
一种多边形靶材及其加工方法.pdf

曦晨****22


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种多边形靶材及其加工方法.pdf
本发明提供了一种多边形靶材及其加工方法,所述加工方法包括以下步骤:将靶材的焊接面车削螺纹,并在背板的焊接面上车削焊接凹槽;将处理后的靶材和背板装配后进行热等静压焊接,得到焊接组件;在焊接组件的背板背面车削凹槽,然后依次对焊接组件进行外圆车削和外形铣削,得到多边形靶材组件。本发明所述方法采用先焊接、再外形铣削的方式,能够避免传统方法中前后两次铣削的问题,并通过增加车削量而减少铣削量,提高生产效率;所述方法中焊接后在背板的背面上车削凹槽,能够校正焊接后变形靶材的平面度,而外圆车削时车削厚度的控制,可避免车削后
一种靶材制备装置及其靶材加工方法.pdf
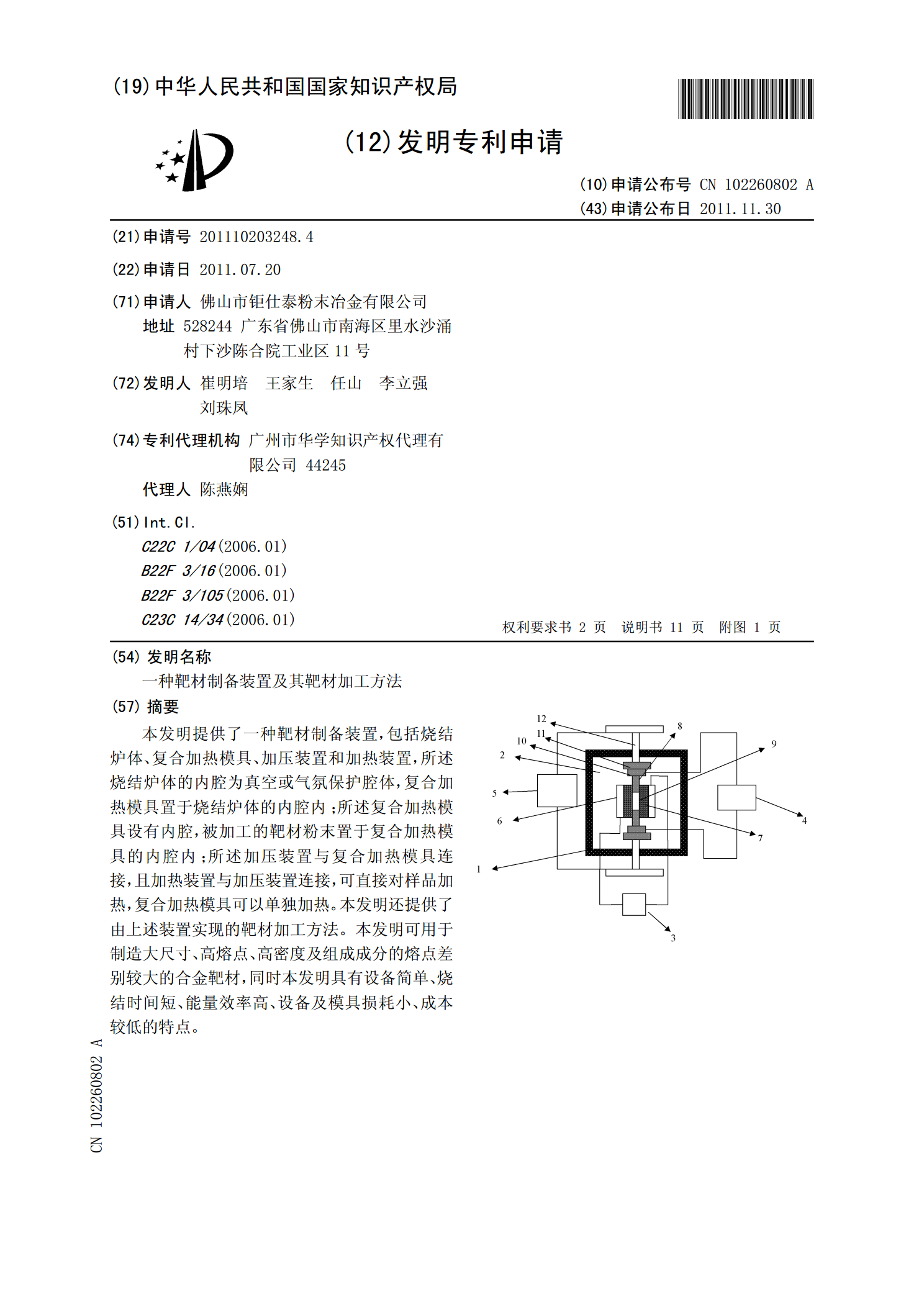
本发明提供了一种靶材制备装置,包括烧结炉体、复合加热模具、加压装置和加热装置,所述烧结炉体的内腔为真空或气氛保护腔体,复合加热模具置于烧结炉体的内腔内;所述复合加热模具设有内腔,被加工的靶材粉末置于复合加热模具的内腔内;所述加压装置与复合加热模具连接,且加热装置与加压装置连接,可直接对样品加热,复合加热模具可以单独加热。本发明还提供了由上述装置实现的靶材加工方法。本发明可用于制造大尺寸、高熔点、高密度及组成成分的熔点差别较大的合金靶材,同时本发明具有设备简单、烧结时间短、能量效率高、设备及模具损耗小、成本
一种棒材多边形、异形加工方法及其加工方法.pdf
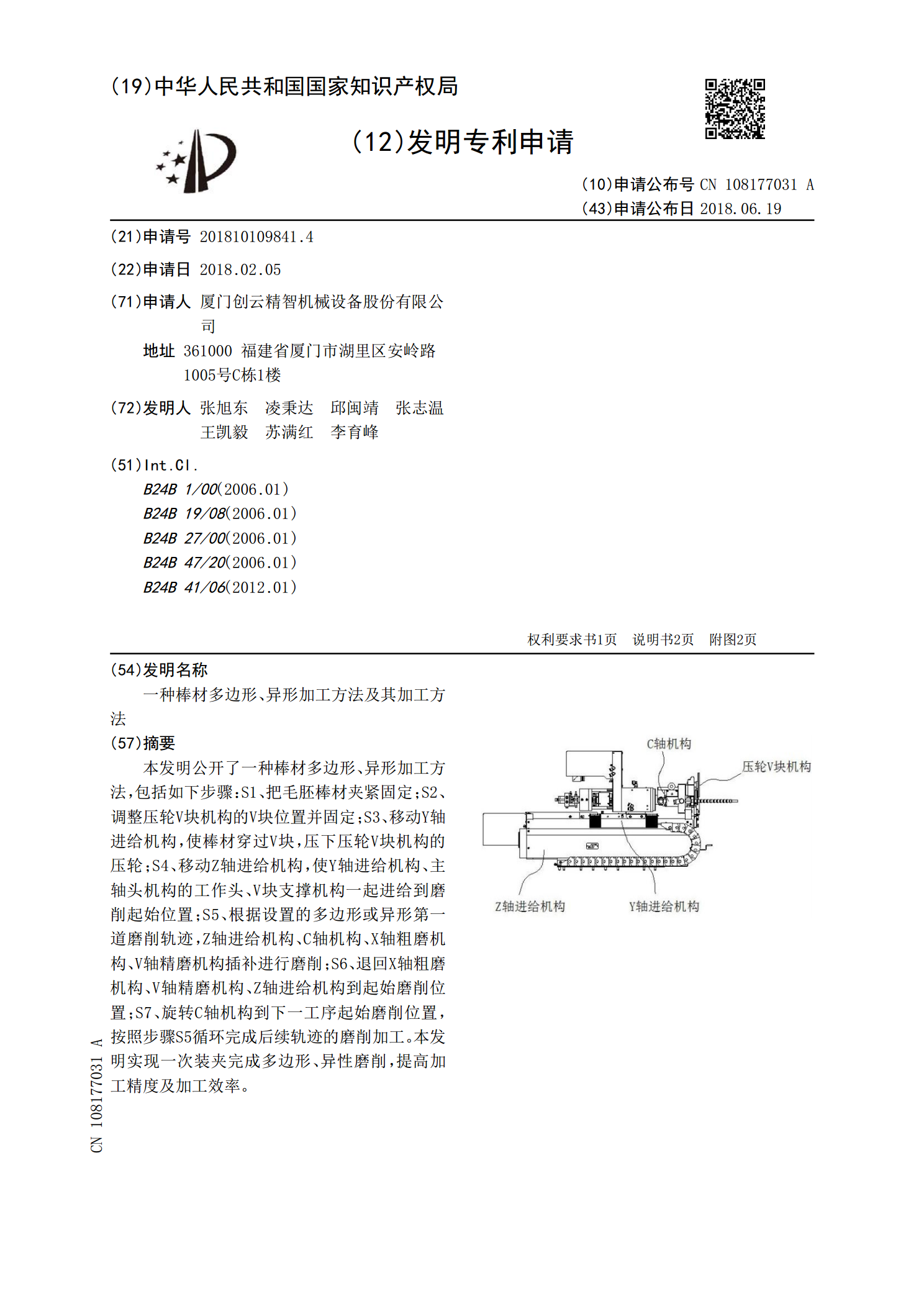
本发明公开了一种棒材多边形、异形加工方法,包括如下步骤:S1、把毛胚棒材夹紧固定;S2、调整压轮V块机构的V块位置并固定;S3、移动Y轴进给机构,使棒材穿过V块,压下压轮V块机构的压轮;S4、移动Z轴进给机构,使Y轴进给机构、主轴头机构的工作头、V块支撑机构一起进给到磨削起始位置;S5、根据设置的多边形或异形第一道磨削轨迹,Z轴进给机构、C轴机构、X轴粗磨机构、V轴精磨机构插补进行磨削;S6、退回X轴粗磨机构、V轴精磨机构、Z轴进给机构到起始磨削位置;S7、旋转C轴机构到下一工序起始磨削位置,按照步骤S5

一种靶材加工方法和一种骨形靶材.pdf
本申请实施例提供了一种靶材加工方法和骨形靶材,涉及材料加工技术领域。该方法包括:设定待加工基材的直线区域和骨形区域;在直线区域选取多个第一位置点,在骨形区域选取多个第二位置点;确定每个位置点的径向厚度和目标厚度;根据第一位置点的径向厚度和目标厚度,确定第一移动速度;根据第二位置点的径向厚度、目标厚度和第一移动速度,确定第二移动速度;控制喷枪以第一移动速度喷涂直线区域,控制喷枪以第二移动速度喷涂骨形区域,得到骨形靶材。本申请根据直线区域和骨形区域的实际形状和目标形状,确定喷枪在不同区域的移动速度,控制喷枪在
一种靶材、靶材组件及其制作方法.pdf
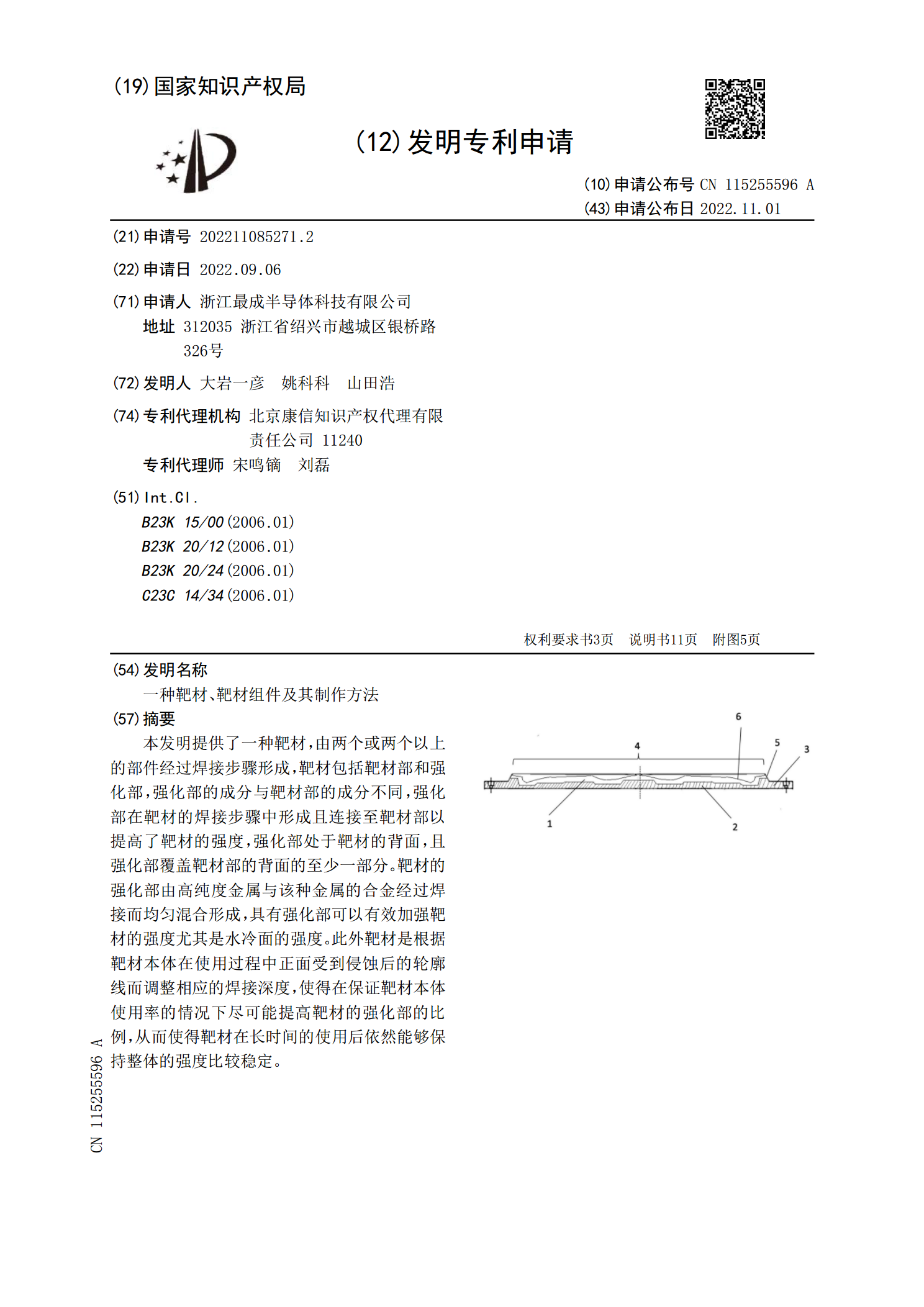
本发明提供了一种靶材,由两个或两个以上的部件经过焊接步骤形成,靶材包括靶材部和强化部,强化部的成分与靶材部的成分不同,强化部在靶材的焊接步骤中形成且连接至靶材部以提高了靶材的强度,强化部处于靶材的背面,且强化部覆盖靶材部的背面的至少一部分。靶材的强化部由高纯度金属与该种金属的合金经过焊接而均匀混合形成,具有强化部可以有效加强靶材的强度尤其是水冷面的强度。此外靶材是根据靶材本体在使用过程中正面受到侵蚀后的轮廓线而调整相应的焊接深度,使得在保证靶材本体使用率的情况下尽可能提高靶材的强化部的比例,从而使得靶材在