
一种空心链的全自动铆接设备.pdf

一条****88

1/5
2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种空心链的全自动铆接设备.pdf
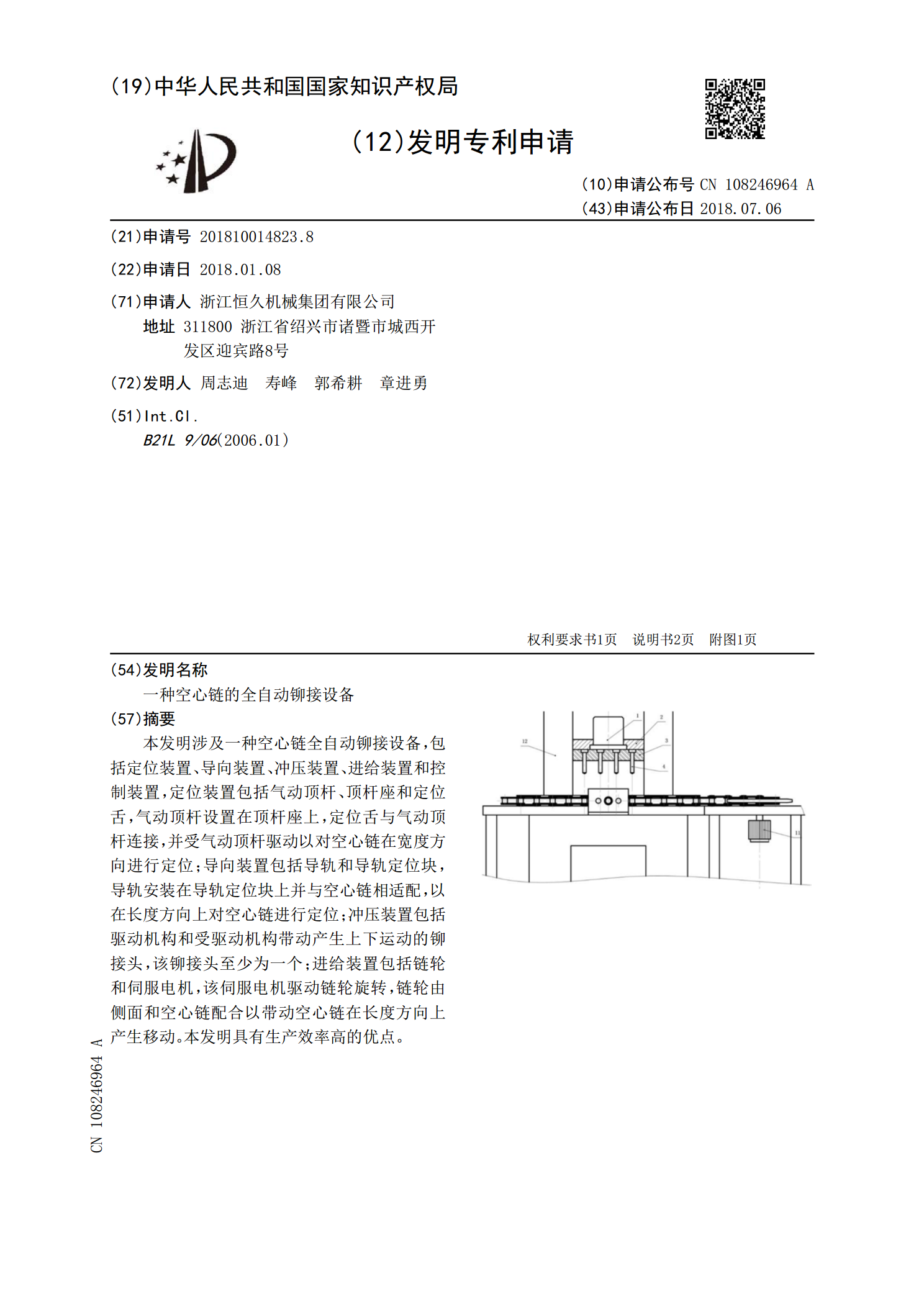
本发明涉及一种空心链全自动铆接设备,包括定位装置、导向装置、冲压装置、进给装置和控制装置,定位装置包括气动顶杆、顶杆座和定位舌,气动顶杆设置在顶杆座上,定位舌与气动顶杆连接,并受气动顶杆驱动以对空心链在宽度方向进行定位;导向装置包括导轨和导轨定位块,导轨安装在导轨定位块上并与空心链相适配,以在长度方向上对空心链进行定位;冲压装置包括驱动机构和受驱动机构带动产生上下运动的铆接头,该铆接头至少为一个;进给装置包括链轮和伺服电机,该伺服电机驱动链轮旋转,链轮由侧面和空心链配合以带动空心链在长度方向上产生移动。本

一种全自动铆接机.pdf
本申请涉及一种全自动铆接机,其包括工作台,工作台两侧均设置有送料振动盘,送料振动盘的出料端连接有送料轨,送料轨远离送料振动盘的一端设置支撑板,送料轨远离送料振动盘的一端固定安装于支撑板的远离工作台的一侧,支撑板竖直安装于工作台,支撑板靠近送料振动盘的一侧固定安装有第一电机,支撑板远离送料振动盘的一侧设置有两个储料轨,储料轨靠近送料轨的一端固定安装有支撑杆,支撑杆转动套设有第一套筒,第一套筒的周侧壁与第一电机的旋转轴之间固定安装有连接杆,连接杆和支撑板之间安装有限位机构,限位机构用于保持储料轨的开口朝向上方

一种全自动钢带下料铆接制环设备.pdf
本发明公开了一种全自动钢带下料铆接制环设备,包括轴线均水平同向设置的活动上滚轮、活动下滚轮、固定左滚轮和固定右滚轮,以及可以竖直直线上下运动的竖直安装块、活动成形模和冲压上模;所述活动上滚轮和所述活动下滚轮均固设于所述竖直安装块上且所述活动上滚轮位于所述活动下滚轮的上方;所述活动成形模包括中部托块、左弧形挡块和右弧形挡块,所述左、右弧形挡块分别设置于所述中部托块的两侧,所述左、右弧形挡块均设置有成形弧面,所述左、右弧形挡块的成形弧面共同构成一个直边水平的半圆形结构;所述左弧形挡块位于所述固定左滚轮的上方,

一种挂轮全自动铆接装置.pdf
本发明公开了一种挂轮全自动铆接装置,属于挂轮生产设备领域,解决了现有挂轮铆接用的设备人工上料生产效率低的问题,其技术方案要点是,包括机架以及设置于机架上的主控终端、转动连接于机架上的机构分度盘以及围设于机构分度盘圆周方向上的铆接轴上料机构、挂轮上料机构、悬锚机构、次品下料机构、成品下料机构,所述主控终端与各机构部件电连接,本发明的一种挂轮全自动铆接装置,通过设置机构分度盘以及围设于机构分度盘的各机构以实现挂轮的全自动铆接,实现了挂轮的全自动铆接,提高了生产效率。

一种全自动冲压铆接系统及其工作过程.pdf
本发明公开了一种全自动冲压铆接系统,包括冲床、模具、送料机、成品出料输送带、铆钉输送装置、定位弹射装置和控制中心;冲床为自动冲床,设有电子凸轮,模具为冲压连续模,包括上模和下模;铆钉通过铆钉输送装置输送至相应的气力弹射枪中。该全自动冲压铆接系统工作时,送料机将待加工的料带送至冲床上的模具内,在冲压连续模上冲出用于铆接孔和其余孔之后,将若干个铆钉用气力弹射枪送入到对应的铆接孔中,再用冲床的冲压力完成铆接,等料带上完成所有冲切、铆接、折弯工序之后,产品被裁切下来,滑落到成品出料输送带上,被送出冲床。该全自动冲