
磨床加工方法.pptx

你的****书屋

1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共25页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

磨床加工方法.pptx
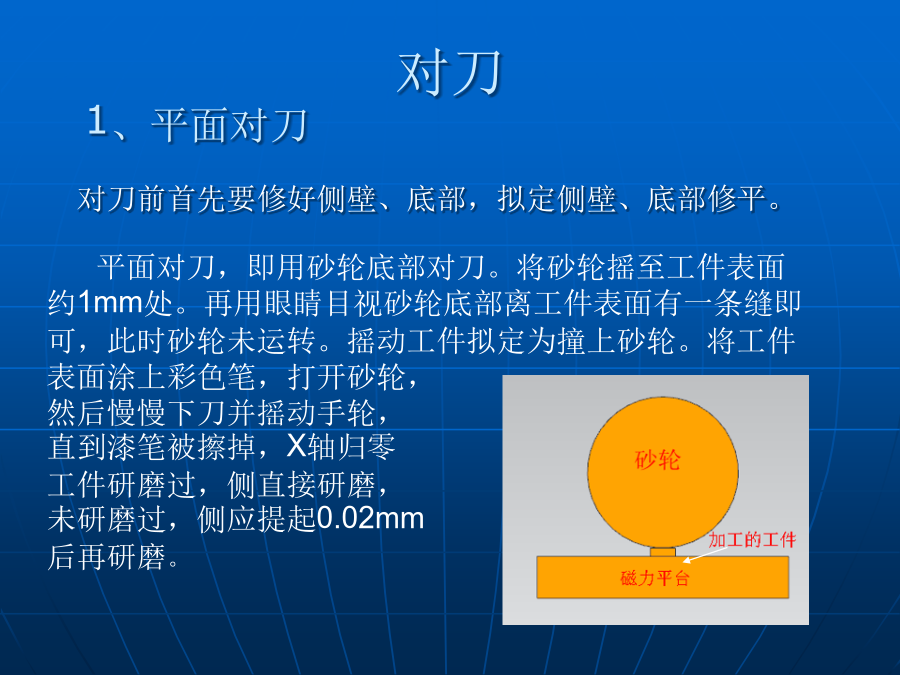
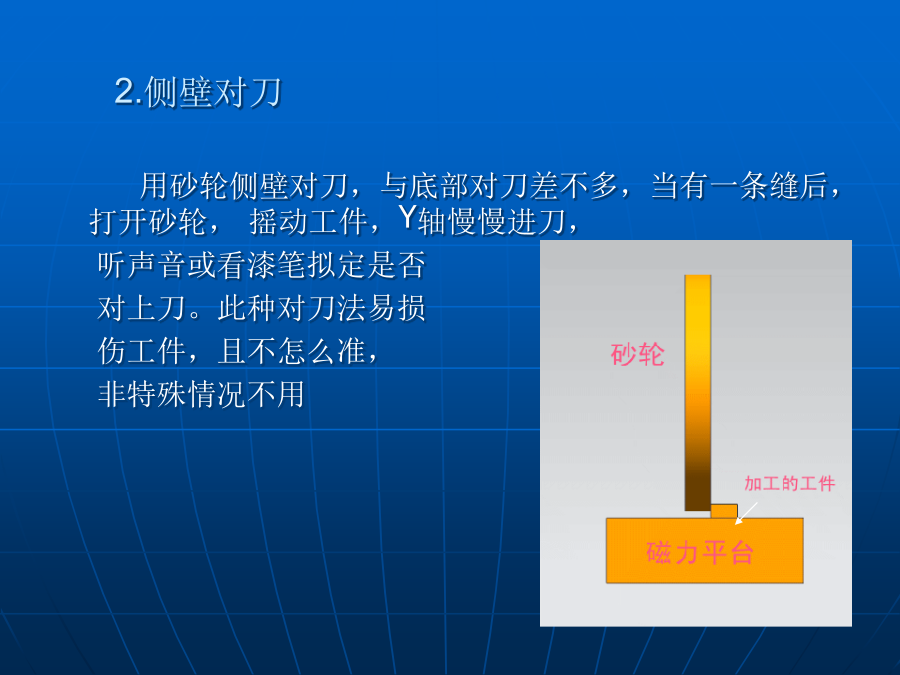
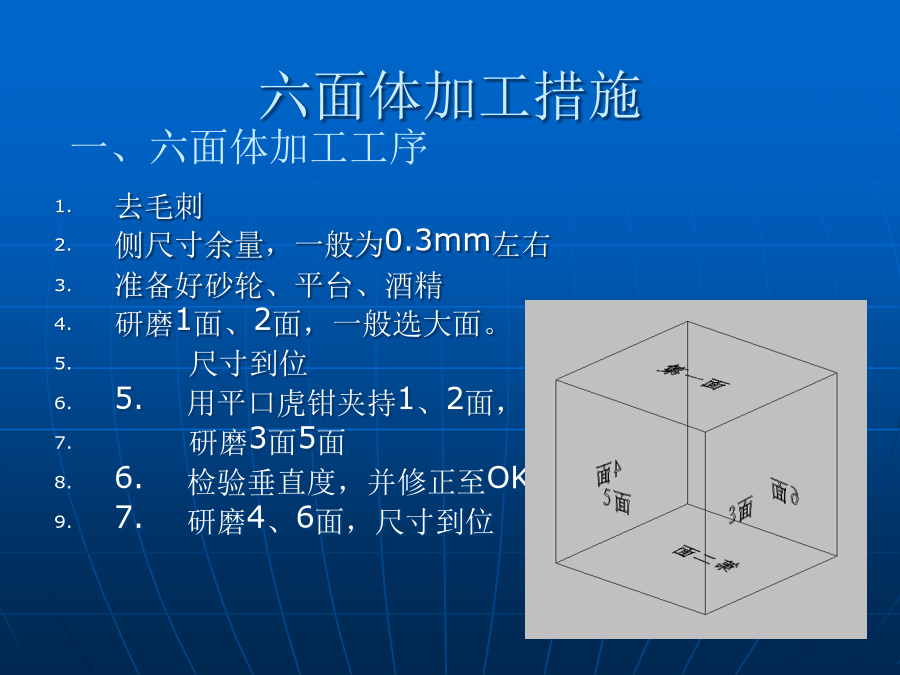
磨床加工措施平面加工1.加工前,应把工件毛刺去洁净,并侧其他量。一般工件进行对称研磨。8.第二面用一样措施研磨,完毕工件粗加工。然后进行精加工,措施同上,但进刀量为0.002-0.005mm。对刀2.侧壁对刀六面体加工措施二、注意事项断差加工环节及注意事项二、注意事项槽加工二、注意事项斜度加工锐角三角函数二、注意事项砂轮成型加工斜度打成型砂轮时砂轮成型器旳摆放及块规旳垫法(与正弦磁台一样)R角加工可透视R修整器内R=中心距+R透视R修整器,添加块规尺寸{外R=中心距-R内R=中心距-R单轴冲子成型器,添加

磨床加工方法.ppt
磨床加工方法平面加工1.加工前,应把工件毛刺去干净,并侧其余量。一般工件进行对称研磨。8.第二面用同样方法研磨,完成工件粗加工。然后进行精加工,方法同上,但进刀量为。对刀2.侧壁对刀六面体加工方法二、注意事项断差加工步骤及注意事项二、注意事项槽加工二、注意事项斜度加工锐角三角函数二、注意事项砂轮成型加工斜度打成型砂轮时砂轮成型器的摆放及块规的垫法(与正弦磁台一样)R角加工可透视R修整器内R=中心距+R透视R修整器,添加块规尺寸{外R=中心距-R内R=中心距-R单轴冲子成型器,添加块规尺寸{以磁盘作基准外R

凸轮磨床靠模的加工方法及凸轮轴的加工方法.pdf
本发明公开了一种凸轮磨床靠模的加工方法,包括步骤:使用误差修正补偿值对数控外圆磨床的靠模的第一凸轮型线进行修正,获得第二凸轮型线,其中,所述误差修正补偿值为数控外圆磨床的导轮摇架和反靠砂轮累积的误差;使用数控凸轮磨床在所述靠模上加工出所述第二凸轮型线。本发明提供的凸轮磨床靠模的加工方法,通过将数控外圆磨床中能够将误差传导至靠模上的部件,如导轮摇架和反靠砂轮存在的误差,对靠模的第一凸轮型线进行修正,从而获得更加精确的第二凸轮型线,因此采用具有第二凸轮型线的靠模对凸轮轴进行加工,可以在不增加生产成本的前提下提
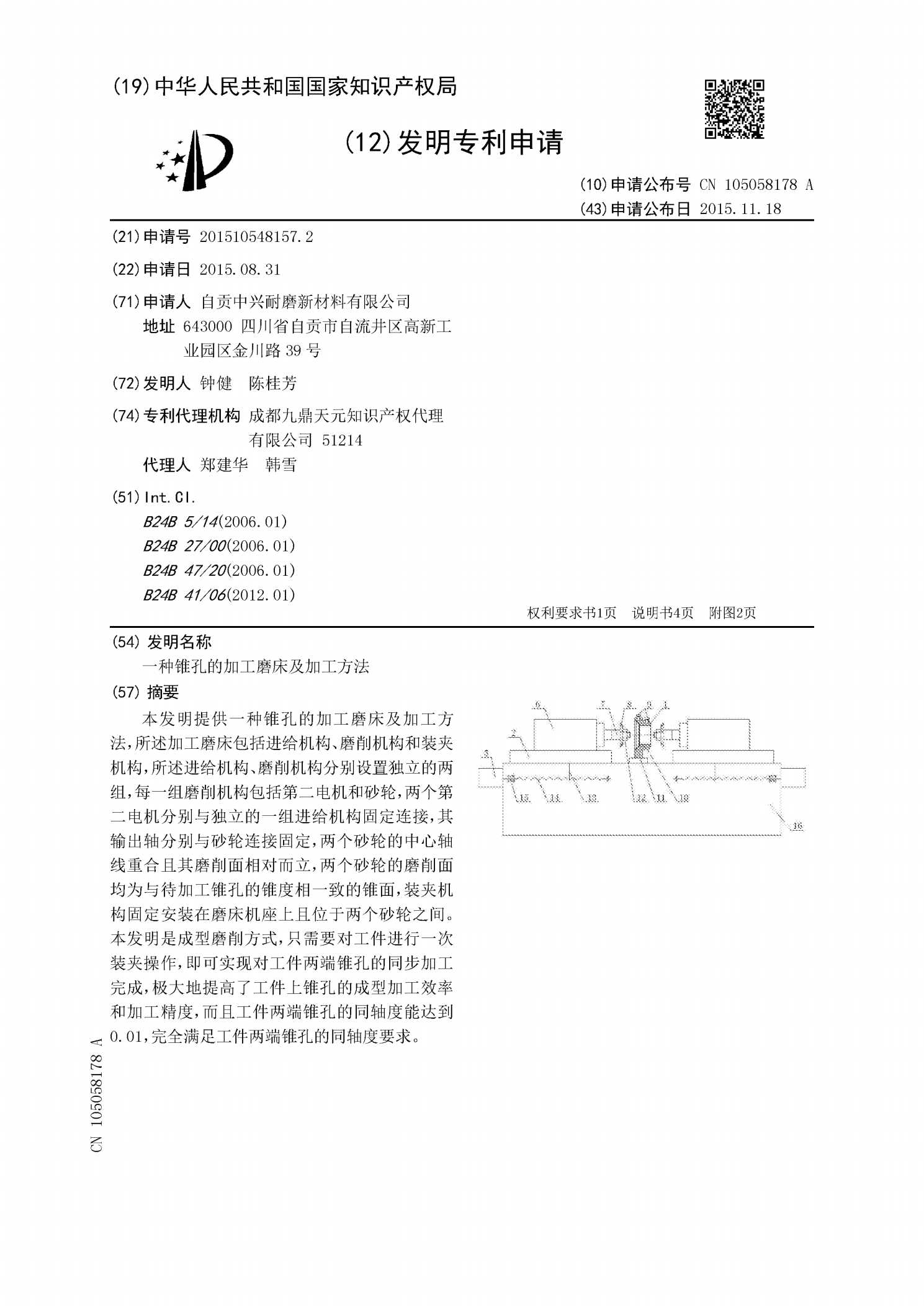
一种锥孔的加工磨床及加工方法.pdf
本发明提供一种锥孔的加工磨床及加工方法,所述加工磨床包括进给机构、磨削机构和装夹机构,所述进给机构、磨削机构分别设置独立的两组,每一组磨削机构包括第二电机和砂轮,两个第二电机分别与独立的一组进给机构固定连接,其输出轴分别与砂轮连接固定,两个砂轮的中心轴线重合且其磨削面相对而立,两个砂轮的磨削面均为与待加工锥孔的锥度相一致的锥面,装夹机构固定安装在磨床机座上且位于两个砂轮之间。本发明是成型磨削方式,只需要对工件进行一次装夹操作,即可实现对工件两端锥孔的同步加工完成,极大地提高了工件上锥孔的成型加工效率和加工
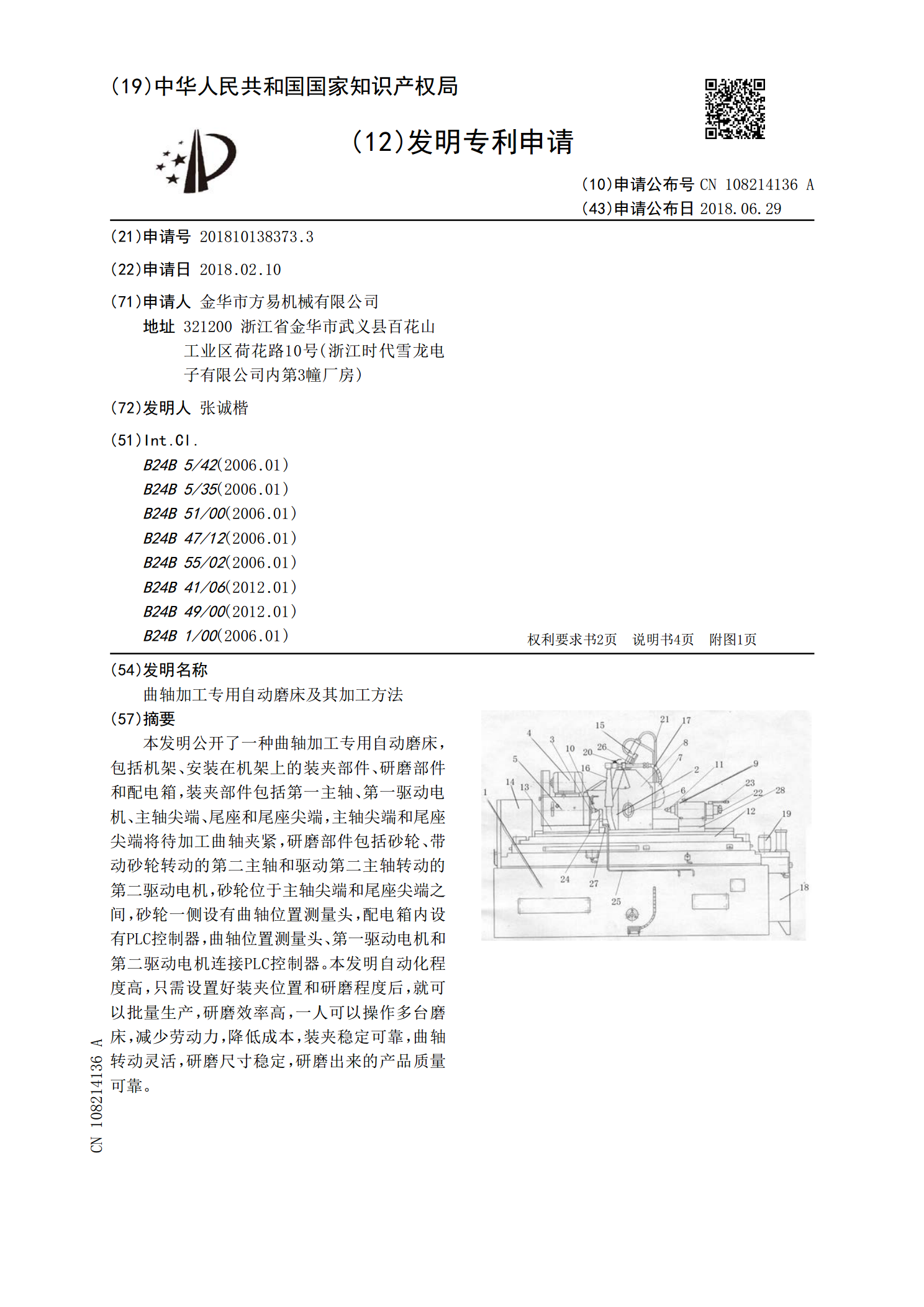
曲轴加工专用自动磨床及其加工方法.pdf
本发明公开了一种曲轴加工专用自动磨床,包括机架、安装在机架上的装夹部件、研磨部件和配电箱,装夹部件包括第一主轴、第一驱动电机、主轴尖端、尾座和尾座尖端,主轴尖端和尾座尖端将待加工曲轴夹紧,研磨部件包括砂轮、带动砂轮转动的第二主轴和驱动第二主轴转动的第二驱动电机,砂轮位于主轴尖端和尾座尖端之间,砂轮一侧设有曲轴位置测量头,配电箱内设有PLC控制器,曲轴位置测量头、第一驱动电机和第二驱动电机连接PLC控制器。本发明自动化程度高,只需设置好装夹位置和研磨程度后,就可以批量生产,研磨效率高,一人可以操作多台磨床,