
一种挂轮全自动铆接装置.pdf

书生****文章

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种挂轮全自动铆接装置.pdf
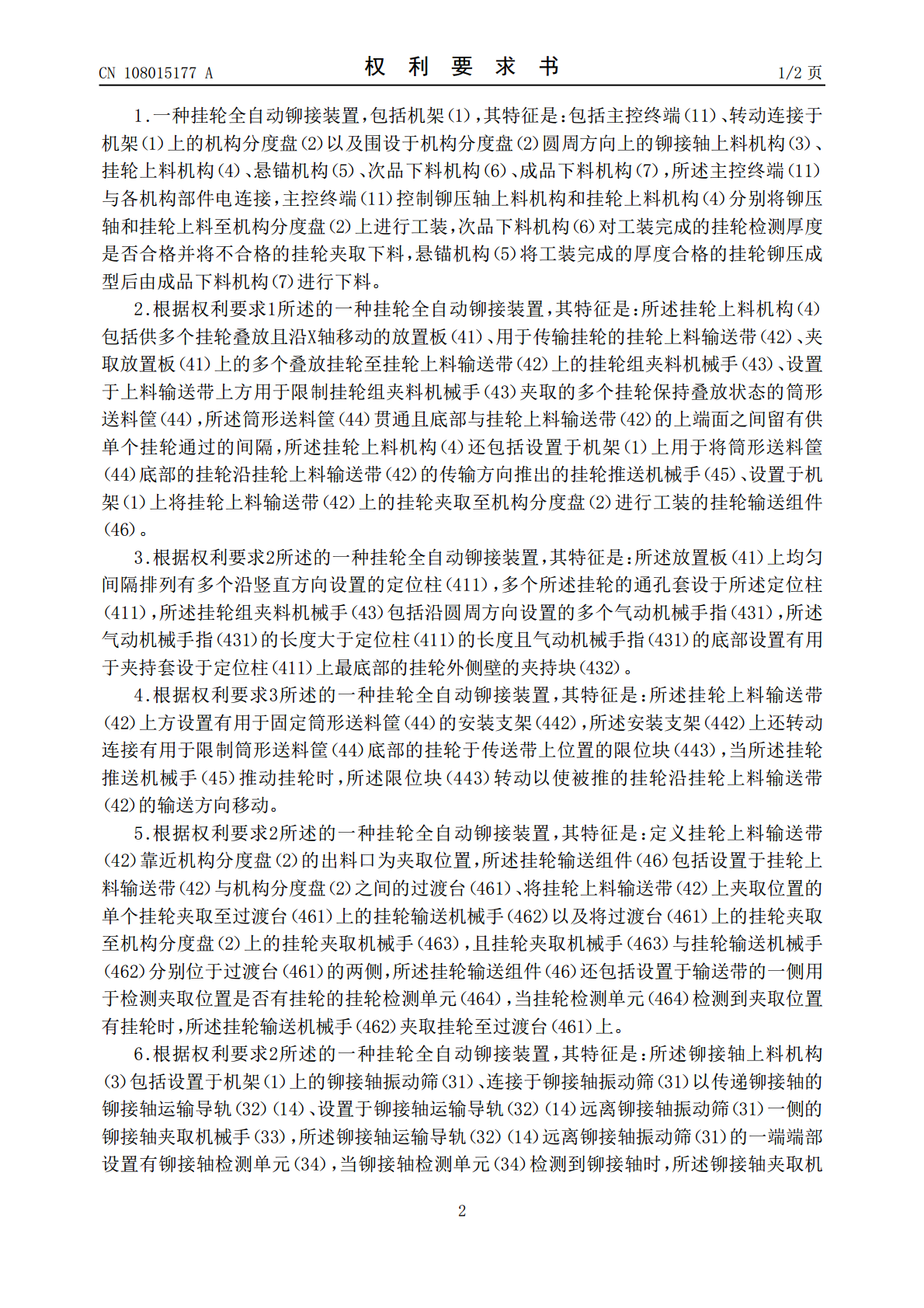
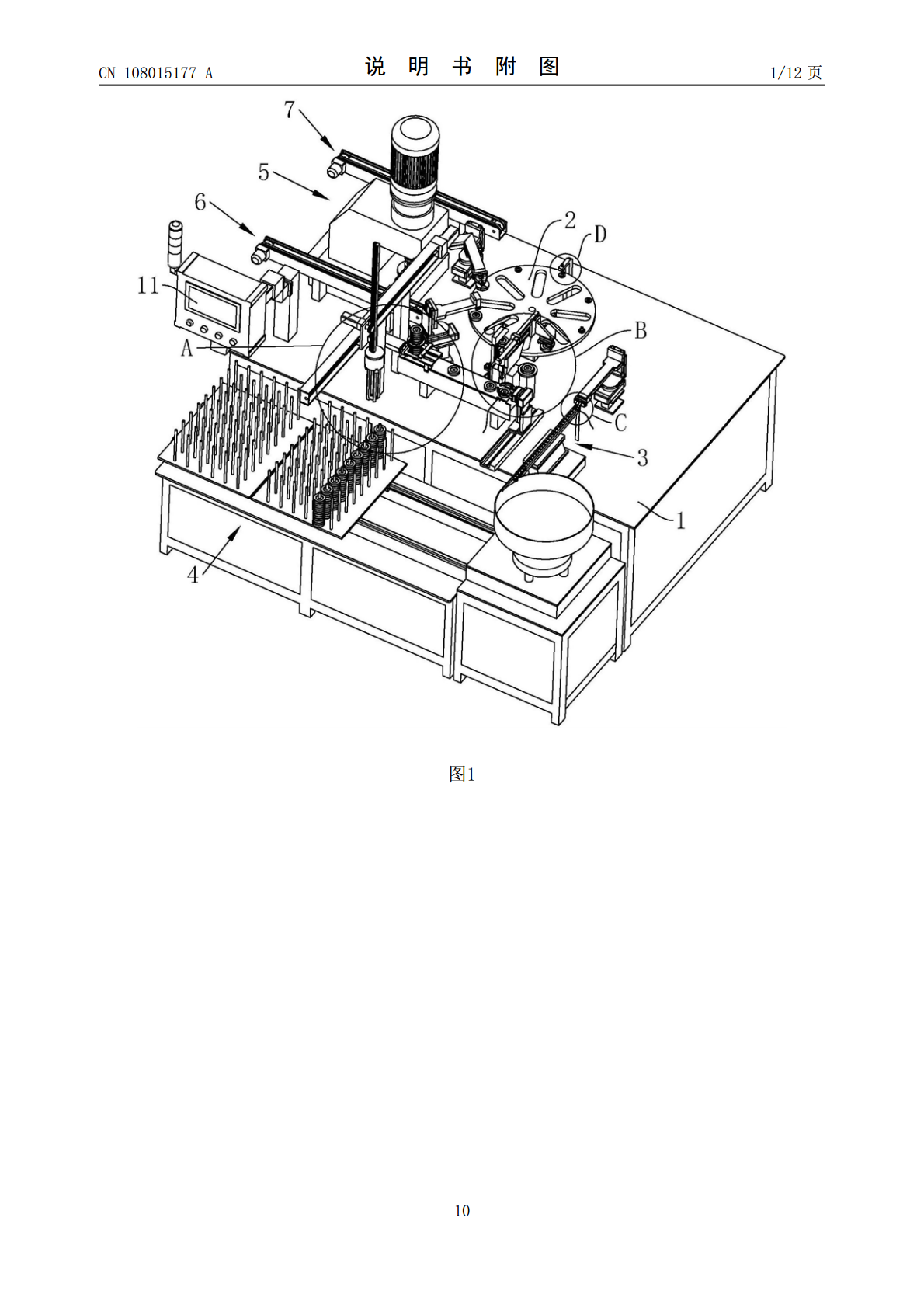
本发明公开了一种挂轮全自动铆接装置,属于挂轮生产设备领域,解决了现有挂轮铆接用的设备人工上料生产效率低的问题,其技术方案要点是,包括机架以及设置于机架上的主控终端、转动连接于机架上的机构分度盘以及围设于机构分度盘圆周方向上的铆接轴上料机构、挂轮上料机构、悬锚机构、次品下料机构、成品下料机构,所述主控终端与各机构部件电连接,本发明的一种挂轮全自动铆接装置,通过设置机构分度盘以及围设于机构分度盘的各机构以实现挂轮的全自动铆接,实现了挂轮的全自动铆接,提高了生产效率。
一种角轮铆接装置.pdf
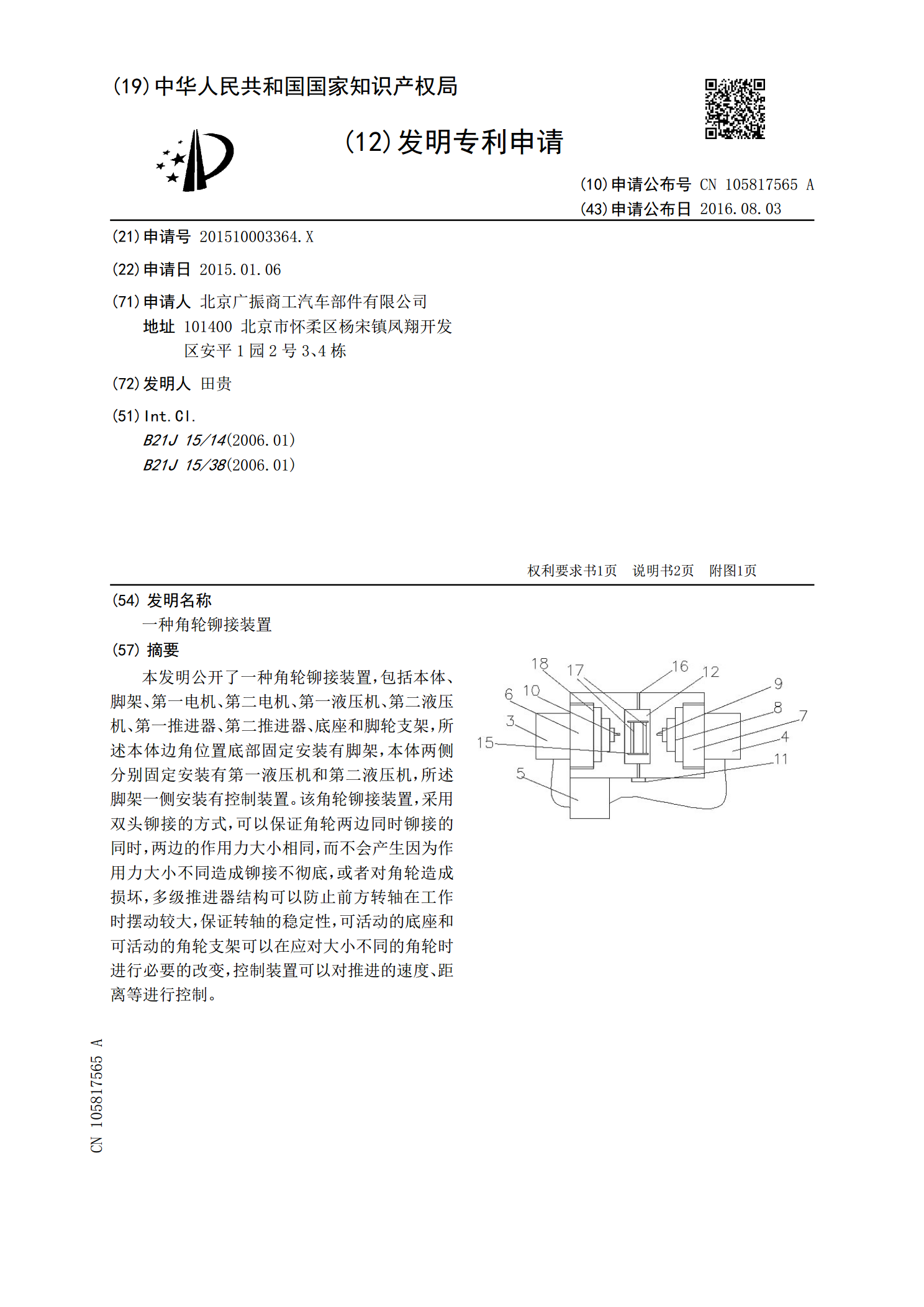
本发明公开了一种角轮铆接装置,包括本体、脚架、第一电机、第二电机、第一液压机、第二液压机、第一推进器、第二推进器、底座和脚轮支架,所述本体边角位置底部固定安装有脚架,本体两侧分别固定安装有第一液压机和第二液压机,所述脚架一侧安装有控制装置。该角轮铆接装置,采用双头铆接的方式,可以保证角轮两边同时铆接的同时,两边的作用力大小相同,而不会产生因为作用力大小不同造成铆接不彻底,或者对角轮造成损坏,多级推进器结构可以防止前方转轴在工作时摆动较大,保证转轴的稳定性,可活动的底座和可活动的角轮支架可以在应对大小不同的

一种电镀件全自动上挂装置.pdf
本实用新型涉及自动化设备领域,具体为一种电镀件全自动上挂装置,所述装置包括挂具固定机构、上挂机械手和上料排序模块,所述挂具固定机构的正前方设有上挂机械手,所述上挂机械手的侧面设有上料排序模块,本实用新型通过挂具固定机构固定挂具,由上挂机械手将挂杆取下到上料排序模块进行挂设,最后通过上料排序模块上设有视觉相机模块对挂杆上的挂枝进行识别定位后,将电镀件挂设在挂枝上,再有上挂机械手安装挂杆回挂具上,从而实现电镀件的自动上挂,减少人力成本,提高效率。

一种全自动铆接机.pdf
本申请涉及一种全自动铆接机,其包括工作台,工作台两侧均设置有送料振动盘,送料振动盘的出料端连接有送料轨,送料轨远离送料振动盘的一端设置支撑板,送料轨远离送料振动盘的一端固定安装于支撑板的远离工作台的一侧,支撑板竖直安装于工作台,支撑板靠近送料振动盘的一侧固定安装有第一电机,支撑板远离送料振动盘的一侧设置有两个储料轨,储料轨靠近送料轨的一端固定安装有支撑杆,支撑杆转动套设有第一套筒,第一套筒的周侧壁与第一电机的旋转轴之间固定安装有连接杆,连接杆和支撑板之间安装有限位机构,限位机构用于保持储料轨的开口朝向上方
一种汽车车顶行李架底座全自动铆接方法及装置.pdf
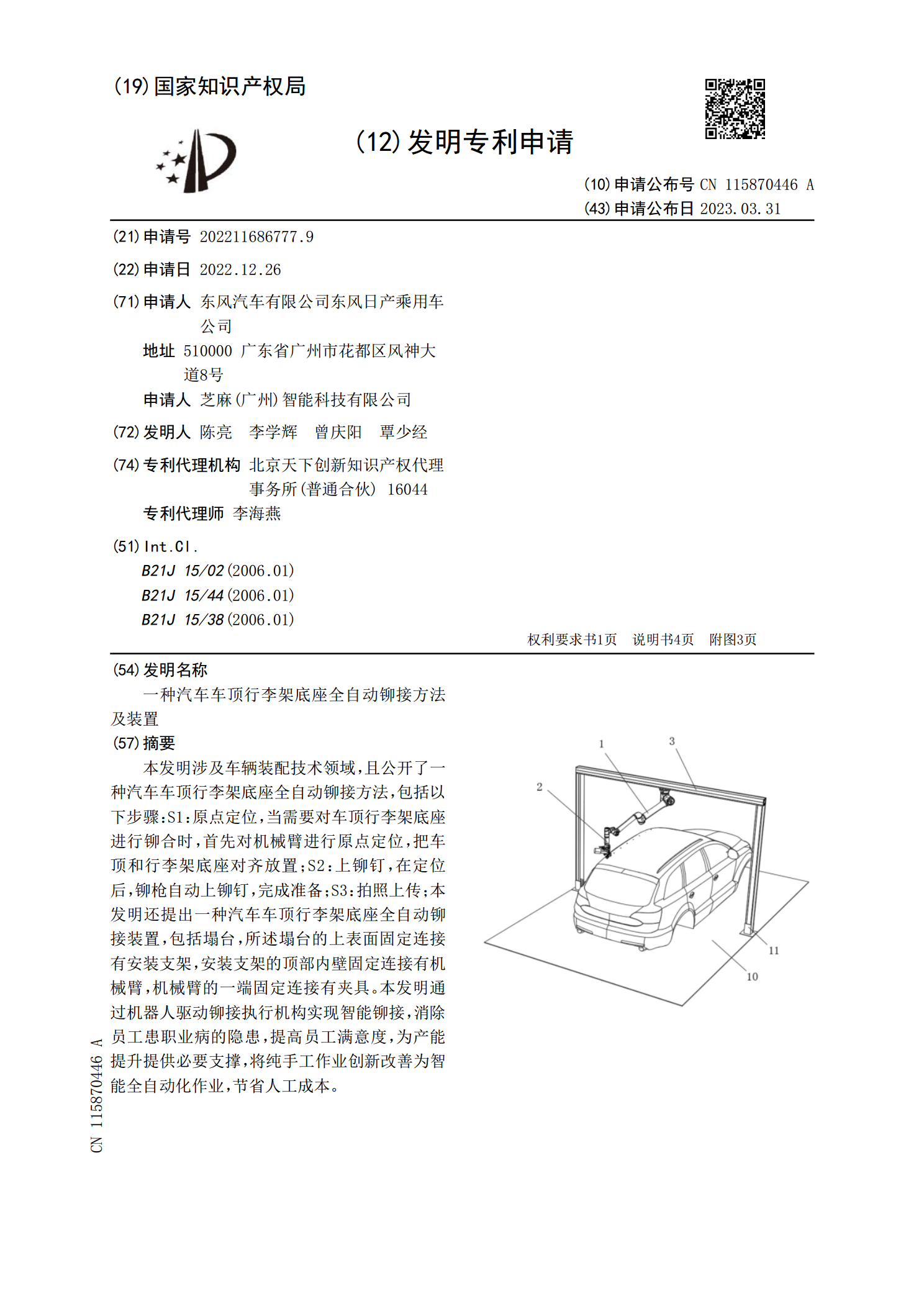
本发明涉及车辆装配技术领域,且公开了一种汽车车顶行李架底座全自动铆接方法,包括以下步骤:S1:原点定位,当需要对车顶行李架底座进行铆合时,首先对机械臂进行原点定位,把车顶和行李架底座对齐放置;S2:上铆钉,在定位后,铆枪自动上铆钉,完成准备;S3:拍照上传;本发明还提出一种汽车车顶行李架底座全自动铆接装置,包括塌台,所述塌台的上表面固定连接有安装支架,安装支架的顶部内壁固定连接有机械臂,机械臂的一端固定连接有夹具。本发明通过机器人驱动铆接执行机构实现智能铆接,消除员工患职业病的隐患,提高员工满意度,为产能