
用于制造涡轮机的壳体的方法.pdf

论文****酱吖


1/10

2/10

3/10

4/10

5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于制造涡轮机的壳体的方法.pdf
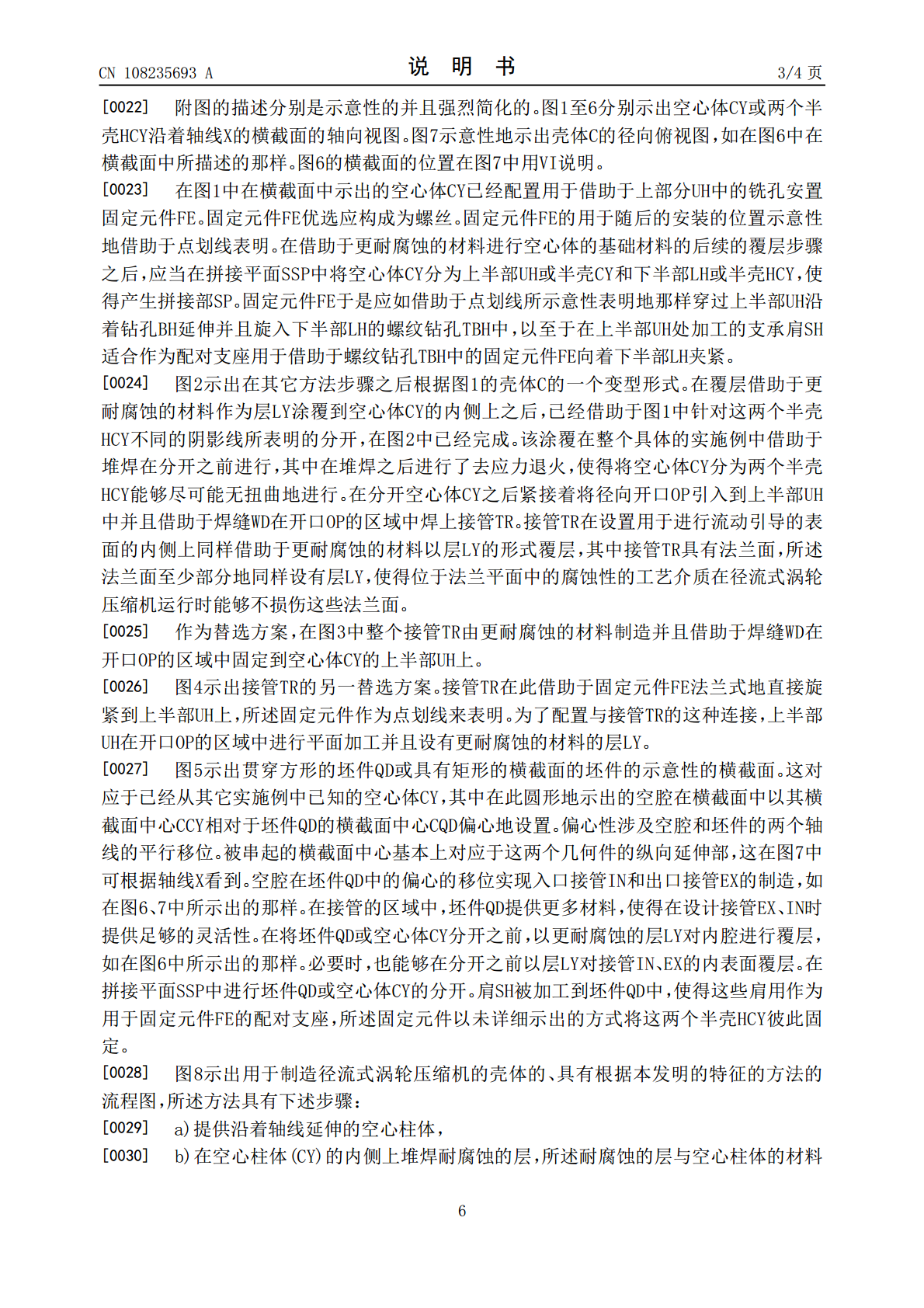
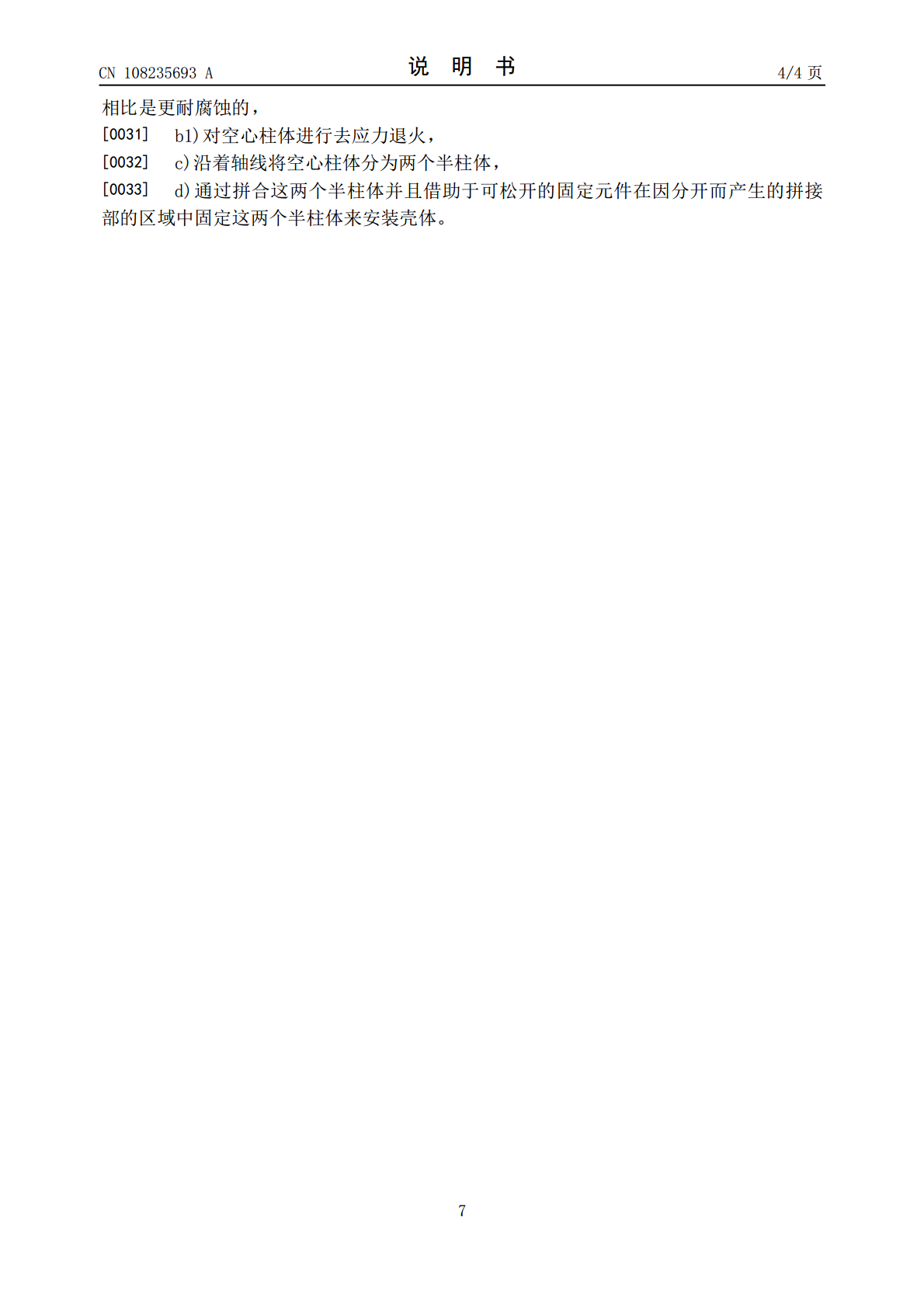
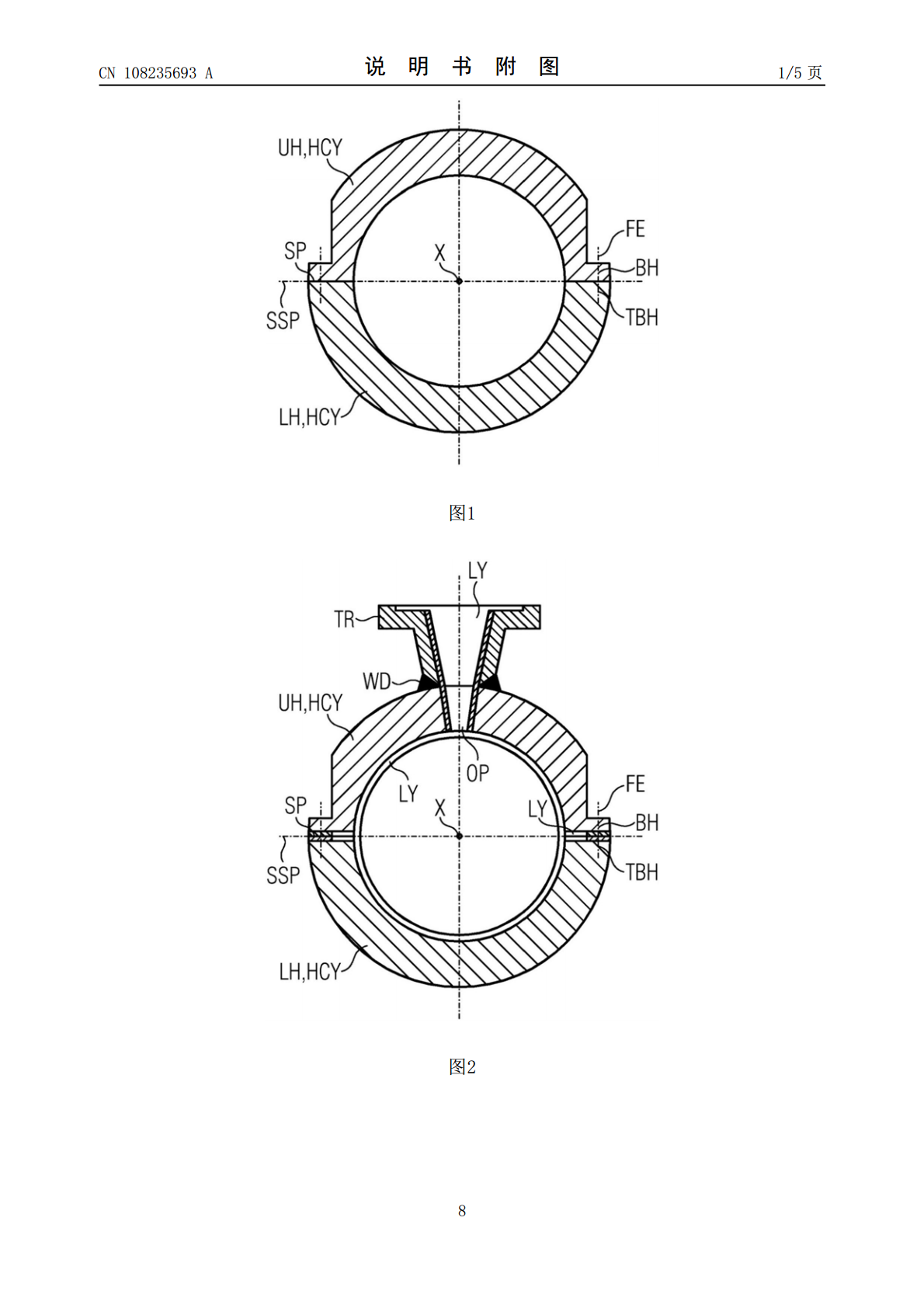
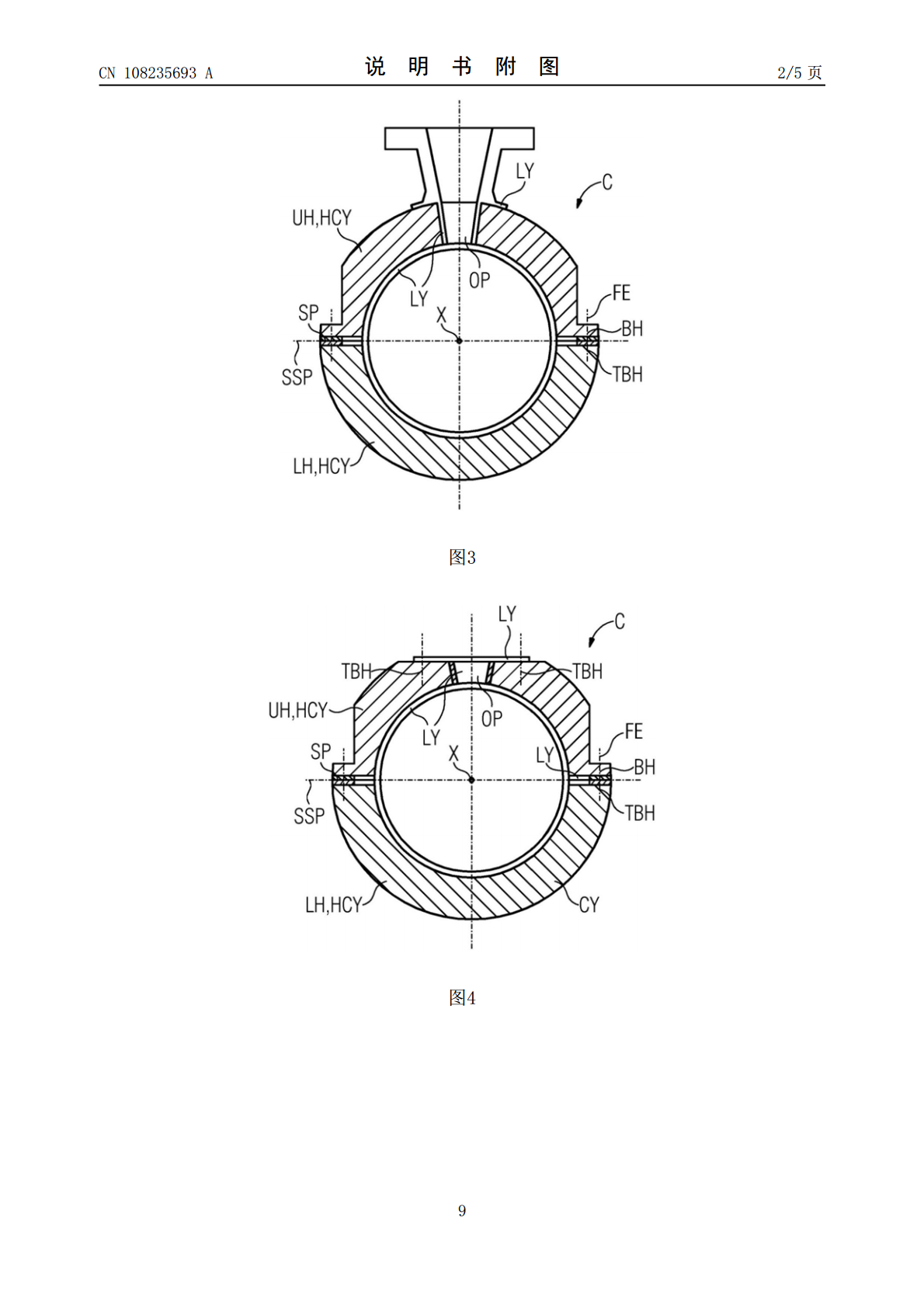
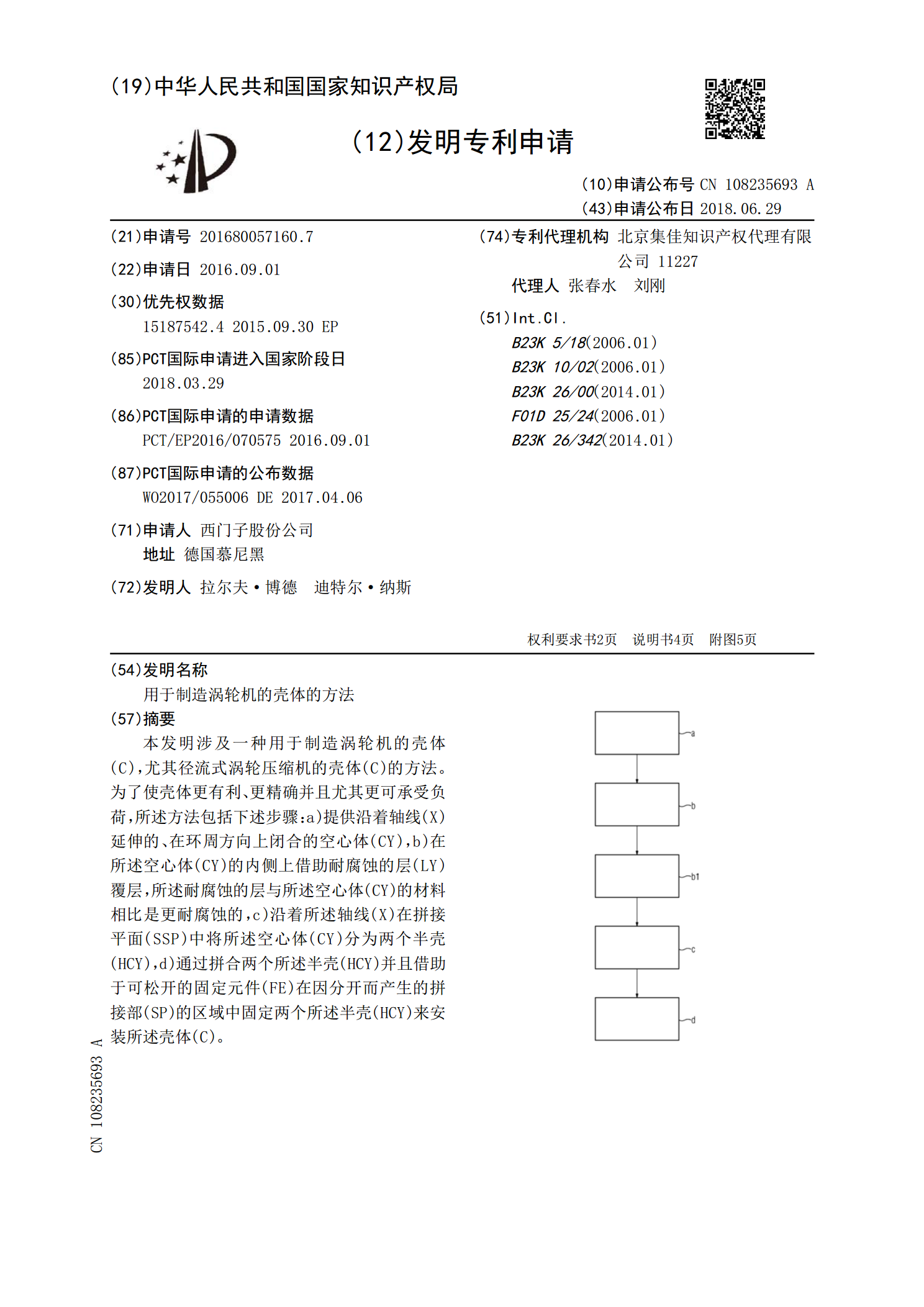
本发明涉及一种用于制造涡轮机的壳体(C),尤其径流式涡轮压缩机的壳体(C)的方法。为了使壳体更有利、更精确并且尤其更可承受负荷,所述方法包括下述步骤:a)提供沿着轴线(X)延伸的、在环周方向上闭合的空心体(CY),b)在所述空心体(CY)的内侧上借助耐腐蚀的层(LY)覆层,所述耐腐蚀的层与所述空心体(CY)的材料相比是更耐腐蚀的,c)沿着所述轴线(X)在拼接平面(SSP)中将所述空心体(CY)分为两个半壳(HCY),d)通过拼合两个所述半壳(HCY)并且借助于可松开的固定元件(FE)在因分开而产生的拼接部

用于涡轮机的壳体及其制造方法.pdf
本发明涉及一种用于涡轮机、尤其是蒸汽轮机(1)的壳体(3),其中壳体包括第一壳体部件(3a)、第二壳体部件(3b)和第三壳体部件(3c),其中这些壳体部件(3a、3b、3c)分别经由热压配合机构(11)相互连接。

用于制造装备涡轮机的环形壳体的方法.pdf
本发明涉及用于制造承载壳体(12)的方法,所述承载壳体设置有支撑至少一个可磨耗材料的筒部的环圈(18),所述可磨耗材料的筒部用于涡轮机,所述承载壳体(12)包括至少一个环形裸壳体(16)和一个蜂窝材料块体(12),所述材料块体包括外部面(22),所述外部面配置成被固定至所述环形裸壳体(16)的内部面(24),所述块体覆盖有薄层(26),其特征在于,所述方法包括下述相继的步骤:‑将所述块体(20)的外部面(22)固定至所述环形裸壳体(16)的内部面(24)的步骤,‑对所述块体(20)的内部面(32)的圆度进

制造用于风力涡轮机叶片壳体的模具的方法.pdf
描述了用于风力涡轮机叶片模具和风力涡轮机叶片模具塞的制造的系统和方法。所述方法包括将叶片模具几何形状(70)或塞几何形状划分成单独的几何切片或区段。单独的切片然后能够用来控制坯件元件(78)的切割,以形成单独的切割表面(82)。切割表面用来形成整合的风力涡轮机模具表面。

制造用于涡轮机压缩机的复合壳体的方法.pdf
本发明涉及一种制造用于涡轮机的弯曲复合壳体的方法,特别是用于飞机涡轮喷气发动机的低压压缩机。该方法包括以下步骤顺序:(a)通过在称为阴形形式的凹形形式上自动放置碳纤维来覆盖(100)预制件;(b)在称为阳形形式的凸形形式上铺设(102)玻璃纤维层;(c)将预制件转移(104)到凸形形式上,覆盖凸形形式上的玻璃纤维层。步骤(b)铺设(102)包括在凸形形式上铺设(118)金属条带和/或环氧树脂型材的阶段(α)和然后用玻璃纤维层覆盖(120)金属条带的阶段(β)。