
用于谐波减速机柔轮滚齿加工的卡具及滚齿机.pdf

是你****噩呀

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用于谐波减速机柔轮滚齿加工的卡具及滚齿机.pdf
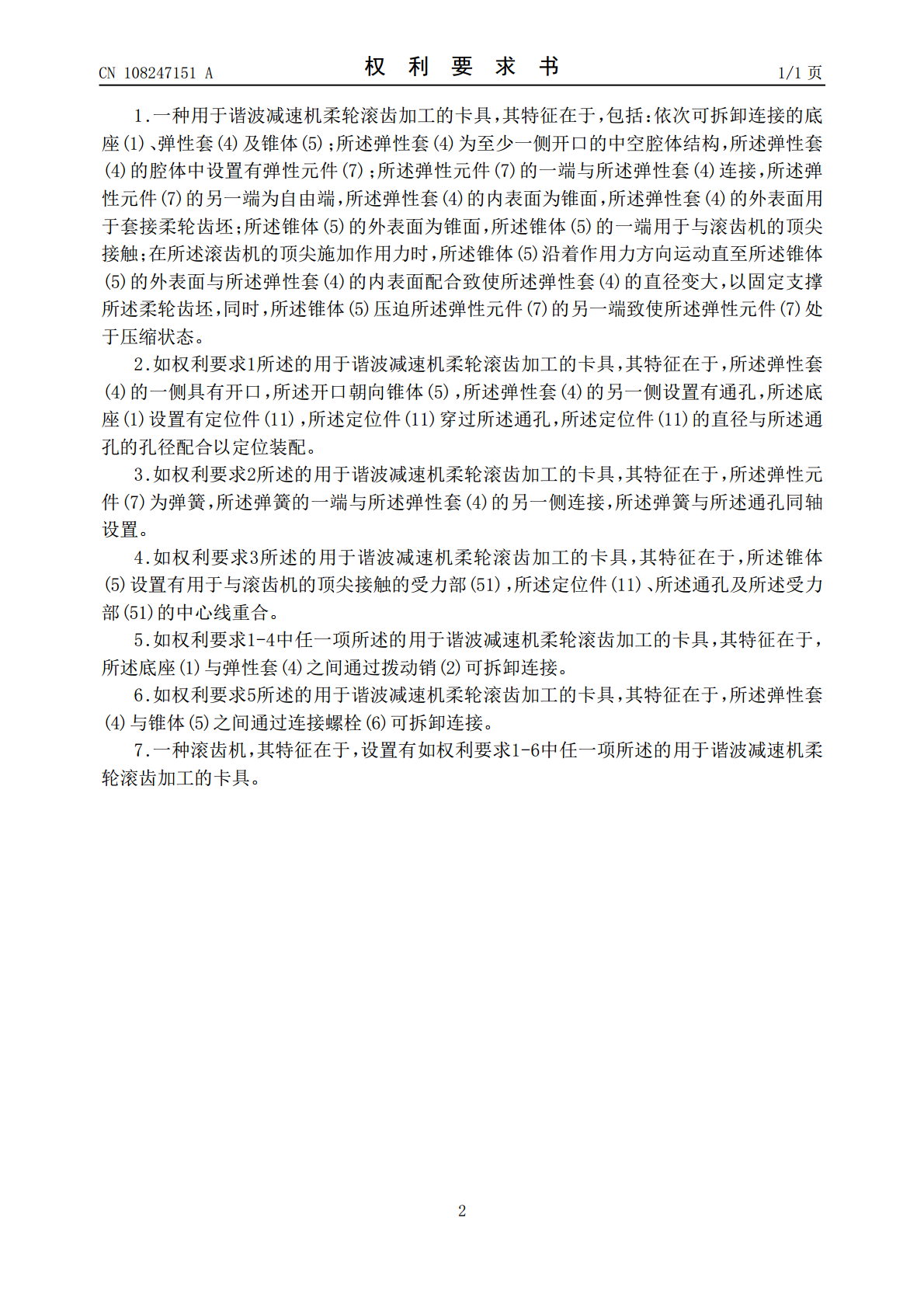
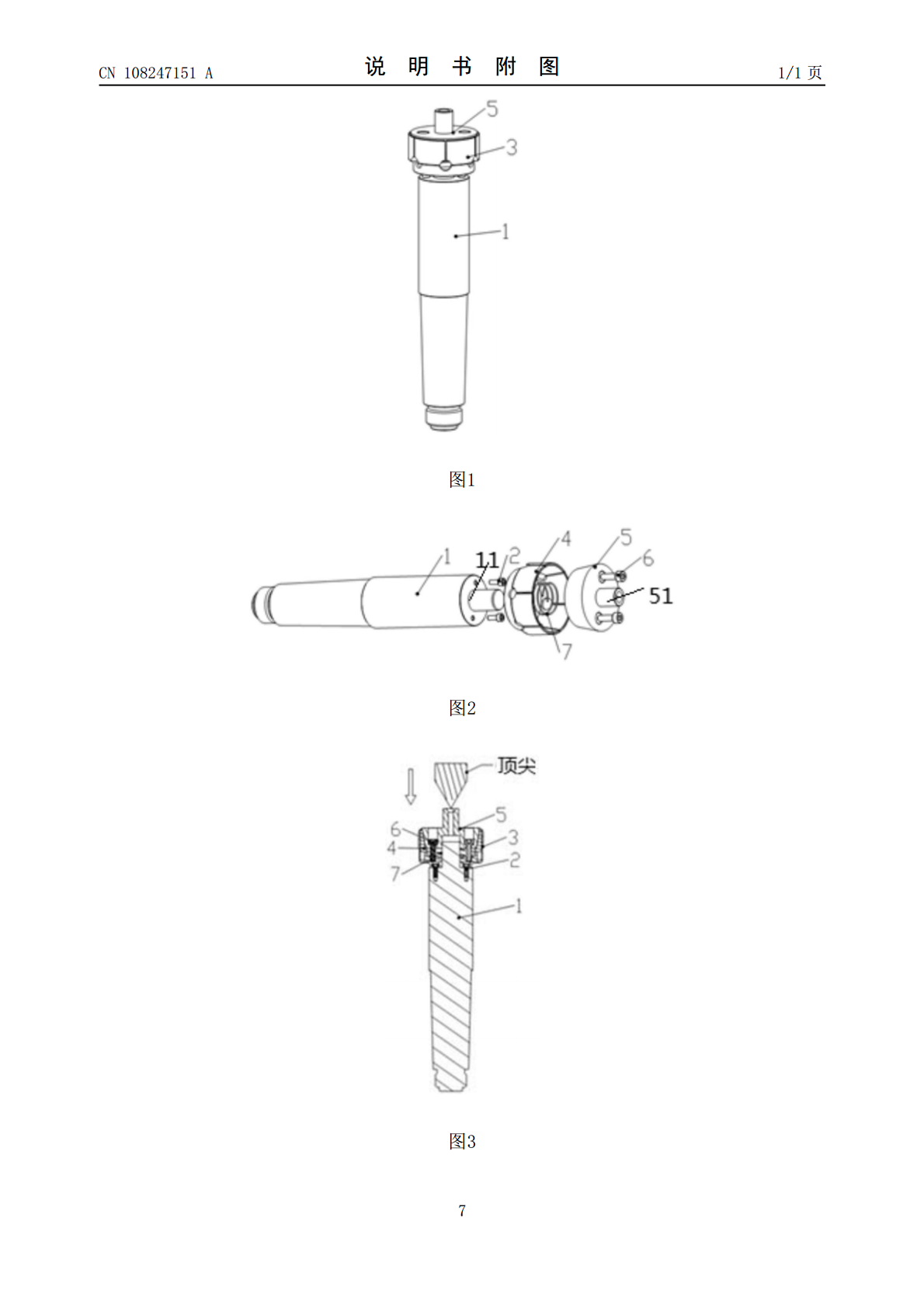
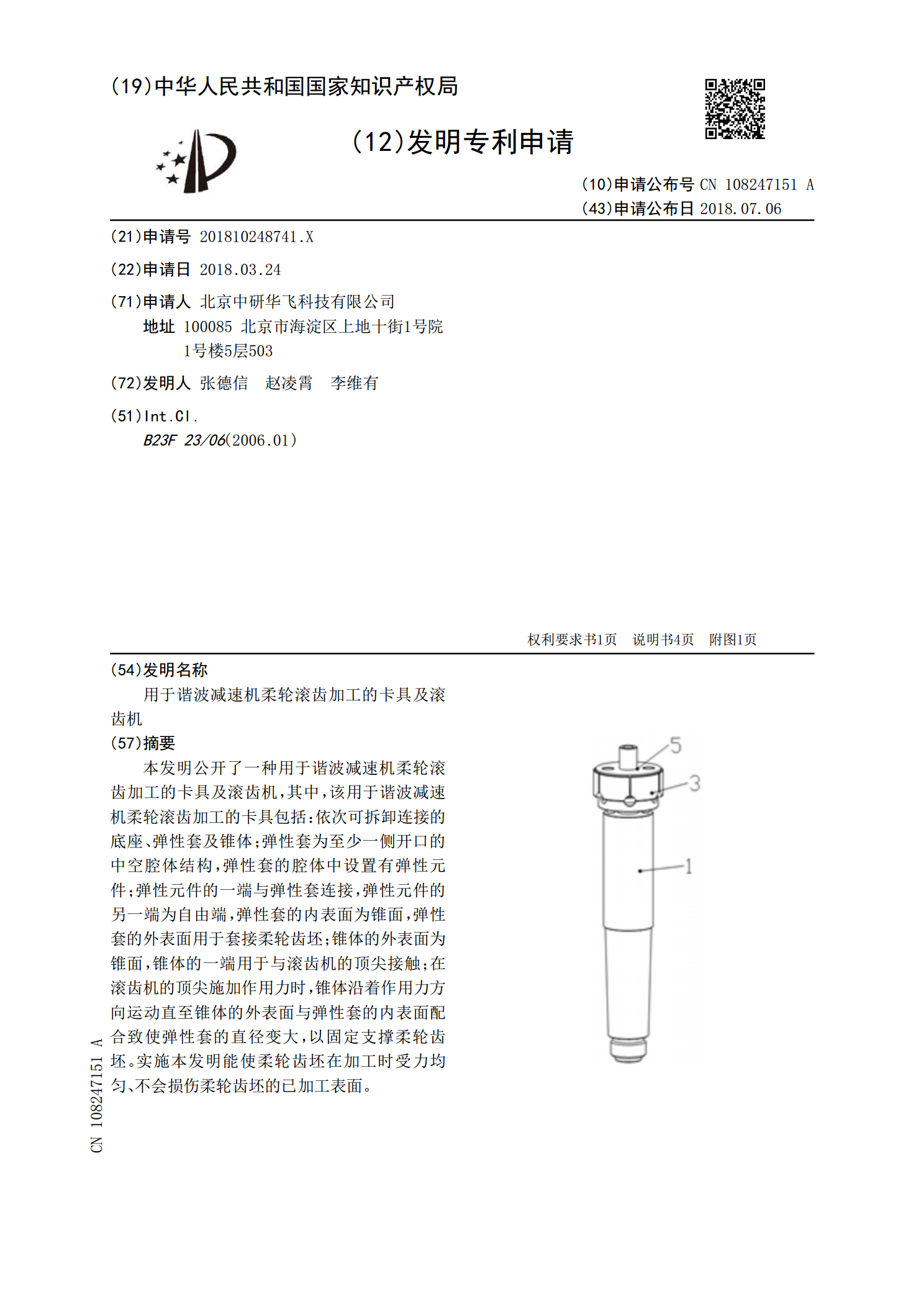
本发明公开了一种用于谐波减速机柔轮滚齿加工的卡具及滚齿机,其中,该用于谐波减速机柔轮滚齿加工的卡具包括:依次可拆卸连接的底座、弹性套及锥体;弹性套为至少一侧开口的中空腔体结构,弹性套的腔体中设置有弹性元件;弹性元件的一端与弹性套连接,弹性元件的另一端为自由端,弹性套的内表面为锥面,弹性套的外表面用于套接柔轮齿坯;锥体的外表面为锥面,锥体的一端用于与滚齿机的顶尖接触;在滚齿机的顶尖施加作用力时,锥体沿着作用力方向运动直至锥体的外表面与弹性套的内表面配合致使弹性套的直径变大,以固定支撑柔轮齿坯。实施本发明能使

用于谐波减速机刚轮插齿加工的卡具及机床.pdf
本发明公开了一种用于谐波减速机刚轮插齿加工的卡具及机床,其中,该卡具包括:拉杆、支撑部、连接部、套件及弹性伸缩部;支撑部用于安装在机床的回转平台上,支撑部具有中空腔体结构,拉杆及连接部位于支撑部的腔体中;拉杆的一端用于与机床的液压油缸连接,另一端通过连接部与弹性伸缩部连接;套件安装在支撑部远离拉杆的一端;弹性伸缩部至少部分容置于套件中,弹性伸缩部用于卡接刚轮齿坯,弹性伸缩部的外表面与套件的一端的内表面为相互配合的锥形面,致使在液压油缸通过拉杆带动弹性伸缩部运动时,弹性伸缩部与套件的锥形面配合以卡紧或松开刚

用于谐波减速机的柔轮的加工方法、柔轮及谐波减速机.pdf
本发明公开了一种用于谐波减速机的柔轮的加工方法、柔轮及谐波减速机,涉及谐波减速机技术领域,其中加工方法包括下料、第一次热处理、锻打、第二次热处理、冲压、旋压、精车和滚齿。本发明通过两次热处理工艺,有利于加工材料晶粒的细化和均匀化,提高了加工材料的力学性能;再通过冲压和旋压成型工序加工出柔轮的筒部,未破坏加工材料的流线分布,提高了柔轮的筒部的强度,而且加工材料的利用率高、生产成本低、生产效率高;最后通过精车加工出柔轮的杯底部,并通过滚齿加工出柔轮的齿部,使得加工而成的柔轮的内孔和齿部的抗磨损性能好、承载能力

谐波减速器柔轮的滚齿工装.pdf
本发明公开了一种谐波减速器柔轮的滚齿工装,包括安装在滚齿机上的液压膨胀工装,所述液压膨胀工装的前部具有膨胀部,所述膨胀部上套设有谐波减速器柔轮,所述液压膨胀工装通入液压油使膨胀部胀紧谐波减速器柔轮,所述谐波减速器柔轮上方设有滚齿刀,所述滚齿刀的滚齿部位于谐波减速器柔轮上方并且进行滚齿。通过上述方式,本发明谐波减速器柔轮的滚齿工装,能够提高滚齿精度,定位效果好,结构简单,使用方便。

一种用于谐波减速机的柔轮及其加工工艺.pdf
本发明公开了一种用于谐波减速机的柔轮加工工艺,所述柔轮加工工艺过程包括:步骤一、下料准备;步骤二、分段加热:将步骤一中所述棒料放至加热炉中进行分段加热;步骤三、镦拔模锻:步骤四、锻后处理。本发明还提供了一种根据所述柔轮加工工艺制作出的柔轮。本发明采用特殊的锻打工艺,将棒料在加热炉中分段加热后多次镦拔模锻,使得棒料逐步稳定升温,不易产生裂纹等缺陷,通过本发明提供的加工工艺制作出柔轮,其锻料粒状贝氏体和条状铁素体晶粒度可达七级,有效提升柔轮的强度,进而提高柔轮的使用寿命。