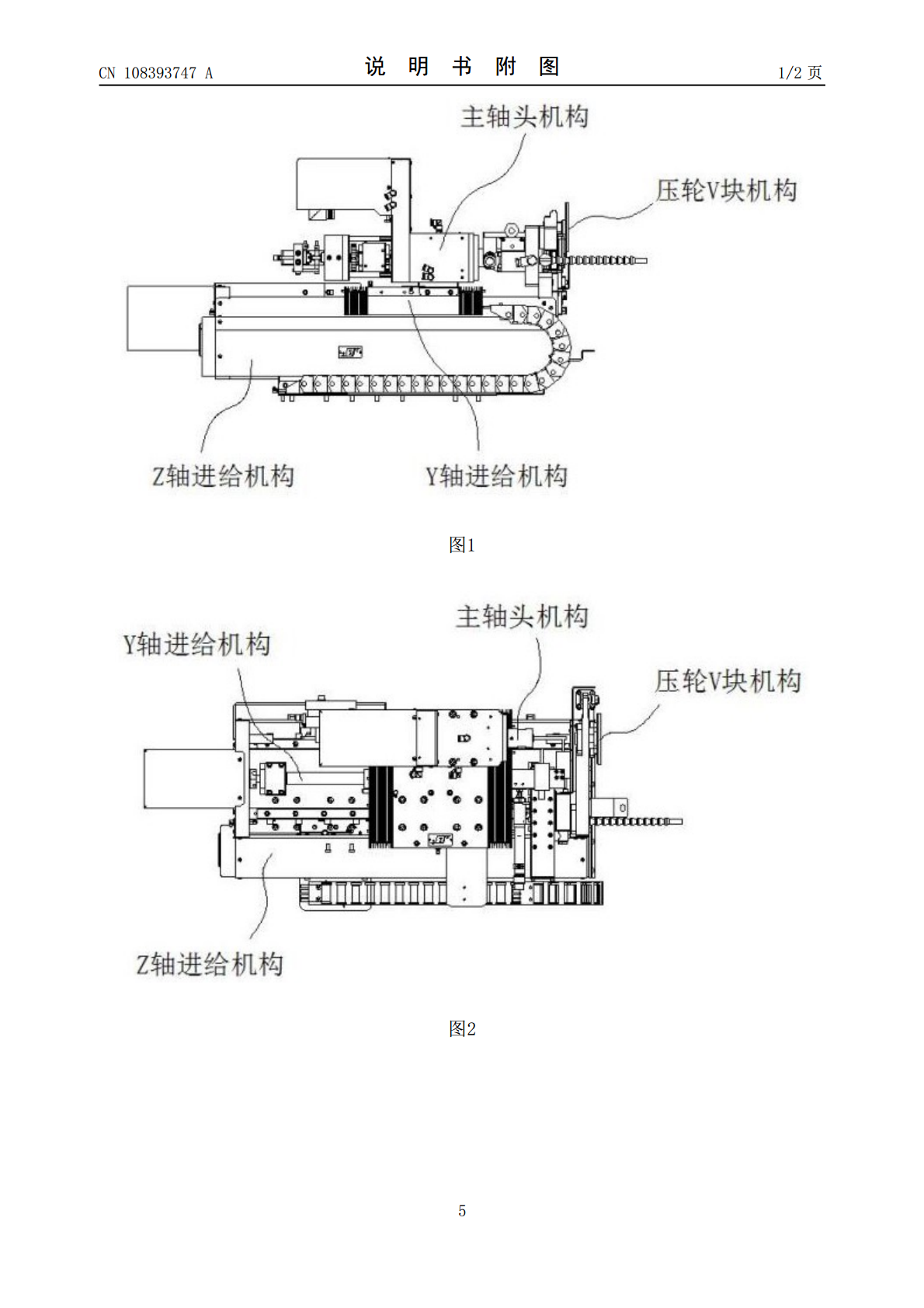
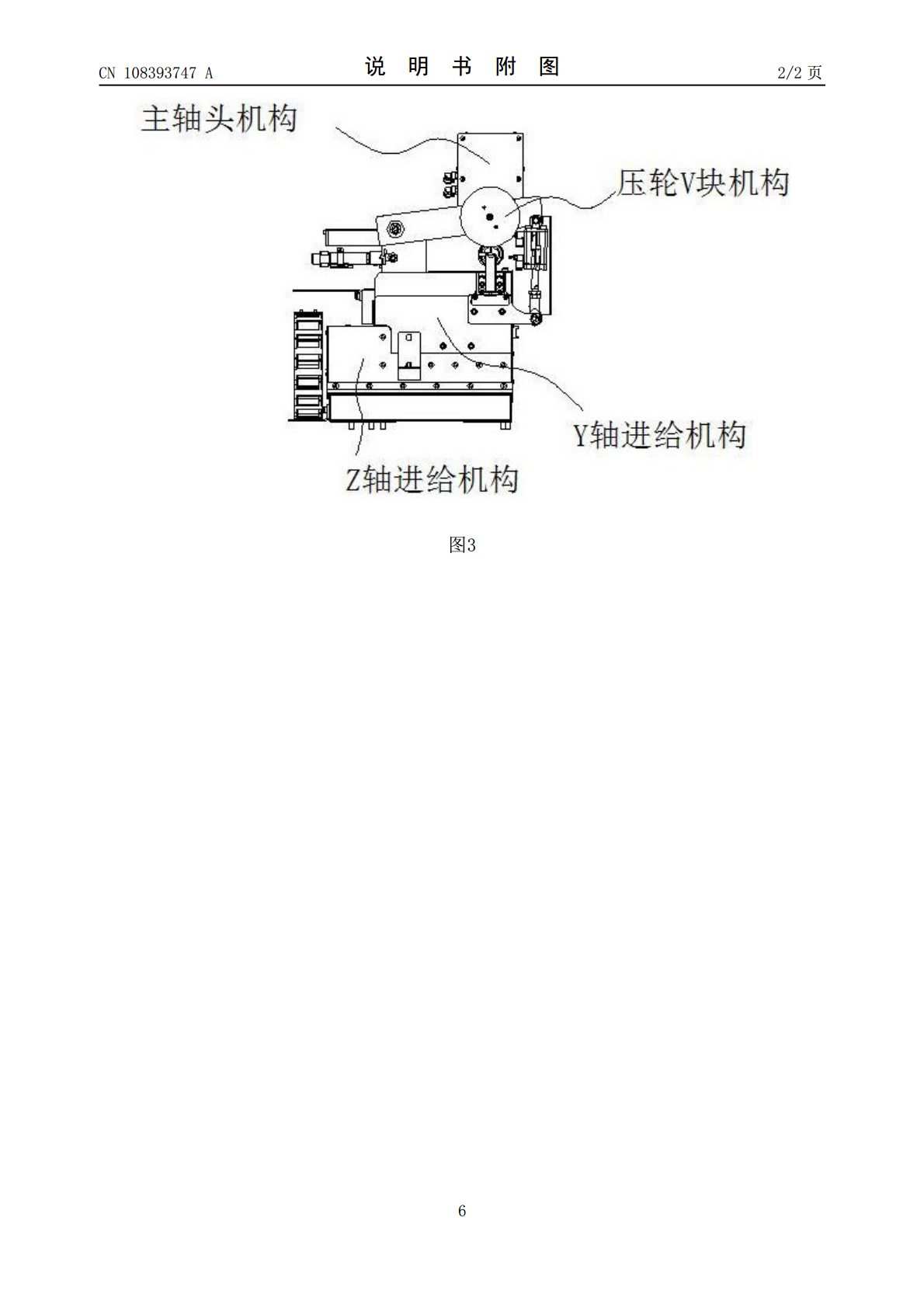
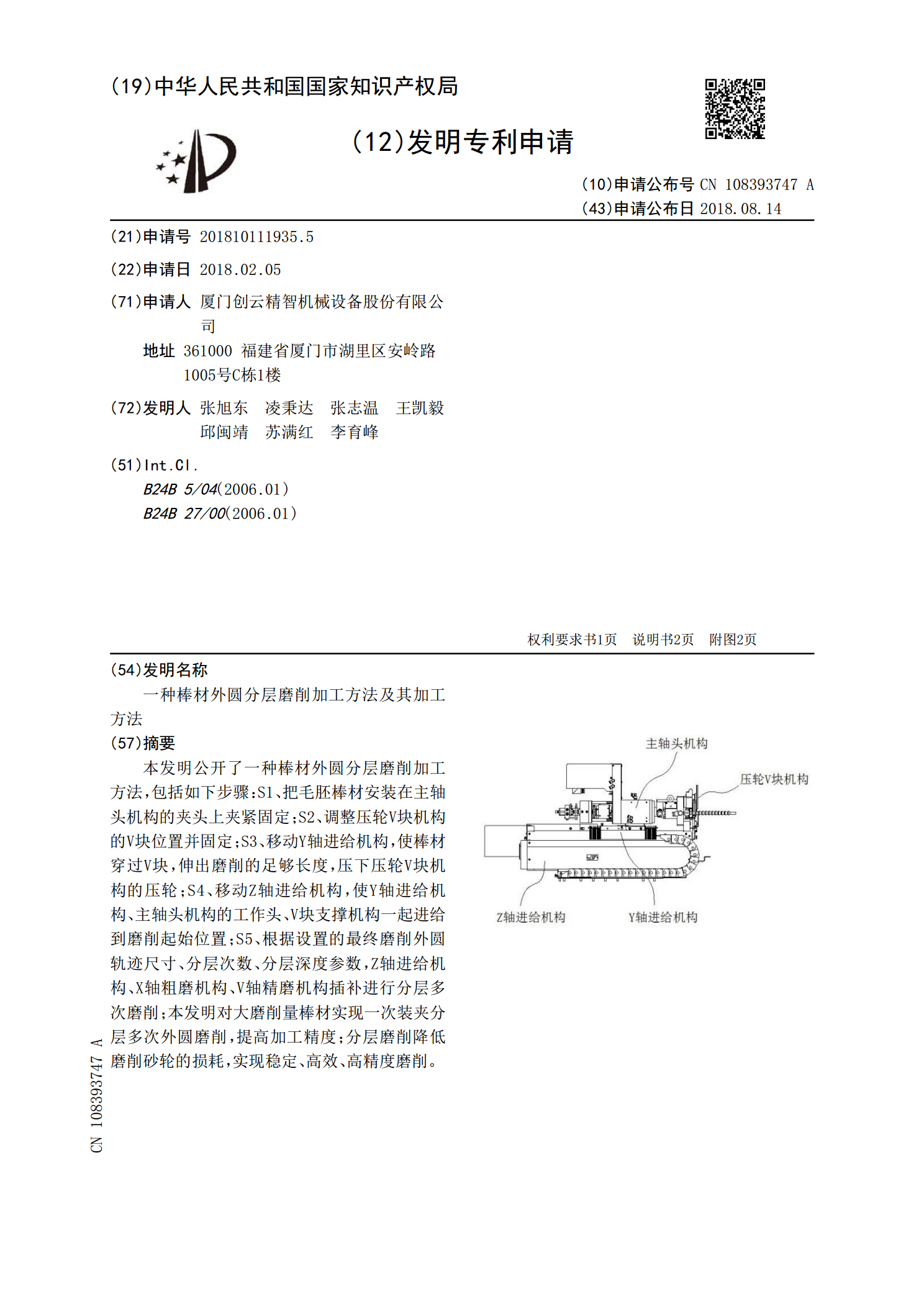
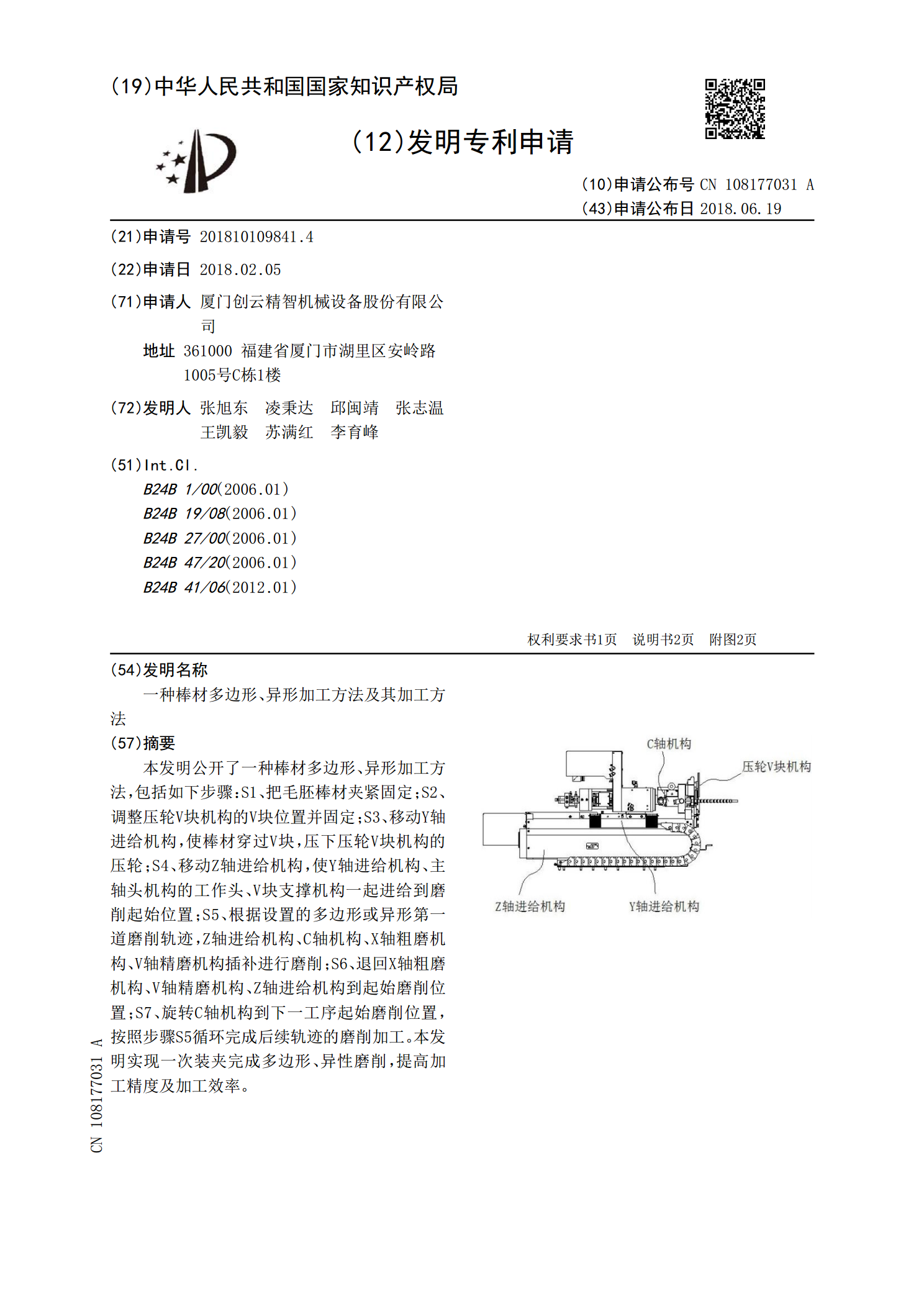
本发明公开了一种棒材外圆分层磨削加工方法,包括如下步骤:S1、把毛胚棒材安装在主轴头机构的夹头上夹紧固定;S2、调整压轮V块机构的V块位置并固定;S3、移动Y轴进给机构,使棒材穿过V块,伸出磨削的足够长度,压下压轮V块机构的压轮;S4、移动Z轴进给机构,使Y轴进给机构、主轴头机构的工作头、V块支撑机构一起进给到磨削起始位置;S5、根据设置的最终磨削外圆轨迹尺寸、分层次数、分层深度参数,Z轴进给机构、X轴粗磨机构、V轴精磨机构插补进行分层多次磨削;本发明对大磨削量棒材实现一次装夹分层多次外圆磨削,提高加工精
一种棒材多边形、异形加工方法及其加工方法.pdf
本发明公开了一种棒材多边形、异形加工方法,包括如下步骤:S1、把毛胚棒材夹紧固定;S2、调整压轮V块机构的V块位置并固定;S3、移动Y轴进给机构,使棒材穿过V块,压下压轮V块机构的压轮;S4、移动Z轴进给机构,使Y轴进给机构、主轴头机构的工作头、V块支撑机构一起进给到磨削起始位置;S5、根据设置的多边形或异形第一道磨削轨迹,Z轴进给机构、C轴机构、X轴粗磨机构、V轴精磨机构插补进行磨削;S6、退回X轴粗磨机构、V轴精磨机构、Z轴进给机构到起始磨削位置;S7、旋转C轴机构到下一工序起始磨削位置,按照步骤S5
木质圆棒磨削成型机及木质圆棒的加工方法.pdf
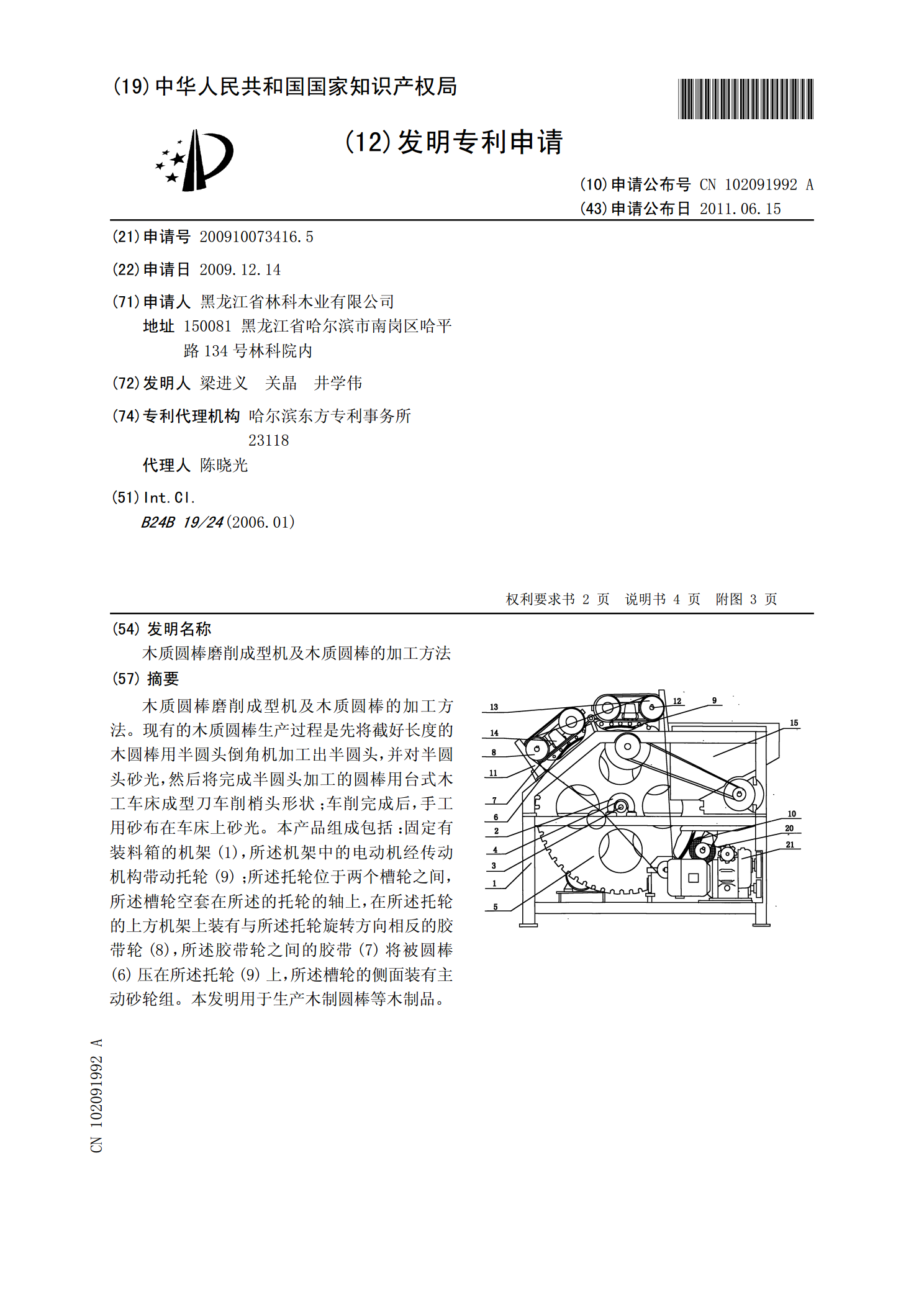
木质圆棒磨削成型机及木质圆棒的加工方法。现有的木质圆棒生产过程是先将截好长度的木圆棒用半圆头倒角机加工出半圆头,并对半圆头砂光,然后将完成半圆头加工的圆棒用台式木工车床成型刀车削梢头形状;车削完成后,手工用砂布在车床上砂光。本产品组成包括:固定有装料箱的机架(1),所述机架中的电动机经传动机构带动托轮(9);所述托轮位于两个槽轮之间,所述槽轮空套在所述的托轮的轴上,在所述托轮的上方机架上装有与所述托轮旋转方向相反的胶带轮(8),所述胶带轮之间的胶带(7)将被圆棒(6)压在所述托轮(9)上,所述槽轮的侧面装
一种碳毡保温筒外圆磨削加工装置及其方法.pdf
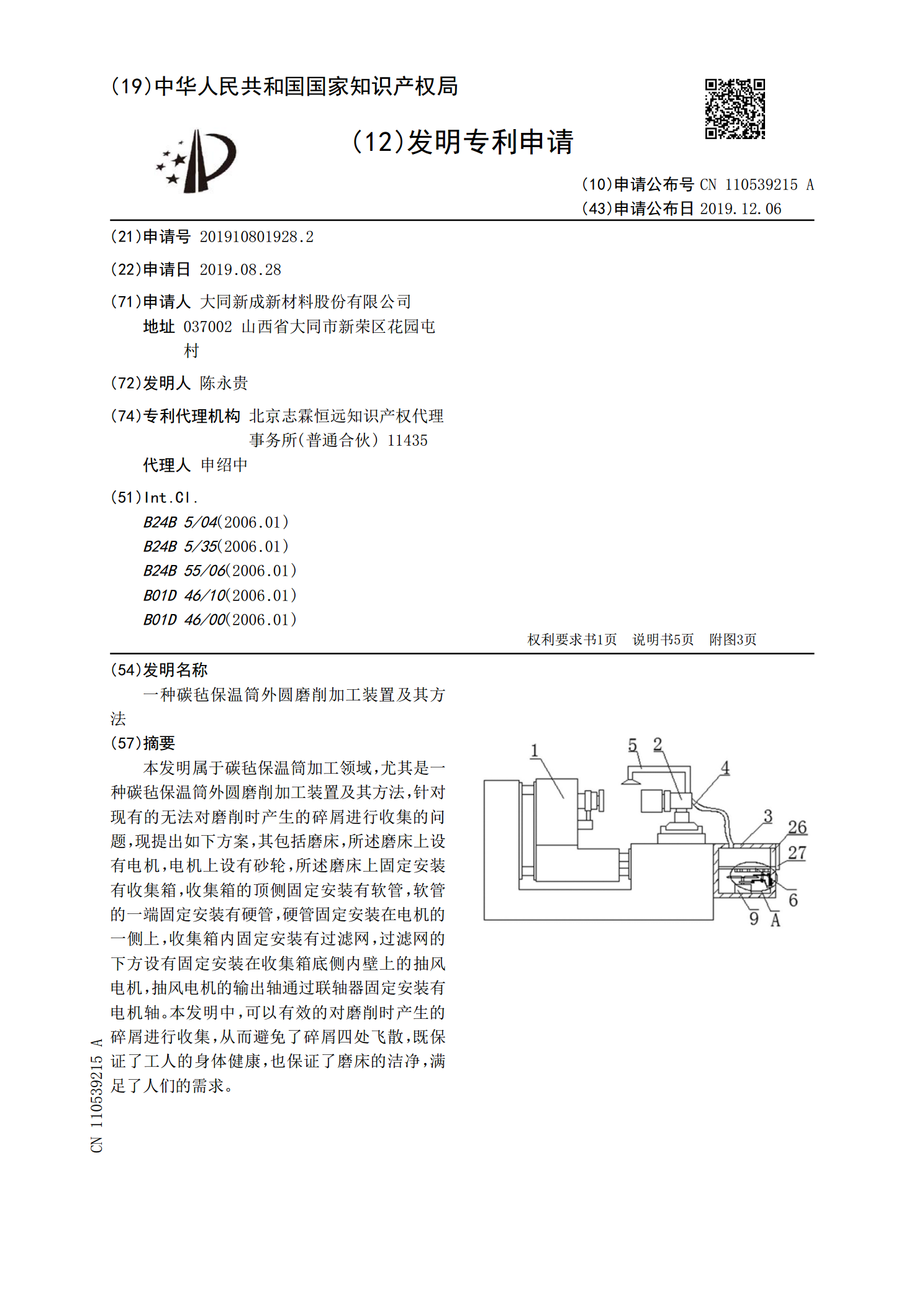
本发明属于碳毡保温筒加工领域,尤其是一种碳毡保温筒外圆磨削加工装置及其方法,针对现有的无法对磨削时产生的碎屑进行收集的问题,现提出如下方案,其包括磨床,所述磨床上设有电机,电机上设有砂轮,所述磨床上固定安装有收集箱,收集箱的顶侧固定安装有软管,软管的一端固定安装有硬管,硬管固定安装在电机的一侧上,收集箱内固定安装有过滤网,过滤网的下方设有固定安装在收集箱底侧内壁上的抽风电机,抽风电机的输出轴通过联轴器固定安装有电机轴。本发明中,可以有效的对磨削时产生的碎屑进行收集,从而避免了碎屑四处飞散,既保证了工人的身
一种碳毡保温筒外圆磨削加工装置及其方法.pdf
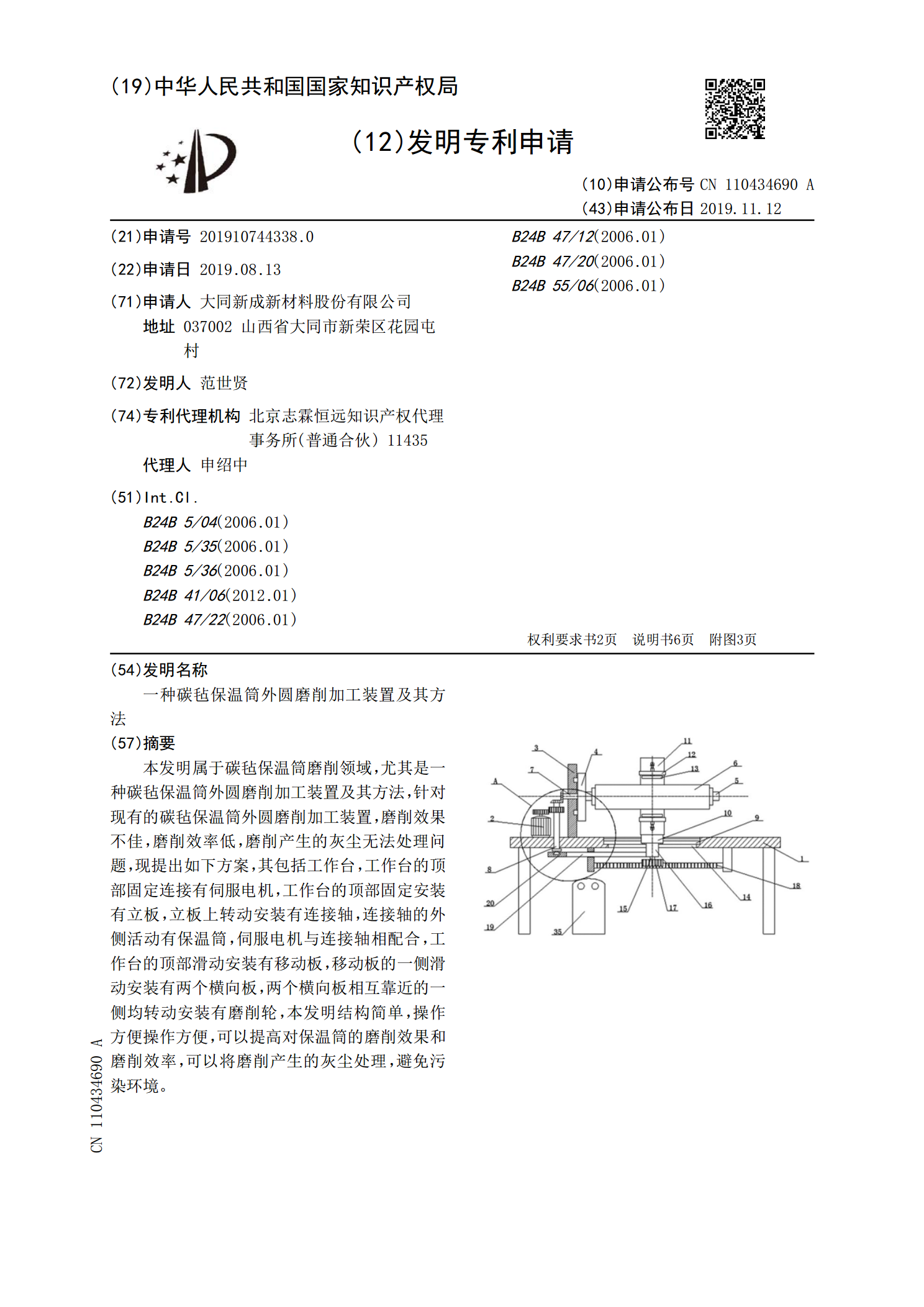
本发明属于碳毡保温筒磨削领域,尤其是一种碳毡保温筒外圆磨削加工装置及其方法,针对现有的碳毡保温筒外圆磨削加工装置,磨削效果不佳,磨削效率低,磨削产生的灰尘无法处理问题,现提出如下方案,其包括工作台,工作台的顶部固定连接有伺服电机,工作台的顶部固定安装有立板,立板上转动安装有连接轴,连接轴的外侧活动有保温筒,伺服电机与连接轴相配合,工作台的顶部滑动安装有移动板,移动板的一侧滑动安装有两个横向板,两个横向板相互靠近的一侧均转动安装有磨削轮,本发明结构简单,操作方便操作方便,可以提高对保温筒的磨削效果和磨削效率