
轴类工件端面磨床及其加工方法.pdf

觅松****哥哥


1/10
2/10

3/10
4/10
5/10
6/10

7/10

8/10
9/10
10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
轴类工件端面磨床及其加工方法.pdf
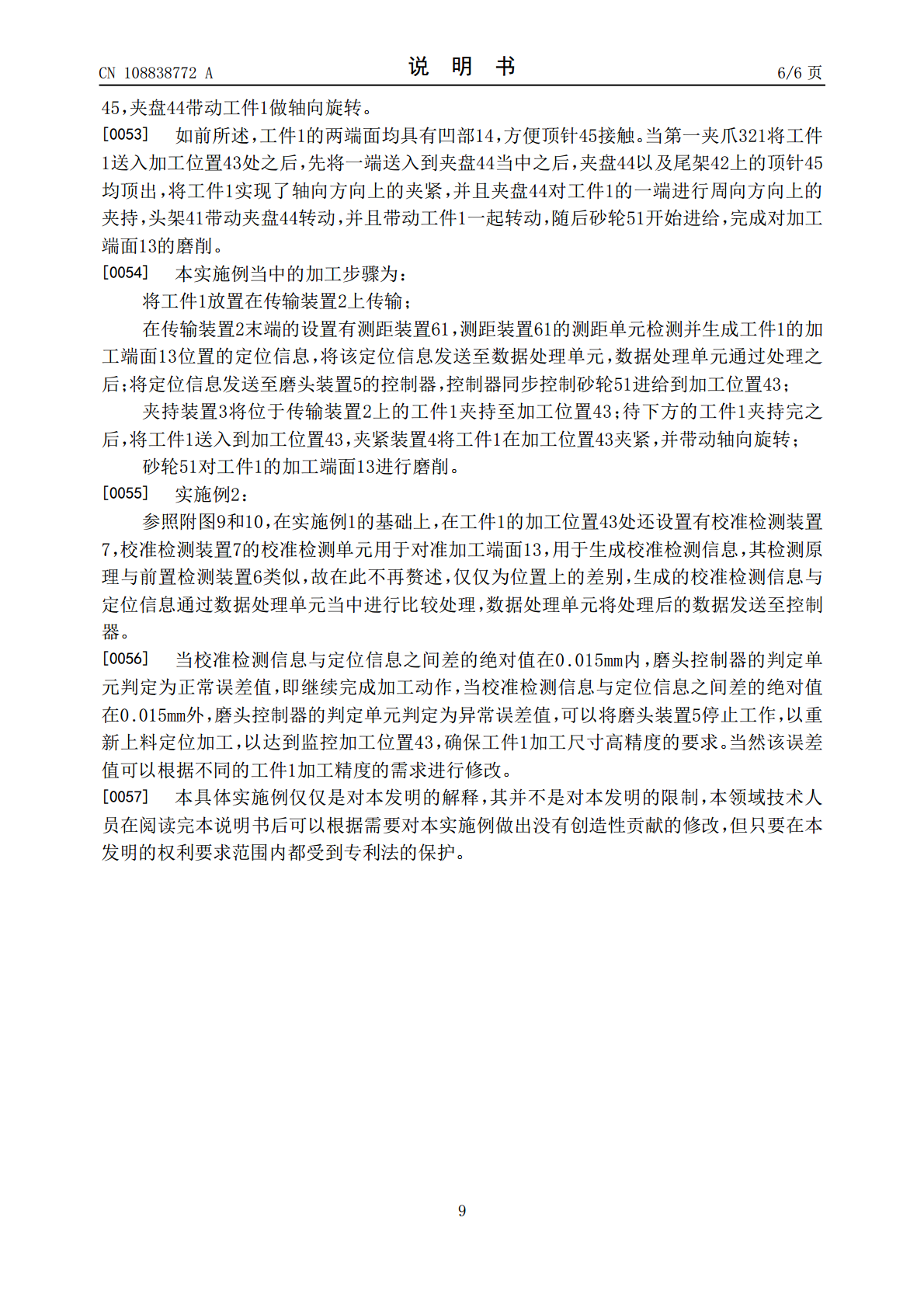
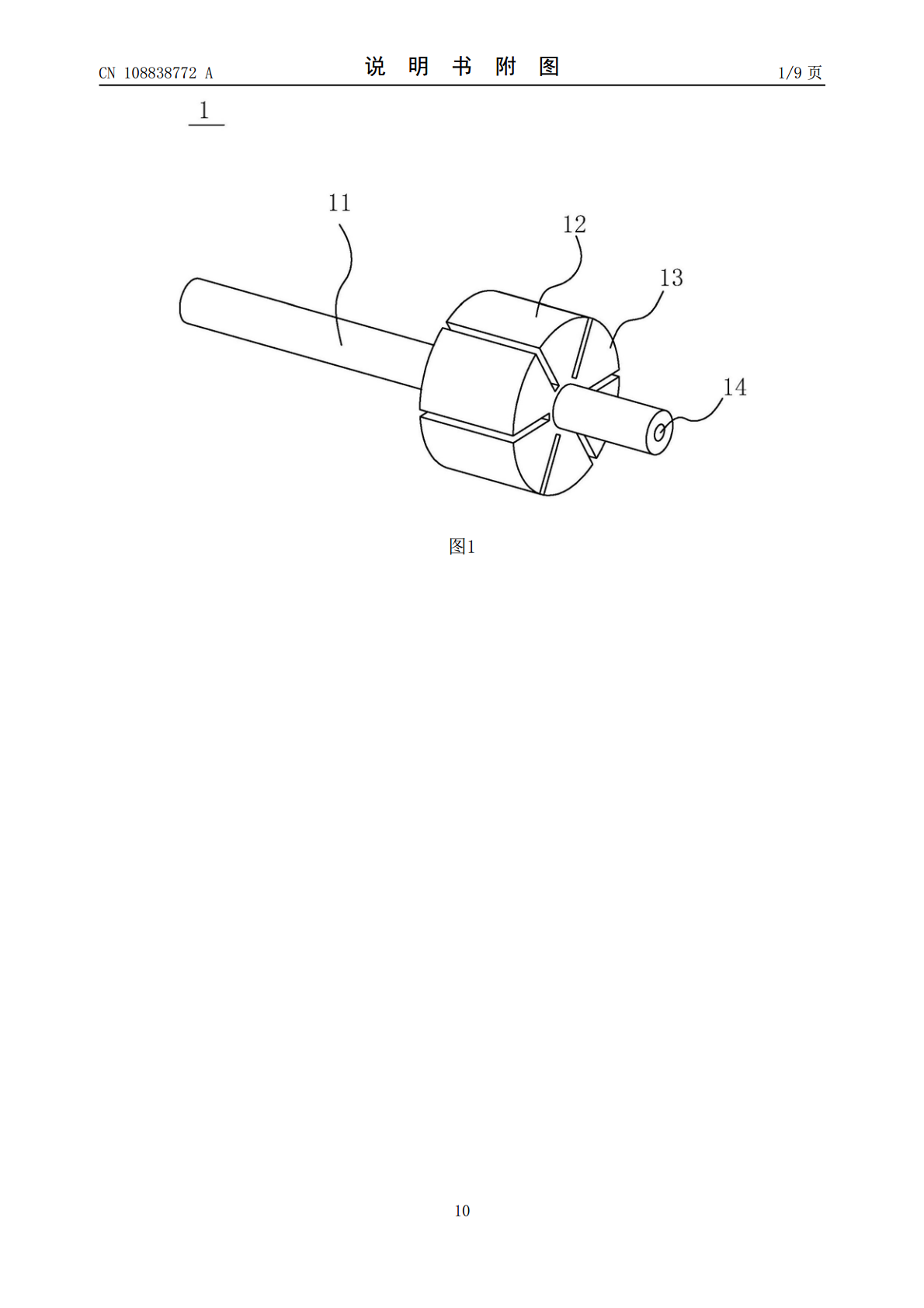
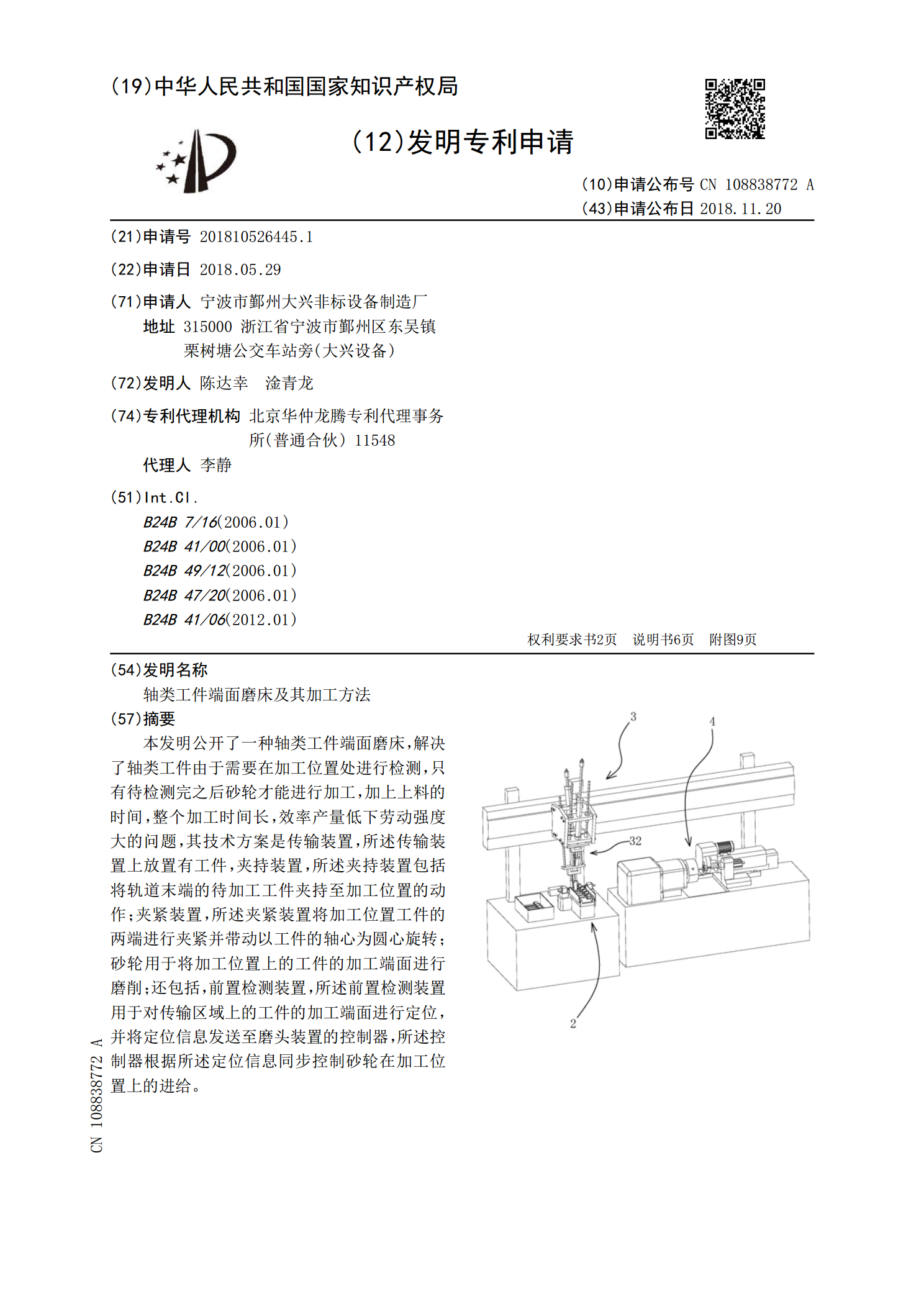
本发明公开了一种轴类工件端面磨床,解决了轴类工件由于需要在加工位置处进行检测,只有待检测完之后砂轮才能进行加工,加上上料的时间,整个加工时间长,效率产量低下劳动强度大的问题,其技术方案是传输装置,所述传输装置上放置有工件,夹持装置,所述夹持装置包括将轨道末端的待加工工件夹持至加工位置的动作;夹紧装置,所述夹紧装置将加工位置工件的两端进行夹紧并带动以工件的轴心为圆心旋转;砂轮用于将加工位置上的工件的加工端面进行磨削;还包括,前置检测装置,所述前置检测装置用于对传输区域上的工件的加工端面进行定位,并将定位信息

一种高端面加工精度的复合磨床及其工件输送装置.pdf
本发明公开了一种高端面加工精度的复合磨床及其工件输送装置,属于磨床技术领域。本发明包括上料道、安装板、挡料机构、旋转机构和下料道,所述的上料道、挡料机构和下料道固定在安装板上,挡料机构设置在上料道的末端,工件经上料道、挡料机构至旋转机构的接料工位,旋转机构输送工件至加工工位进行削磨;旋转机构再输送已磨工件至下料工位经下料道输出,所述的上料道、挡料机构和下料道均由挡板围成,所围成的料道尺寸可调节。本发明利用砂轮的边沿磨削工件的端面,由于砂轮边沿的线速度始终保持一致,故对工件的端面加工能够达到很高的精度,并且

一种用于轴类工件加工的立式外圆磨床.pdf
本发明一种用于轴类工件加工的立式外圆磨床,包括床身,其左前部设有左静压导轨座及左导轨、右前部设有右静压导轨座及右导轨;一左水平移动构件包括左立式工作台,该左立式工作台的下面与左导轨配合,还包括设在左静压导轨座上面与左立式工作台下面之间的驱动部件,左立式工作台在驱动部件的作用下能够沿左导轨来回移动;在左立式工作台靠近床身中部的立面上设有左Z轴构件,被加工的轴类工件装夹在该左Z轴构件上;一右水平移动构件与左水平移动构件结构相同;一旋转台底盘定位连接在床身中后部,中心部位设有砂轮架安装座,其上设有第一、二砂轮架

对细长轴类工件车削加工方法的探索.docx
对细长轴类工件车削加工方法的探索细长轴类工件是机械加工过程中比较常见的工件之一,包括各种车、刨、铣、凿等零件。由于其形状特殊,加工难度较大,需要采用一些特殊的车削加工方法。一、选材细长轴类工件一般采用高精度机械零件的特殊钢材或合金材料。材料的选择与工件的用途和要求密切相关,具体应用环境的不同,要求的材料强度、硬度、耐腐蚀性等性能也不相同。二、刀具的选择刀具的选择是决定车削质量的关键因素。对细长轴类工件,一般选择直径小、长度长、具有刚度和稳定性、刃角大、CAD/CAM设计的刀具。三、加工技术3.1一般车削法

用于轴类工件轴颈抛光的磨床夹具.pdf
提供一种用于轴类工件轴颈抛光的磨床夹具,具有底座,所述底座上端面安装有可沿底座长度方向移动的安装板,所述安装板两侧设有螺钉Ⅰ且螺钉Ⅰ拧紧后将安装板固定在底座上,所述安装板上端面固定有立轴且立轴外壁上制有定位槽,支撑定位装置套装在立轴上且设于支撑定位装置上的螺钉Ⅱ拧紧后其端部顶入定位槽内将支撑定位装置固定在立轴上,所述底座固定在磨床的工作台导轨上,工件一端装夹在磨床夹头内其另一端卡装于支撑定位装置内。本发明解决了细长台阶轴类工件在加工时受磨削力加工误差大的情况,同时可以对托轮进行三个方向调节,且托轮可根据工