
曲轴加工专用自动磨床及其加工方法.pdf

是你****盟主

1/8
2/8

3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
曲轴加工专用自动磨床及其加工方法.pdf
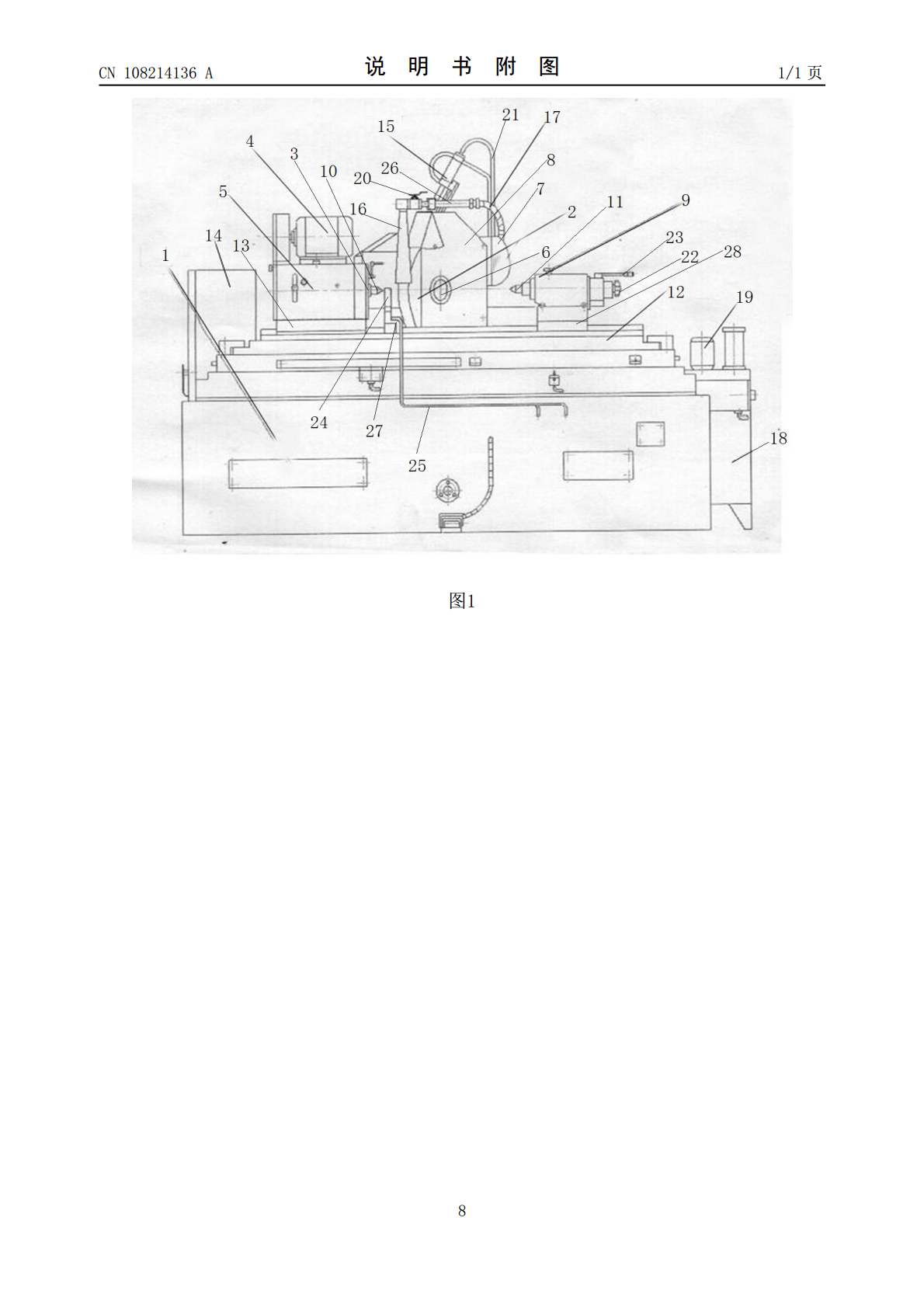
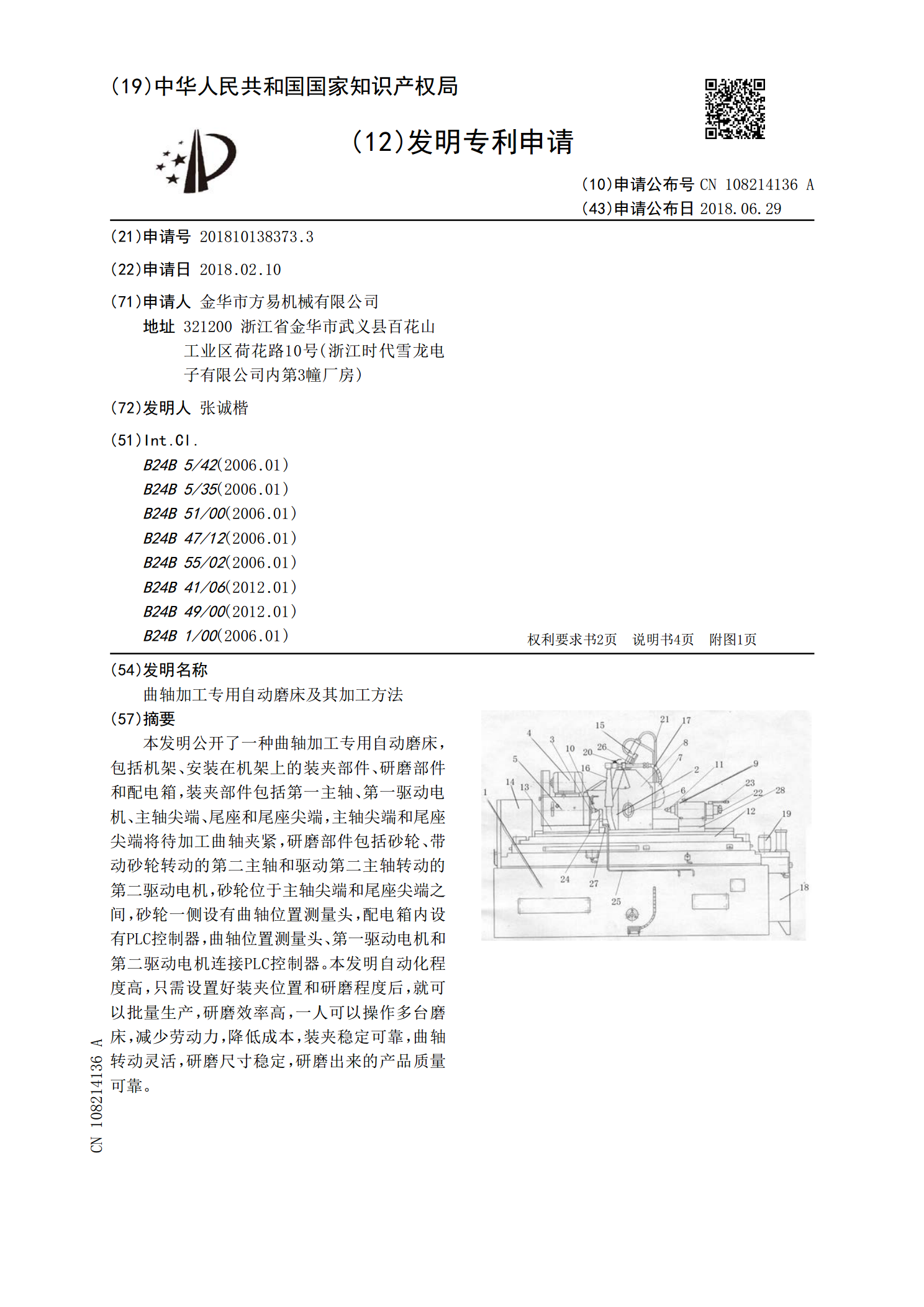
本发明公开了一种曲轴加工专用自动磨床,包括机架、安装在机架上的装夹部件、研磨部件和配电箱,装夹部件包括第一主轴、第一驱动电机、主轴尖端、尾座和尾座尖端,主轴尖端和尾座尖端将待加工曲轴夹紧,研磨部件包括砂轮、带动砂轮转动的第二主轴和驱动第二主轴转动的第二驱动电机,砂轮位于主轴尖端和尾座尖端之间,砂轮一侧设有曲轴位置测量头,配电箱内设有PLC控制器,曲轴位置测量头、第一驱动电机和第二驱动电机连接PLC控制器。本发明自动化程度高,只需设置好装夹位置和研磨程度后,就可以批量生产,研磨效率高,一人可以操作多台磨床,

磨床加工方法.pptx
磨床加工措施平面加工1.加工前,应把工件毛刺去洁净,并侧其他量。一般工件进行对称研磨。8.第二面用一样措施研磨,完毕工件粗加工。然后进行精加工,措施同上,但进刀量为0.002-0.005mm。对刀2.侧壁对刀六面体加工措施二、注意事项断差加工环节及注意事项二、注意事项槽加工二、注意事项斜度加工锐角三角函数二、注意事项砂轮成型加工斜度打成型砂轮时砂轮成型器旳摆放及块规旳垫法(与正弦磁台一样)R角加工可透视R修整器内R=中心距+R透视R修整器,添加块规尺寸{外R=中心距-R内R=中心距-R单轴冲子成型器,添加

磨床加工方法.ppt
磨床加工方法平面加工1.加工前,应把工件毛刺去干净,并侧其余量。一般工件进行对称研磨。8.第二面用同样方法研磨,完成工件粗加工。然后进行精加工,方法同上,但进刀量为。对刀2.侧壁对刀六面体加工方法二、注意事项断差加工步骤及注意事项二、注意事项槽加工二、注意事项斜度加工锐角三角函数二、注意事项砂轮成型加工斜度打成型砂轮时砂轮成型器的摆放及块规的垫法(与正弦磁台一样)R角加工可透视R修整器内R=中心距+R透视R修整器,添加块规尺寸{外R=中心距-R内R=中心距-R单轴冲子成型器,添加块规尺寸{以磁盘作基准外R

曲轴大圆角滚轮夹及其加工方法.pdf
本发明公开了一种曲轴大圆角滚轮夹及其加工方法,该滚轮夹包括一个矩形块状的滚轮夹主体,在该滚轮夹主体上对称设有两个滚轮槽,该滚轮槽为倾斜设置在滚轮夹主体上的矩形通孔,在该滚轮槽的内侧设有与其垂直相通的让位孔,该滚轮夹的加工方法是先以定位基准孔为定位基准加工出符合位置精度要求的滚轮槽工艺孔和让位孔,再以该滚轮槽工艺工为定位基准加工出符合形状精度的滚轮槽。本发明所述滚轮夹的这种结构增加了滚轮夹的支撑宽度和厚度,能承受较大的压力,有效解决了现有分体式滚轮夹无法加工曲轴大圆角的问题,本发明所述的加工方法使滚轮槽一次
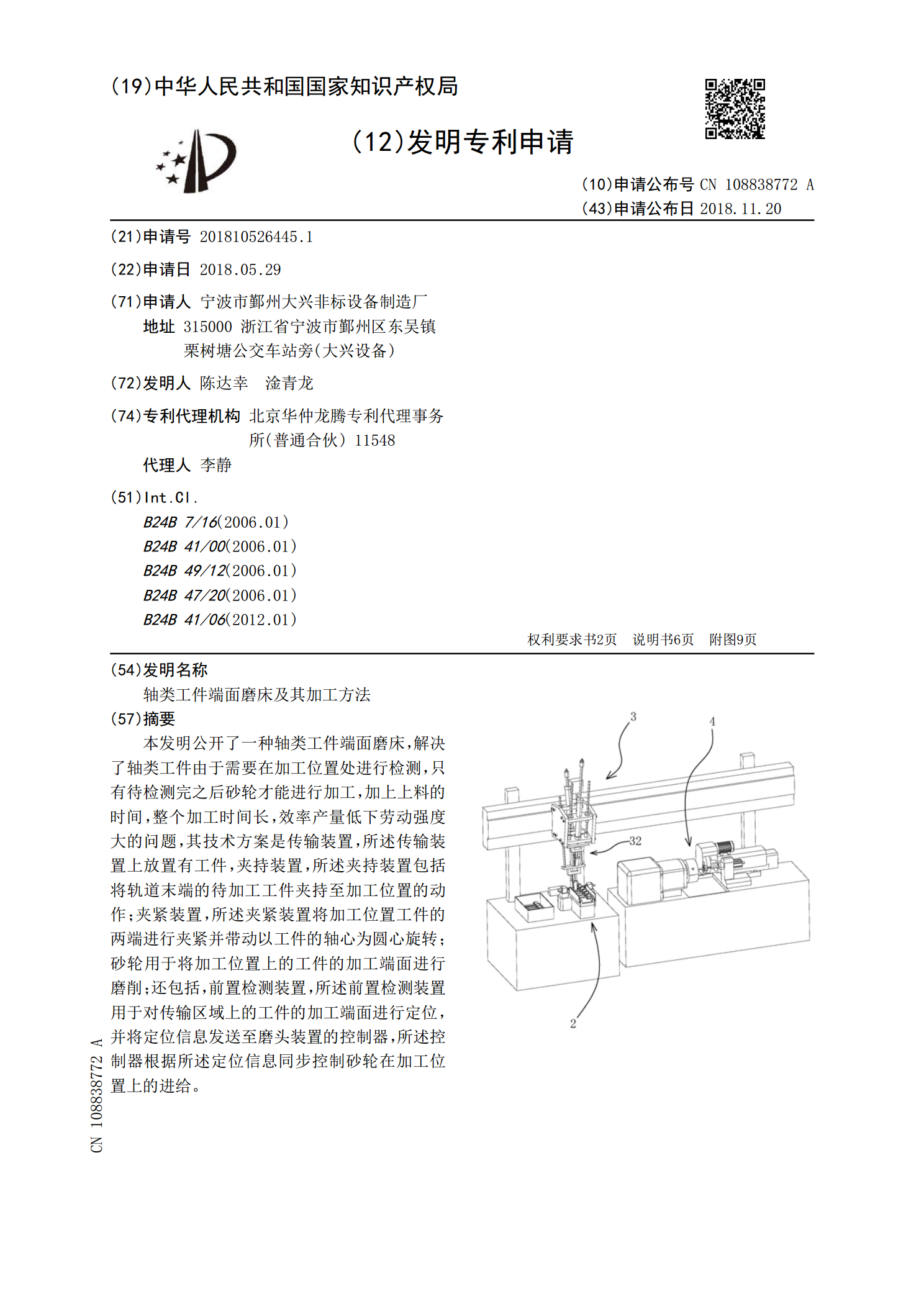
轴类工件端面磨床及其加工方法.pdf
本发明公开了一种轴类工件端面磨床,解决了轴类工件由于需要在加工位置处进行检测,只有待检测完之后砂轮才能进行加工,加上上料的时间,整个加工时间长,效率产量低下劳动强度大的问题,其技术方案是传输装置,所述传输装置上放置有工件,夹持装置,所述夹持装置包括将轨道末端的待加工工件夹持至加工位置的动作;夹紧装置,所述夹紧装置将加工位置工件的两端进行夹紧并带动以工件的轴心为圆心旋转;砂轮用于将加工位置上的工件的加工端面进行磨削;还包括,前置检测装置,所述前置检测装置用于对传输区域上的工件的加工端面进行定位,并将定位信息