
汽车后侧围总成焊接生产线及后侧围总成焊接方法.pdf

一只****写意

1/10
2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
汽车后侧围总成焊接生产线及后侧围总成焊接方法.pdf
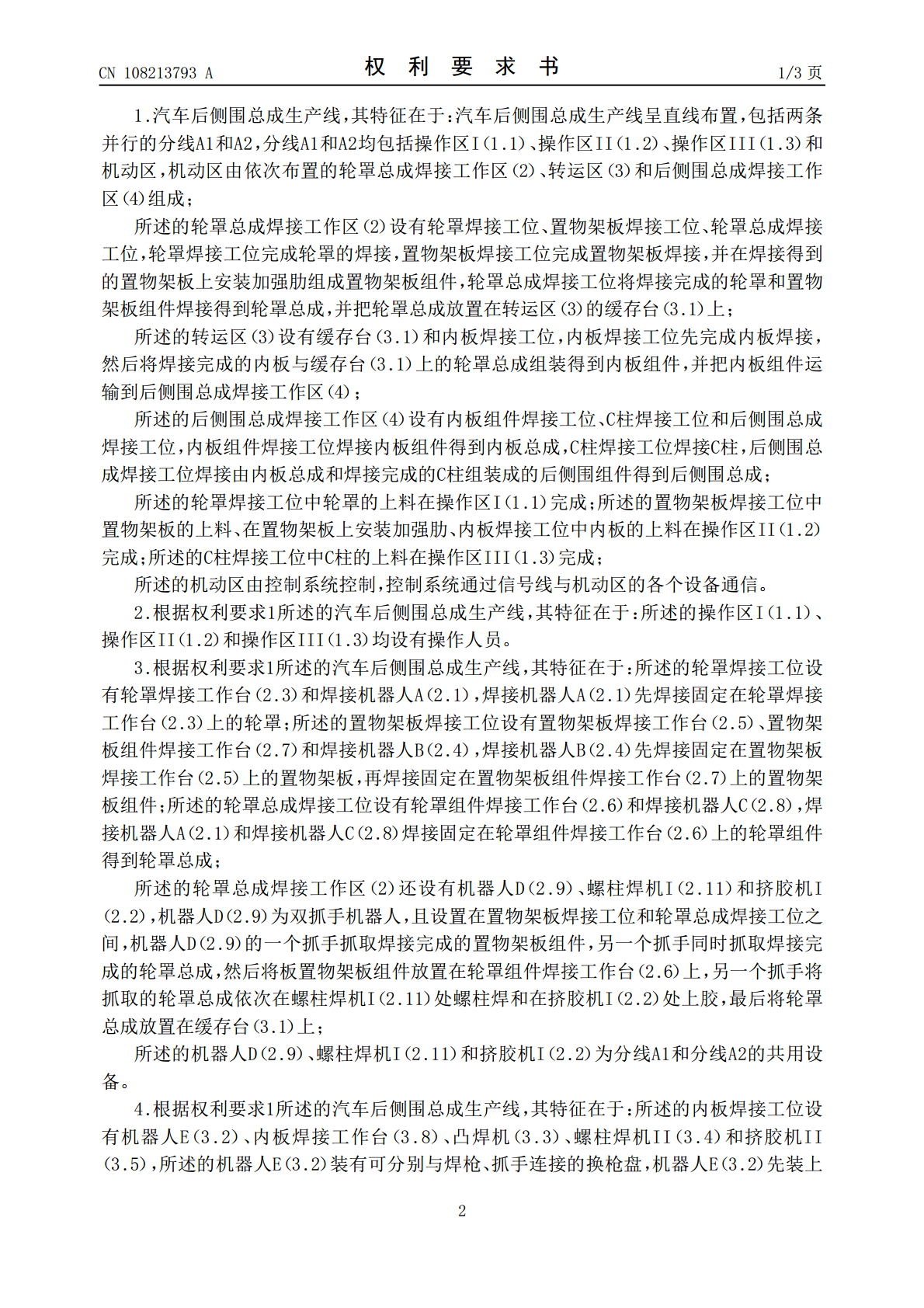
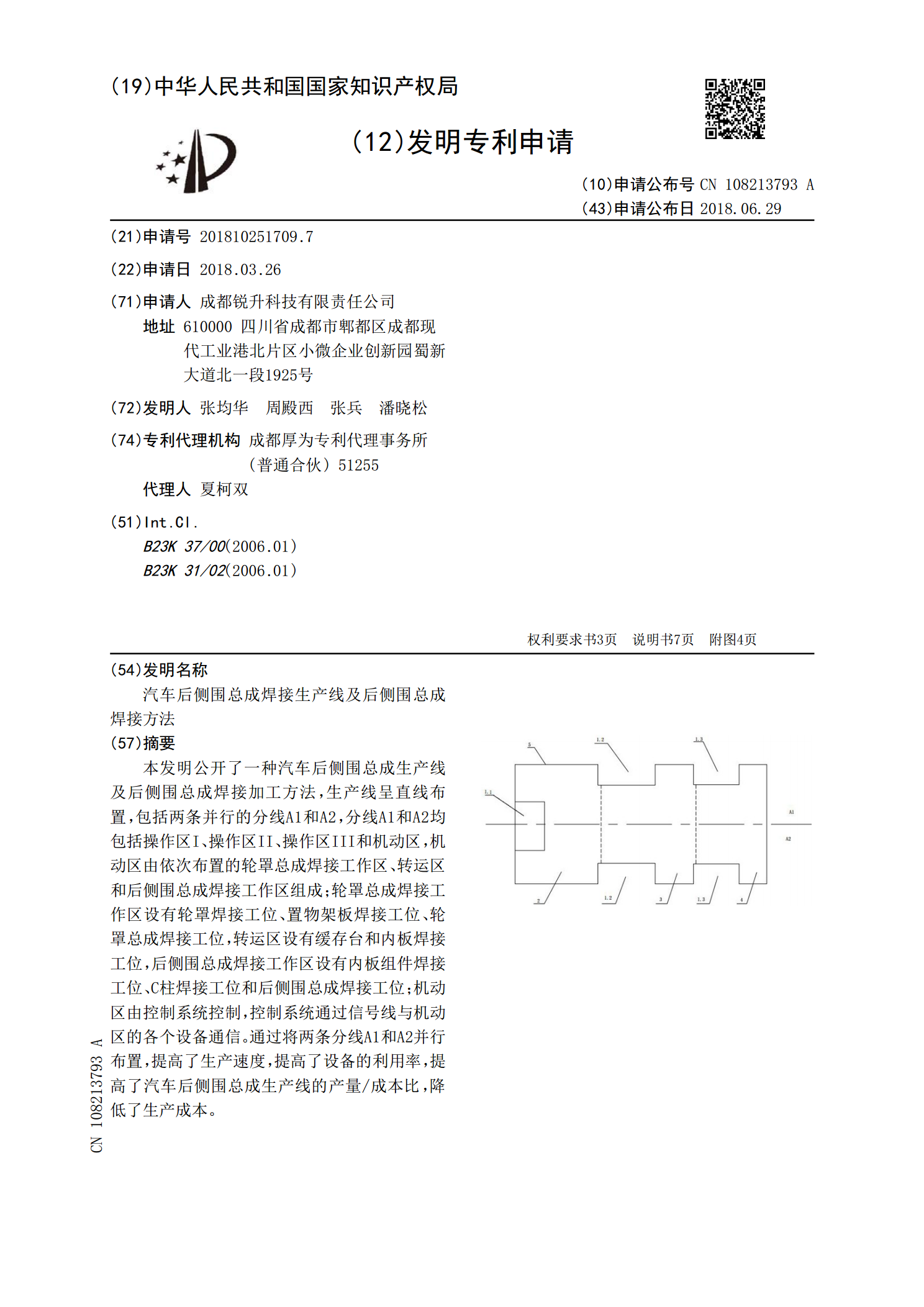
本发明公开了一种汽车后侧围总成生产线及后侧围总成焊接加工方法,生产线呈直线布置,包括两条并行的分线A1和A2,分线A1和A2均包括操作区I、操作区II、操作区III和机动区,机动区由依次布置的轮罩总成焊接工作区、转运区和后侧围总成焊接工作区组成;轮罩总成焊接工作区设有轮罩焊接工位、置物架板焊接工位、轮罩总成焊接工位,转运区设有缓存台和内板焊接工位,后侧围总成焊接工作区设有内板组件焊接工位、C柱焊接工位和后侧围总成焊接工位;机动区由控制系统控制,控制系统通过信号线与机动区的各个设备通信。通过将两条分线A1和

汽车后轮罩总成与后侧围总成以及后裙板总成的连接结构.pdf
本发明公开了一种汽车后轮罩总成与后侧围总成以及后裙板总成的连接结构,包括后轮罩总成、后侧围总成、后地板总成、以及后裙板总成,后轮罩总成与后侧围总成以及后地板总成焊接为一体,后裙板总成设在后地板总成的后端,后侧围总成包括D柱以及后侧围内板,后轮罩总成包括后轮罩外板和后轮罩内板,在后轮罩总成与后侧围内板和D柱间设有加强板,该加强板与后轮罩总成、后侧围内板以及D柱之间形成腔体结构;后地板总成上设有后角板,该后角板与后裙板总成以及后轮罩内板连接。该连接结构提高了背门框的刚度和强度,能有效分散和传递行驶时后轮罩总成
一种汽车后侧围总成结构.pdf
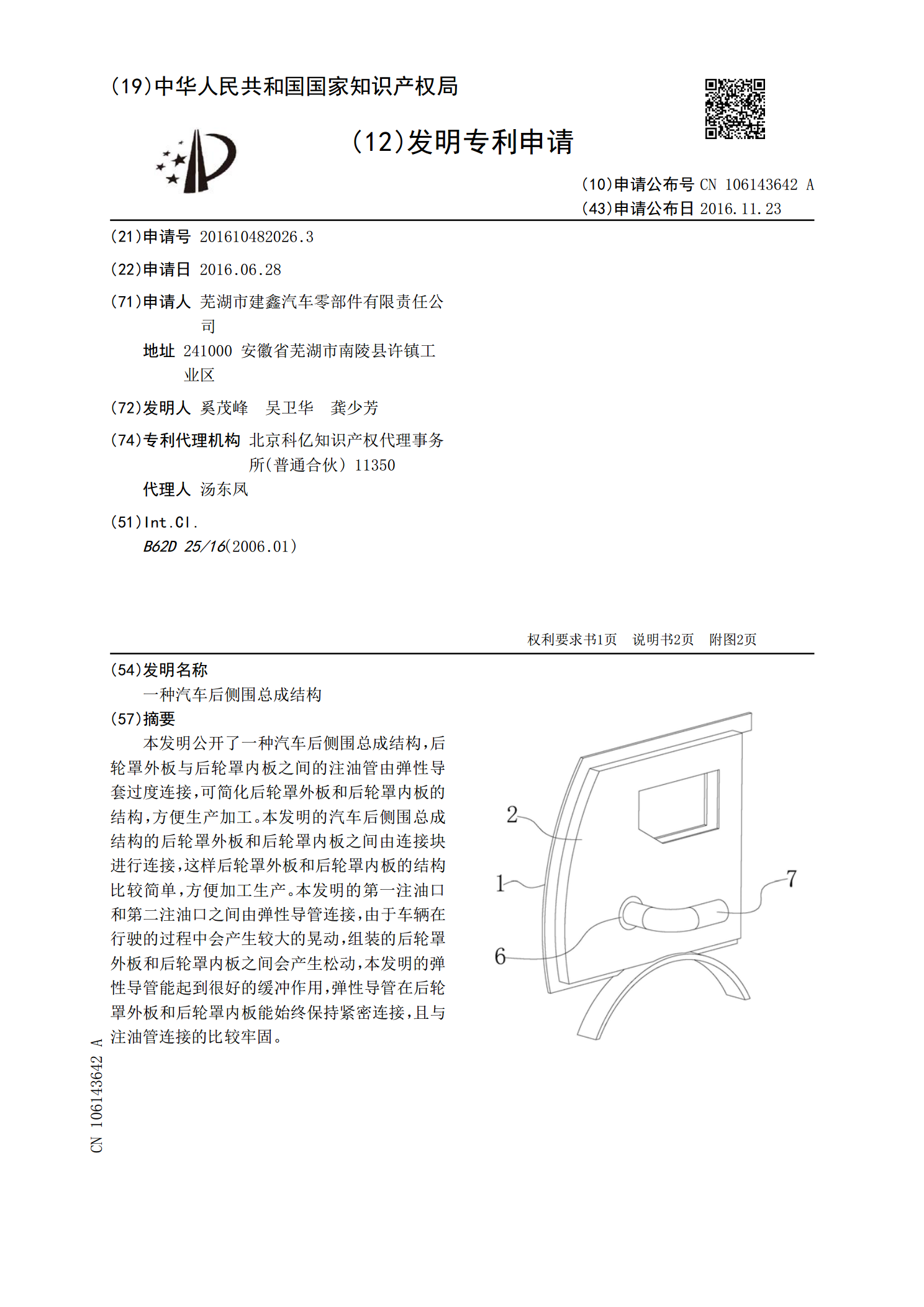
本发明公开了一种汽车后侧围总成结构,后轮罩外板与后轮罩内板之间的注油管由弹性导套过度连接,可简化后轮罩外板和后轮罩内板的结构,方便生产加工。本发明的汽车后侧围总成结构的后轮罩外板和后轮罩内板之间由连接块进行连接,这样后轮罩外板和后轮罩内板的结构比较简单,方便加工生产。本发明的第一注油口和第二注油口之间由弹性导管连接,由于车辆在行驶的过程中会产生较大的晃动,组装的后轮罩外板和后轮罩内板之间会产生松动,本发明的弹性导管能起到很好的缓冲作用,弹性导管在后轮罩外板和后轮罩内板能始终保持紧密连接,且与注油管连接的比
一种后侧围焊接总成及一种车身结构.pdf
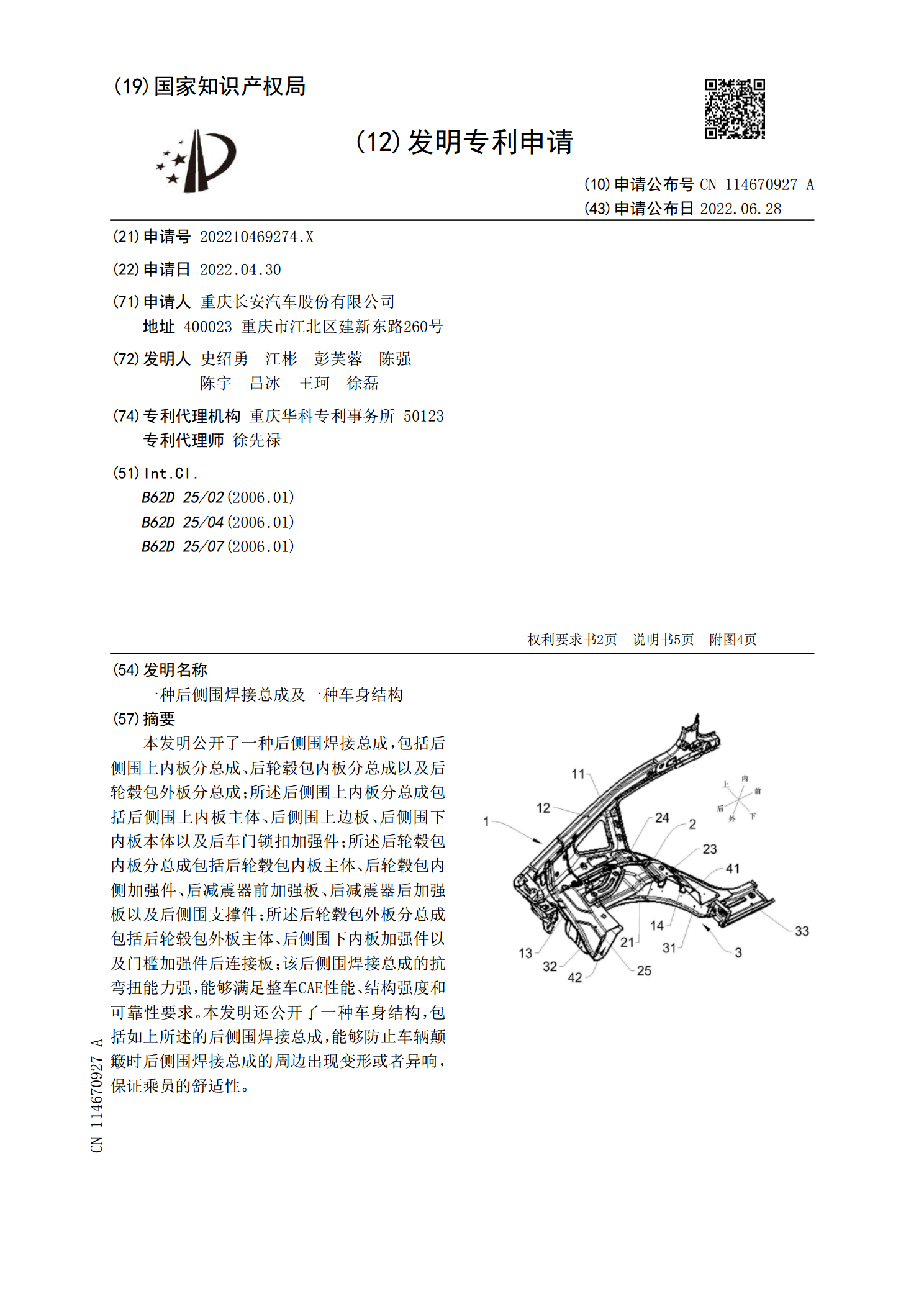
本发明公开了一种后侧围焊接总成,包括后侧围上内板分总成、后轮毂包内板分总成以及后轮毂包外板分总成;所述后侧围上内板分总成包括后侧围上内板主体、后侧围上边板、后侧围下内板本体以及后车门锁扣加强件;所述后轮毂包内板分总成包括后轮毂包内板主体、后轮毂包内侧加强件、后减震器前加强板、后减震器后加强板以及后侧围支撑件;所述后轮毂包外板分总成包括后轮毂包外板主体、后侧围下内板加强件以及门槛加强件后连接板;该后侧围焊接总成的抗弯扭能力强,能够满足整车CAE性能、结构强度和可靠性要求。本发明还公开了一种车身结构,包括如上
一种轻量化的汽车后侧围加强板总成及后侧围加强结构.pdf
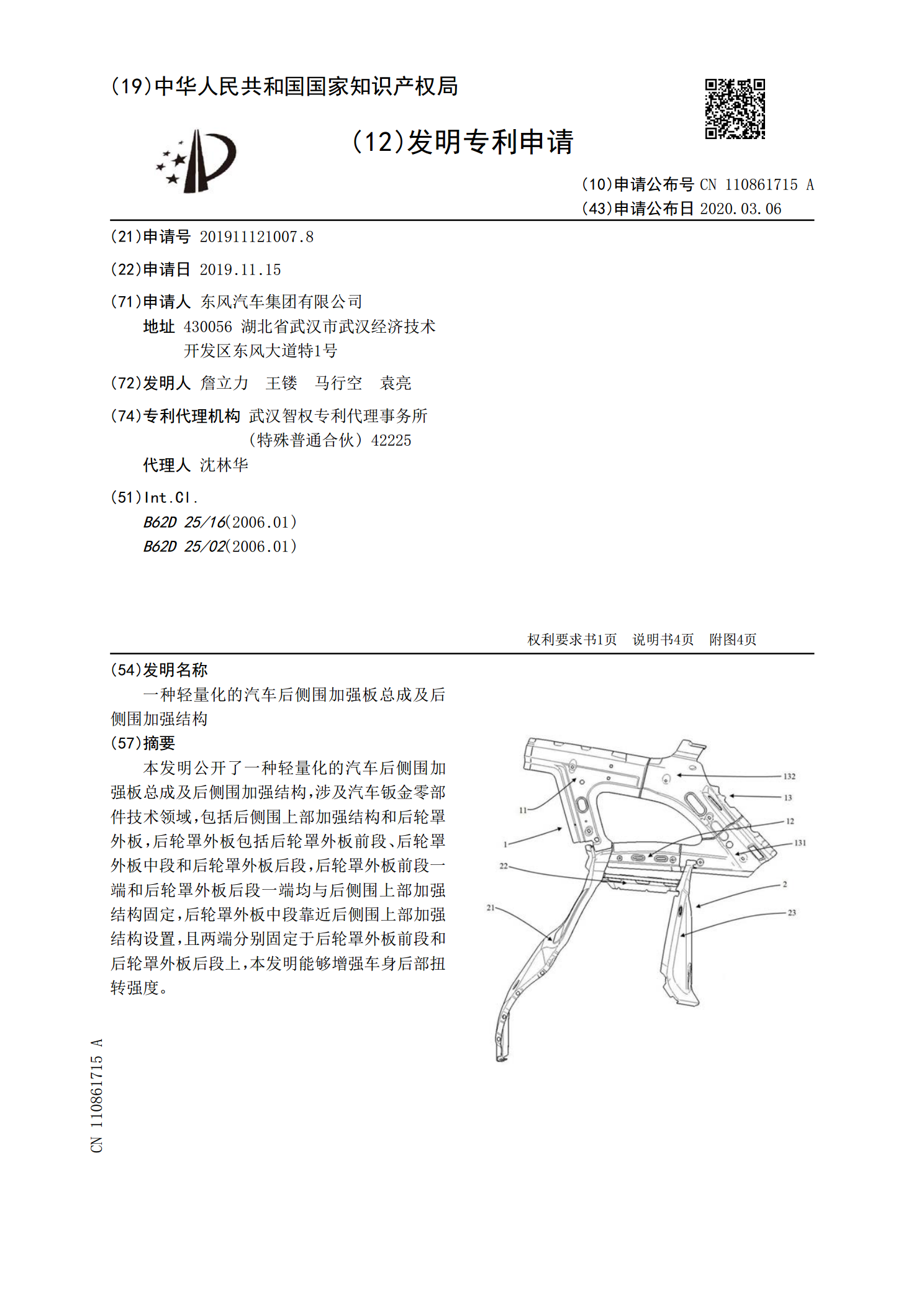
本发明公开了一种轻量化的汽车后侧围加强板总成及后侧围加强结构,涉及汽车钣金零部件技术领域,包括后侧围上部加强结构和后轮罩外板,后轮罩外板包括后轮罩外板前段、后轮罩外板中段和后轮罩外板后段,后轮罩外板前段一端和后轮罩外板后段一端均与后侧围上部加强结构固定,后轮罩外板中段靠近后侧围上部加强结构设置,且两端分别固定于后轮罩外板前段和后轮罩外板后段上,本发明能够增强车身后部扭转强度。