
曲轴大圆角滚轮夹及其加工方法.pdf

书生****写意

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

曲轴大圆角滚轮夹及其加工方法.pdf
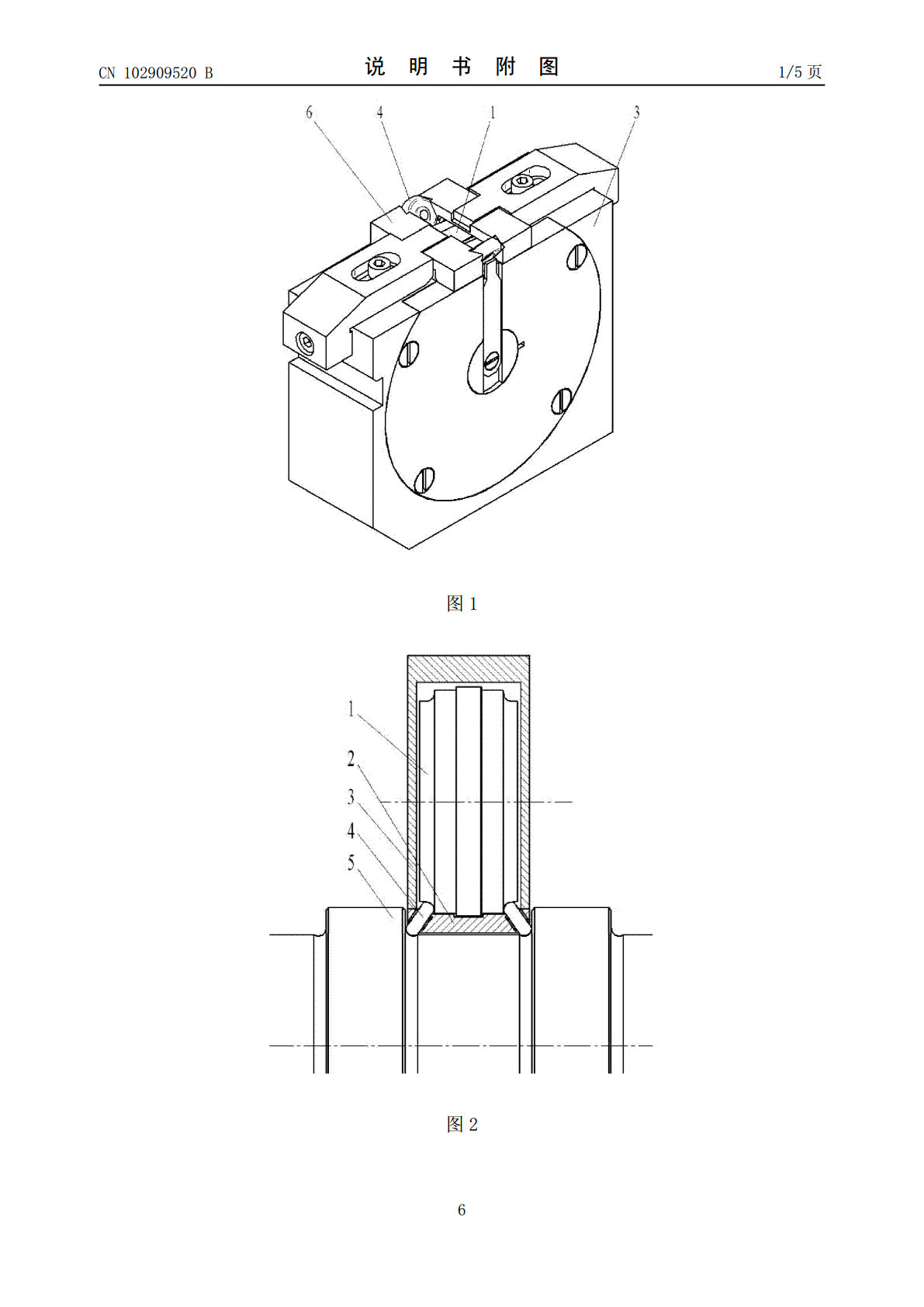
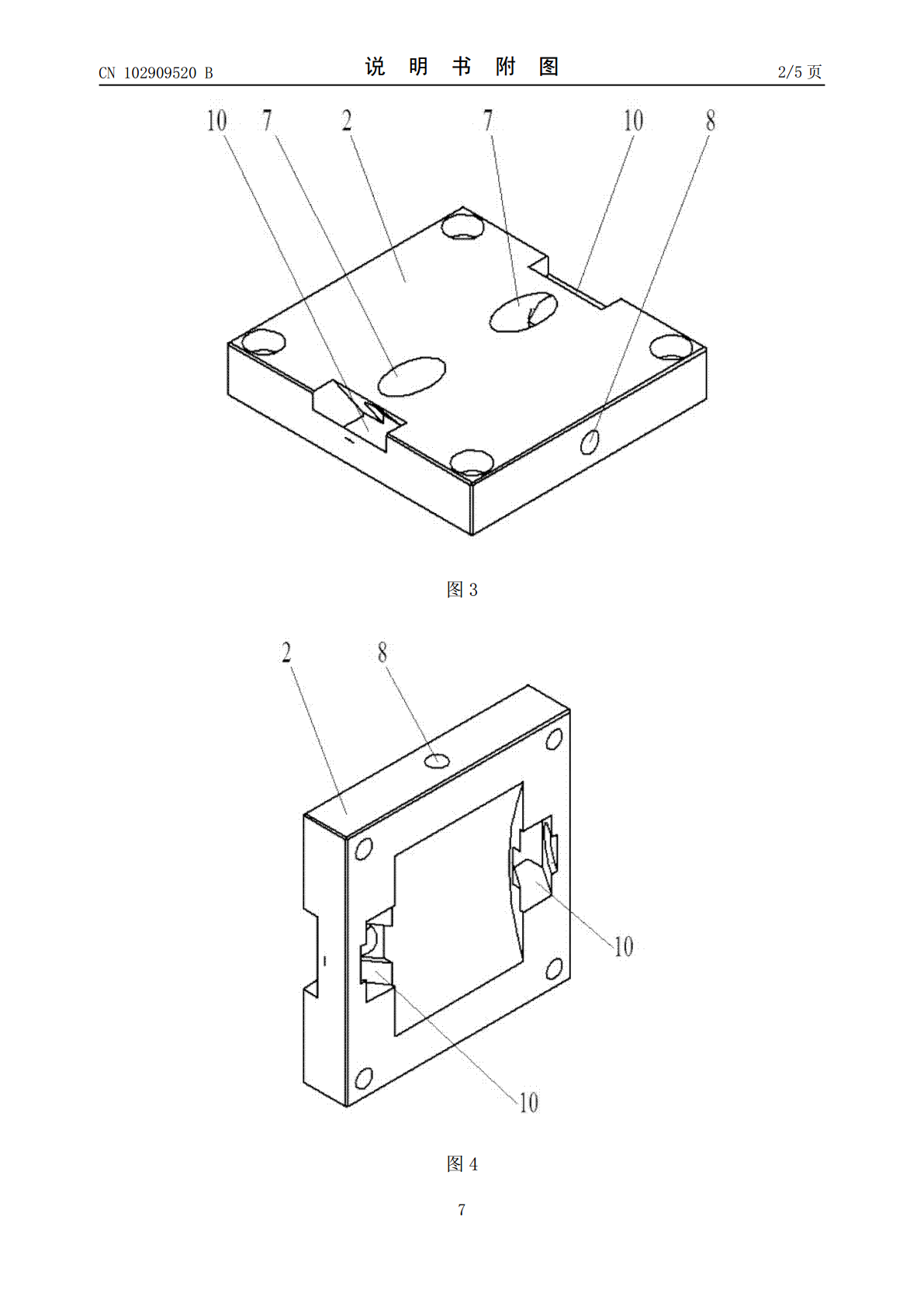
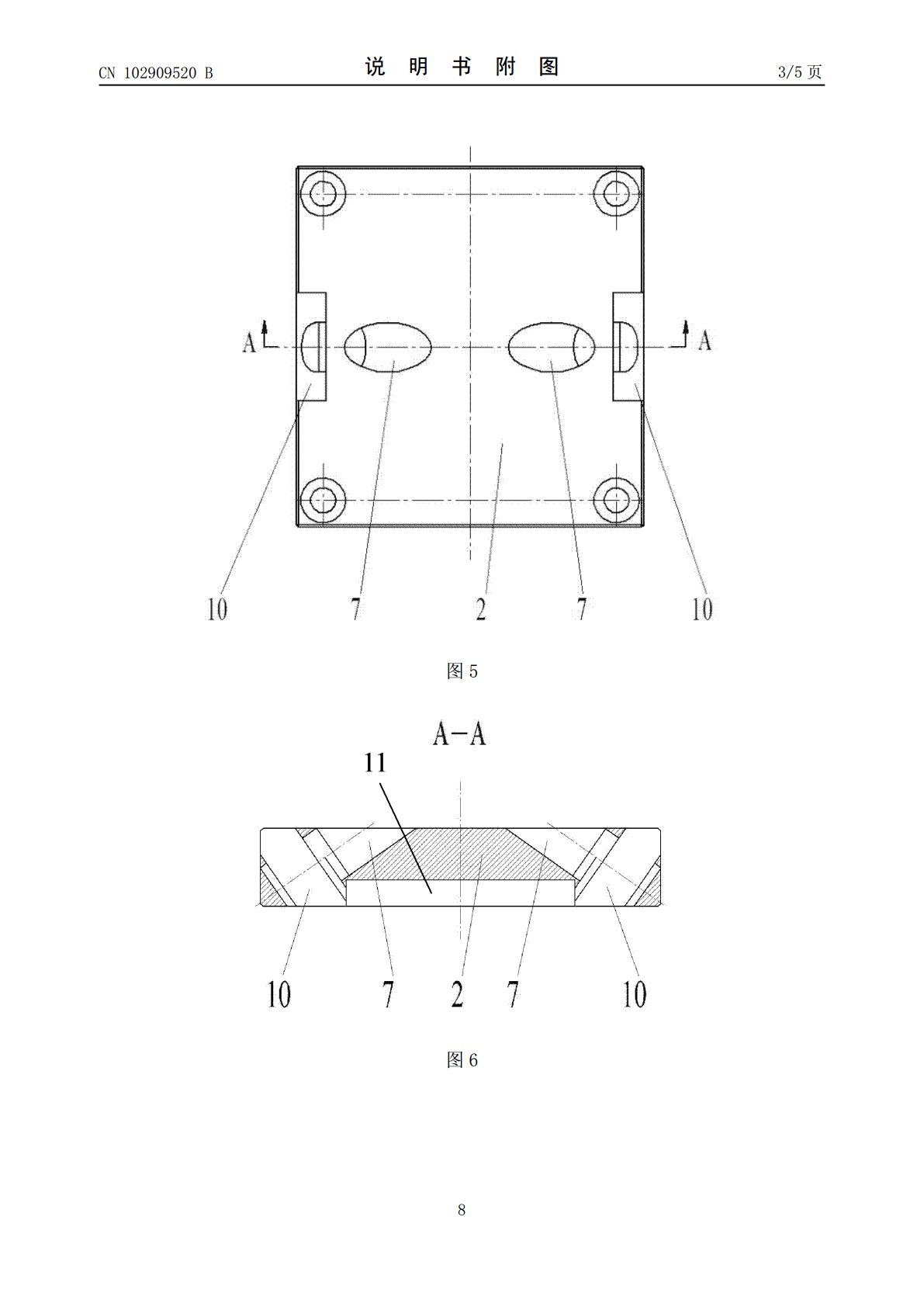
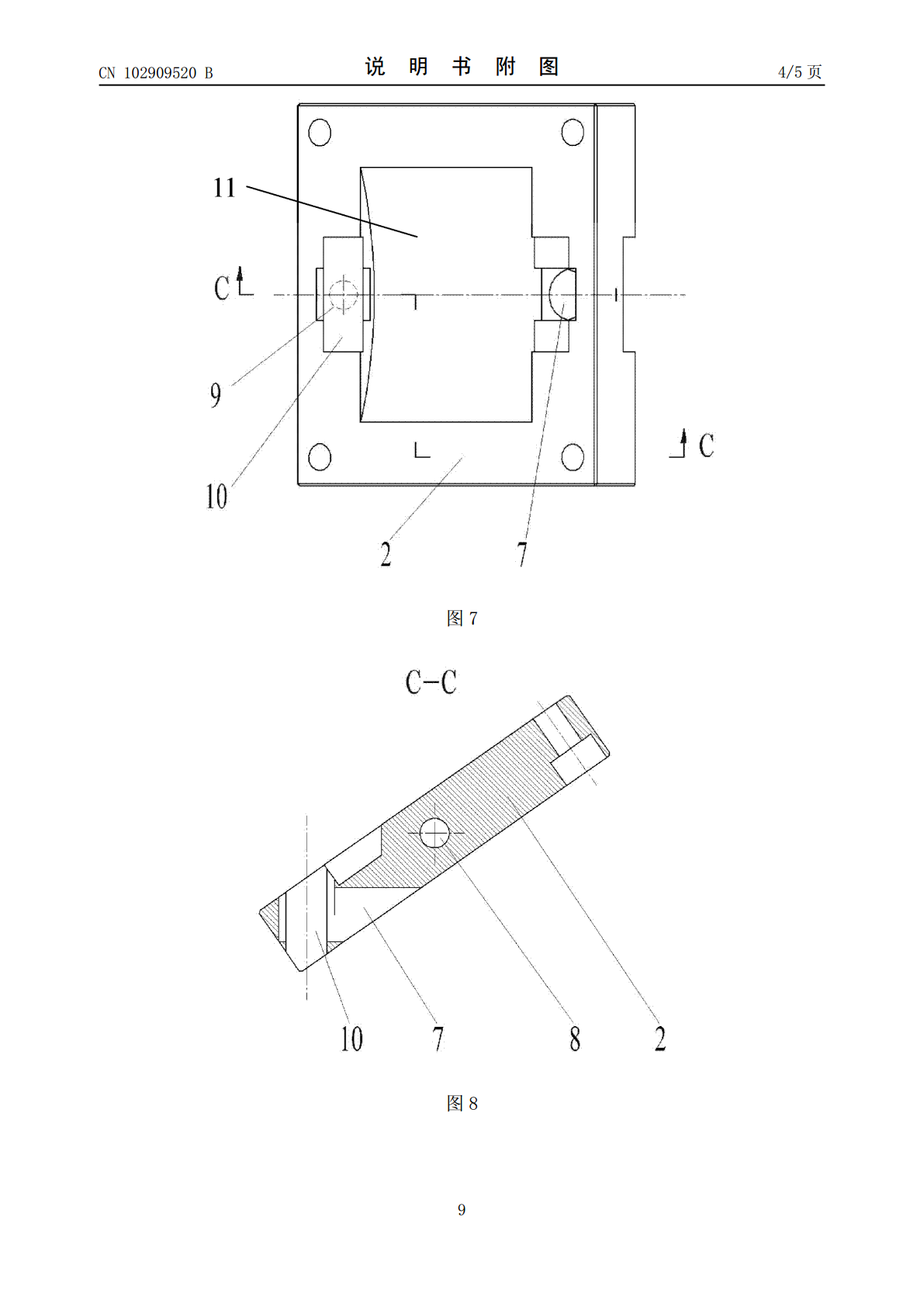
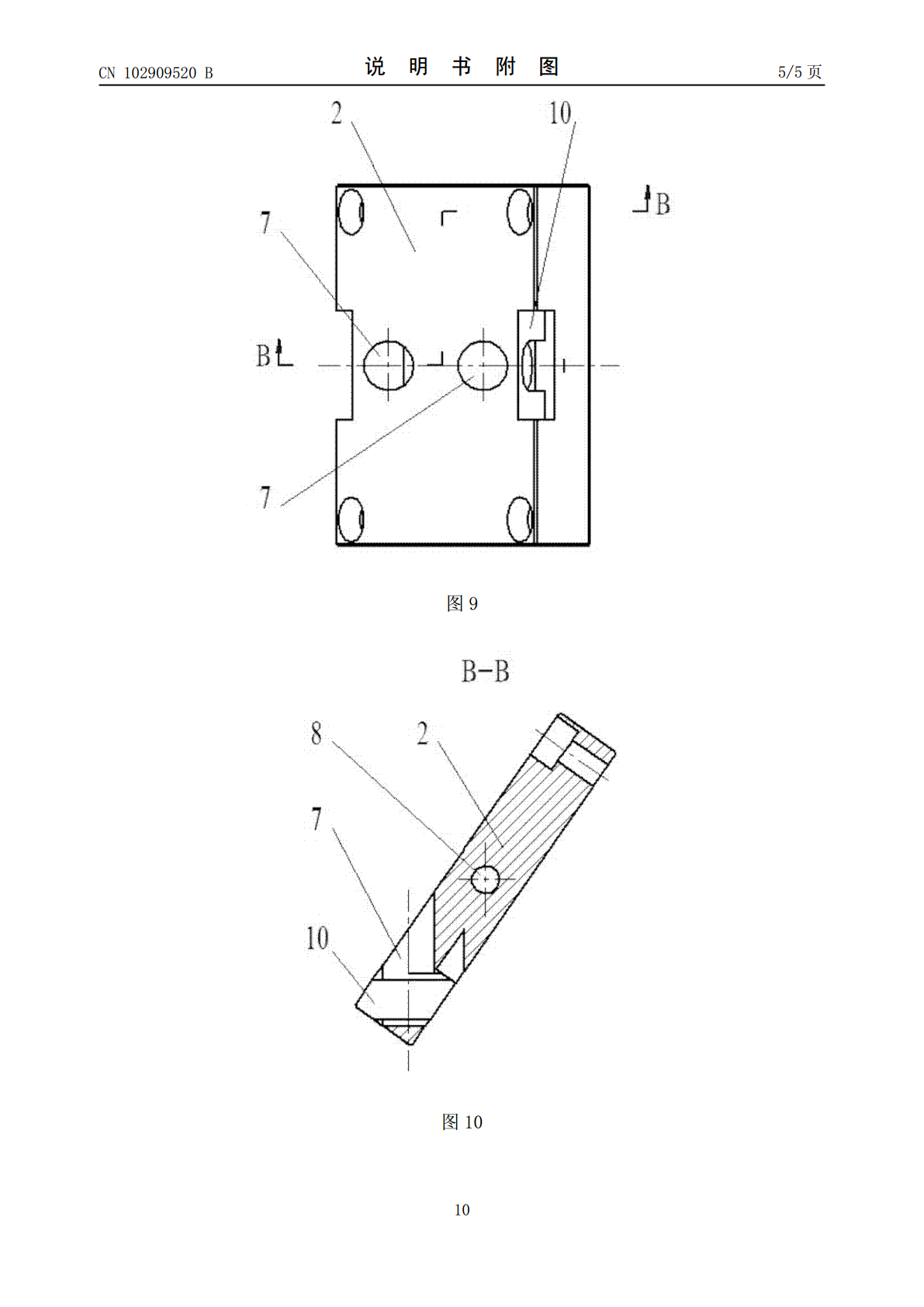
本发明公开了一种曲轴大圆角滚轮夹及其加工方法,该滚轮夹包括一个矩形块状的滚轮夹主体,在该滚轮夹主体上对称设有两个滚轮槽,该滚轮槽为倾斜设置在滚轮夹主体上的矩形通孔,在该滚轮槽的内侧设有与其垂直相通的让位孔,该滚轮夹的加工方法是先以定位基准孔为定位基准加工出符合位置精度要求的滚轮槽工艺孔和让位孔,再以该滚轮槽工艺工为定位基准加工出符合形状精度的滚轮槽。本发明所述滚轮夹的这种结构增加了滚轮夹的支撑宽度和厚度,能承受较大的压力,有效解决了现有分体式滚轮夹无法加工曲轴大圆角的问题,本发明所述的加工方法使滚轮槽一次

曲轴圆角滚压的加工工艺.docx
曲轴圆角滚压的加工工艺曲轴圆角滚压加工工艺论文摘要曲轴是内燃机等动力机械中的重要部件,曲轴圆角作为其重要部分,对于内燃机的性能和整个机械的运转都有着非常重要的影响。同时,曲轴在使用过程中容易出现疲劳断裂等问题,因此提高曲轴的性能和寿命是一个非常重要的研究领域。本文主要介绍了曲轴圆角滚压加工工艺的研究现状和发展趋势,分析了曲轴圆角滚压加工工艺的优缺点,针对曲轴的材质、结构等特点,提出了曲轴圆角滚压加工工艺的优化方案,为曲轴的生产和应用提供了一定的理论和实践指导意义。关键词:曲轴,圆角,滚压,加工工艺,优化方

锻钢圆角淬火曲轴止推面加工方法.pdf
本发明提供一种锻钢圆角淬火曲轴止推面加工方法,步骤如下:(一)粗车;(二)精车;(三)热处理;(四)精车:1)精车前测量,确定后止推面精车工序的加工量:以曲轴后油封端面为基准,测量曲轴后油封端面至后止推面的轴向尺寸L’,确定后止推面精车加工量b;2)精车被加工部位即后止推面:精车的加工量为b,此时为精磨后止推面留下加工量a=0.2±0.05mm;3)测量精车后的后止推面与精车前的前止推面之间宽度,确定前止推面的精车加工量;4)精车前止推面至:为精磨留下加工量c=0.2±0.05mm,即当精磨后前后止推面之

橡胶滚轮及其加工方法.docx
橡胶滚轮及其加工方法一、橡胶滚轮的概述橡胶滚轮是一种广泛用于机械、制造等行业的专业零件,其主要特点是具有较好的耐摩擦、耐磨损、耐腐蚀和耐高温性能,在复杂的工况下都能够保持良好的工作状态。橡胶滚轮的材料通常是选择聚酯酰胺及氯丁橡胶和聚氨酯等,这些材料不仅适用性广泛,而且可为滚轮增强抗疲劳和抗侵蚀的能力。二、橡胶滚轮的制作过程1、原材料准备:运用研磨机对橡胶进行粉碎并筛选,为下一步生产做好准备。2、配比混合:将不同配比的材料根据工艺要求混合均匀。3、挤压成型:将混合好的橡胶料塞入挤出机中,并且挤压成一定形状,
聚氨酯滚轮及其加工方法.pdf
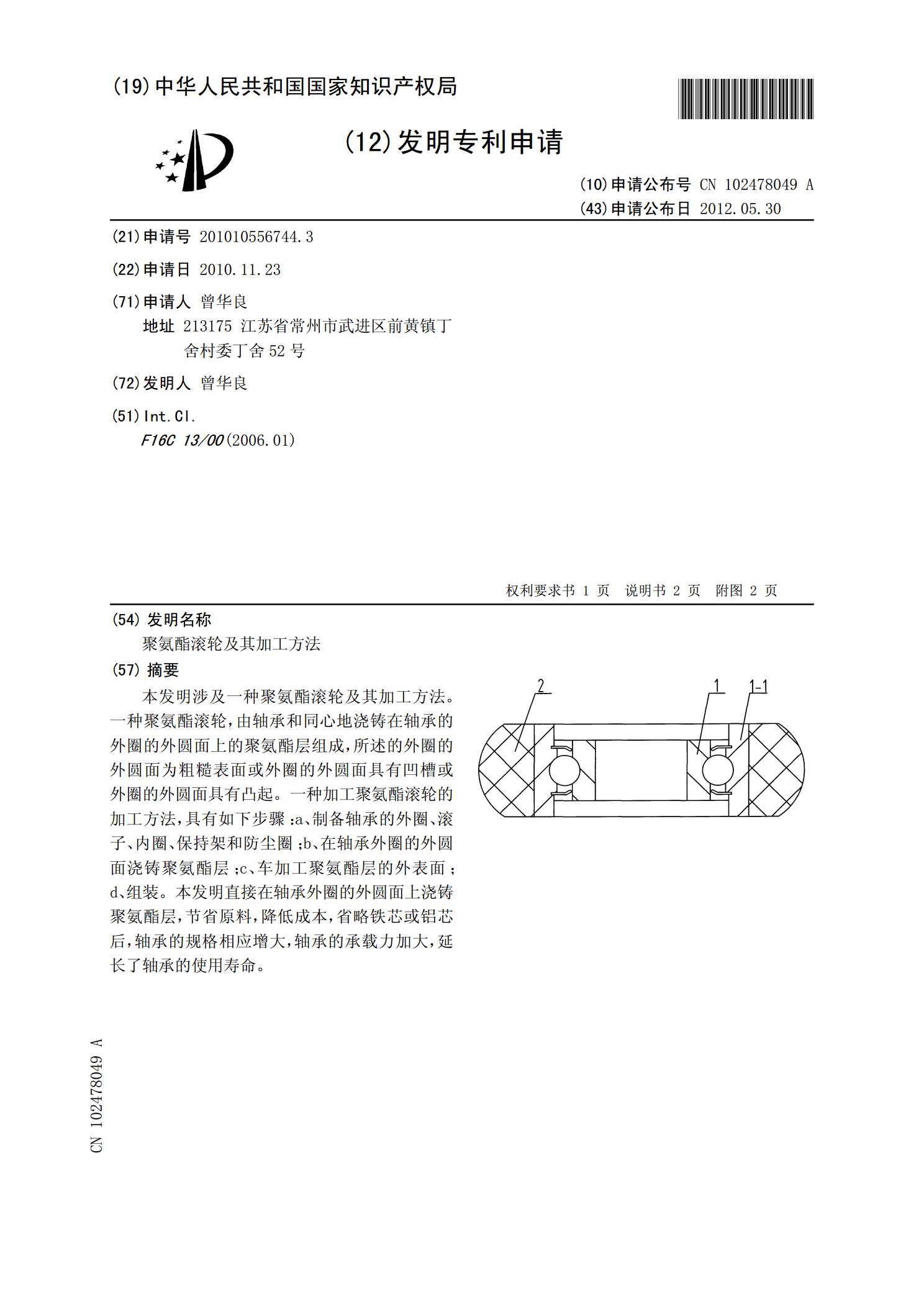
本发明涉及一种聚氨酯滚轮及其加工方法。一种聚氨酯滚轮,由轴承和同心地浇铸在轴承的外圈的外圆面上的聚氨酯层组成,所述的外圈的外圆面为粗糙表面或外圈的外圆面具有凹槽或外圈的外圆面具有凸起。一种加工聚氨酯滚轮的加工方法,具有如下步骤:a、制备轴承的外圈、滚子、内圈、保持架和防尘圈;b、在轴承外圈的外圆面浇铸聚氨酯层;c、车加工聚氨酯层的外表面;d、组装。本发明直接在轴承外圈的外圆面上浇铸聚氨酯层,节省原料,降低成本,省略铁芯或铝芯后,轴承的规格相应增大,轴承的承载力加大,延长了轴承的使用寿命。