
磨削加工装置以及磨削加工方法.pdf

曾琪****是我


1/10
2/10

3/10

4/10
5/10

6/10
7/10

8/10

9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
磨削加工装置以及磨削加工方法.pdf
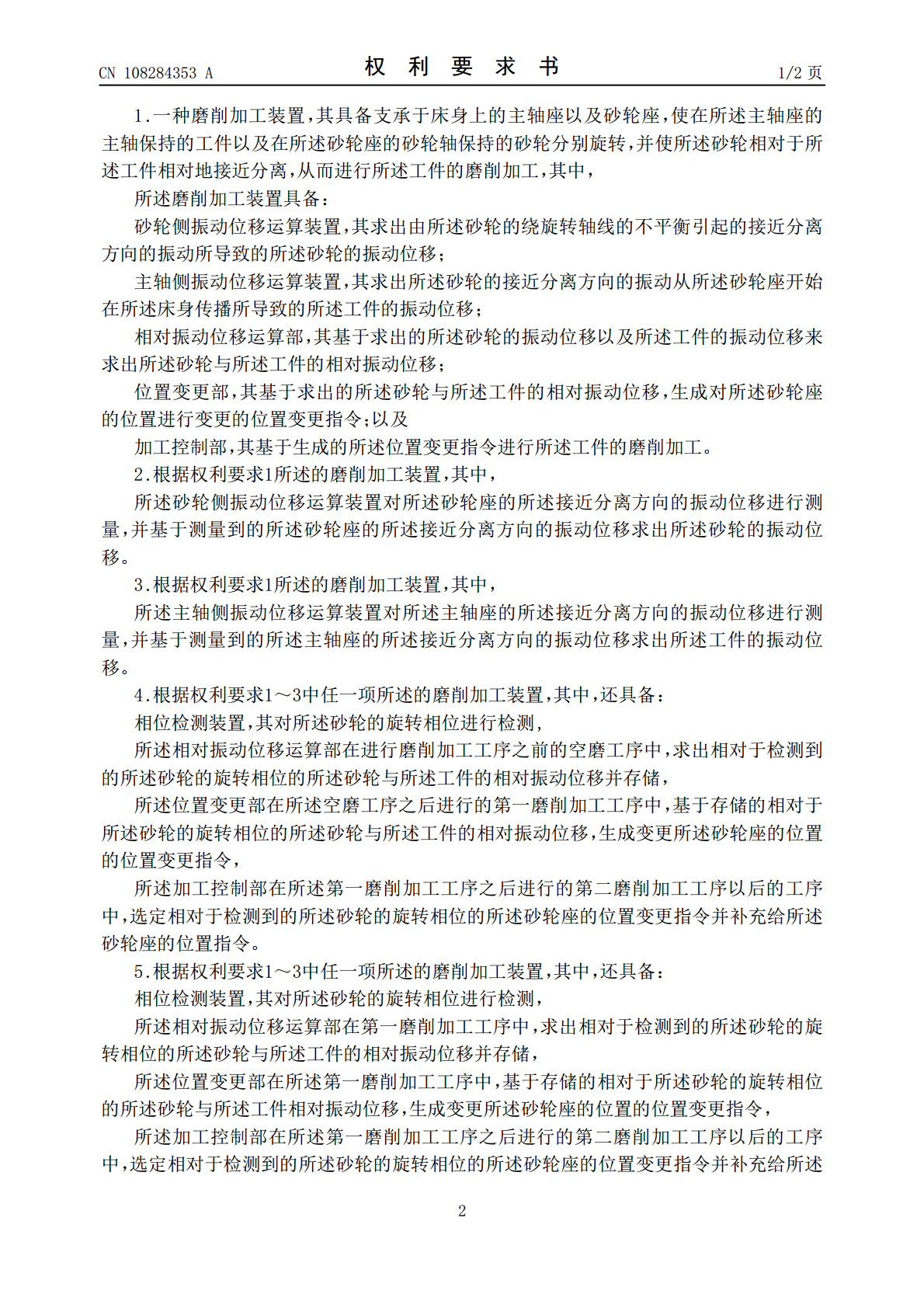
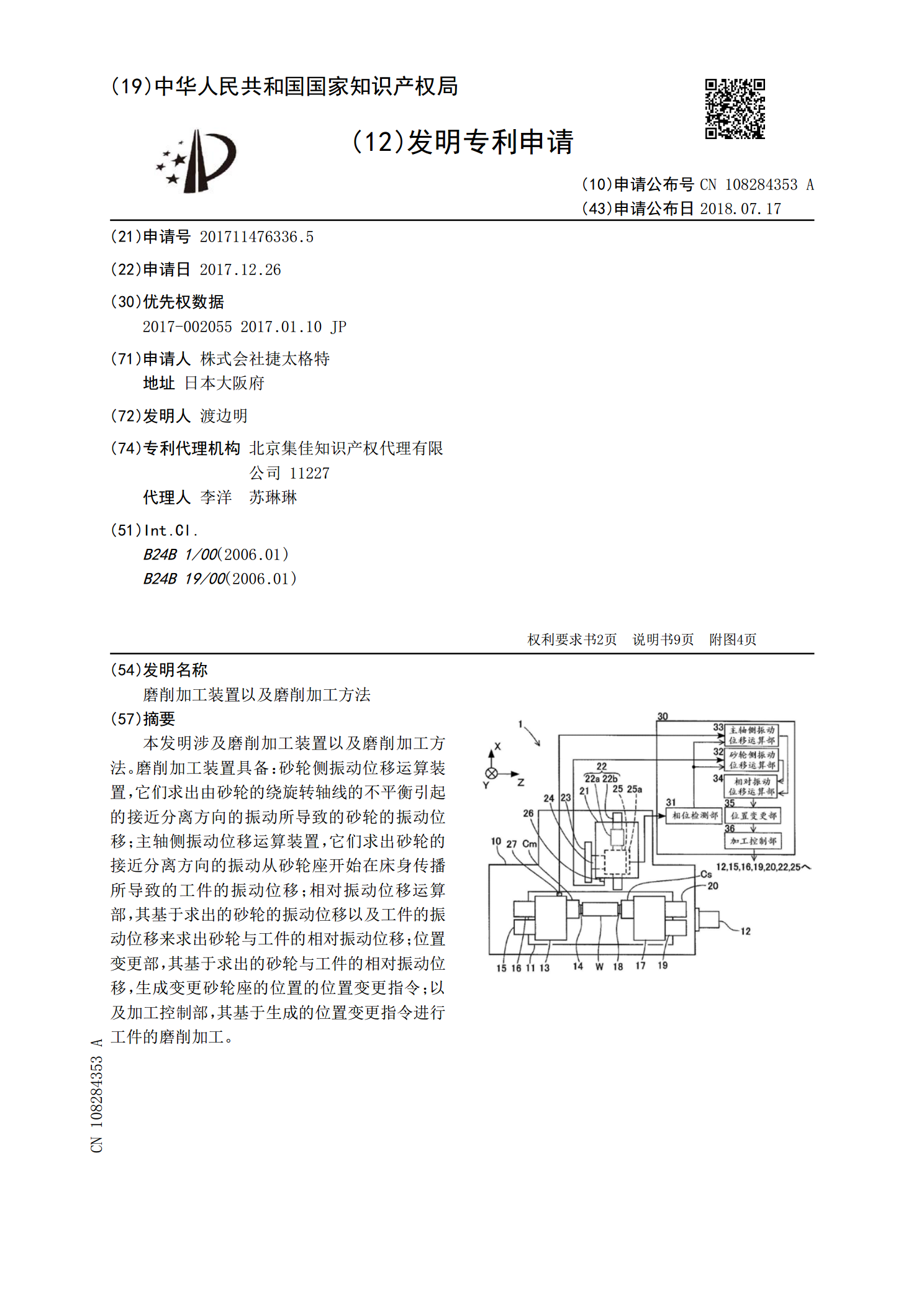
本发明涉及磨削加工装置以及磨削加工方法。磨削加工装置具备:砂轮侧振动位移运算装置,它们求出由砂轮的绕旋转轴线的不平衡引起的接近分离方向的振动所导致的砂轮的振动位移;主轴侧振动位移运算装置,它们求出砂轮的接近分离方向的振动从砂轮座开始在床身传播所导致的工件的振动位移;相对振动位移运算部,其基于求出的砂轮的振动位移以及工件的振动位移来求出砂轮与工件的相对振动位移;位置变更部,其基于求出的砂轮与工件的相对振动位移,生成变更砂轮座的位置的位置变更指令;以及加工控制部,其基于生成的位置变更指令进行工件的磨削加工。
磨削加工装置以及磨削加工方法.pdf
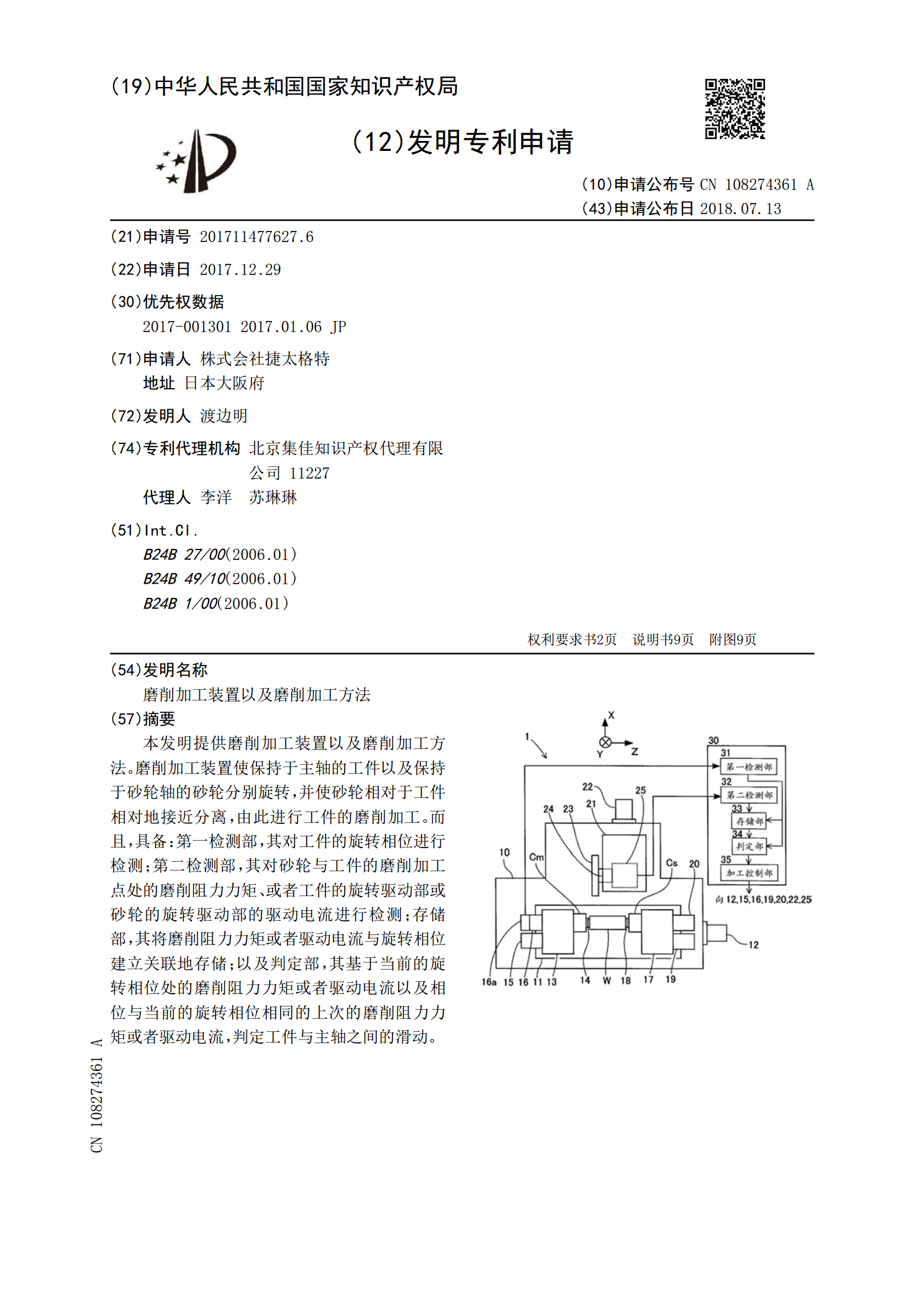
本发明提供磨削加工装置以及磨削加工方法。磨削加工装置使保持于主轴的工件以及保持于砂轮轴的砂轮分别旋转,并使砂轮相对于工件相对地接近分离,由此进行工件的磨削加工。而且,具备:第一检测部,其对工件的旋转相位进行检测;第二检测部,其对砂轮与工件的磨削加工点处的磨削阻力力矩、或者工件的旋转驱动部或砂轮的旋转驱动部的驱动电流进行检测;存储部,其将磨削阻力力矩或者驱动电流与旋转相位建立关联地存储;以及判定部,其基于当前的旋转相位处的磨削阻力力矩或者驱动电流以及相位与当前的旋转相位相同的上次的磨削阻力力矩或者驱动电流,
磨削加工方法以及磨削装置.pdf
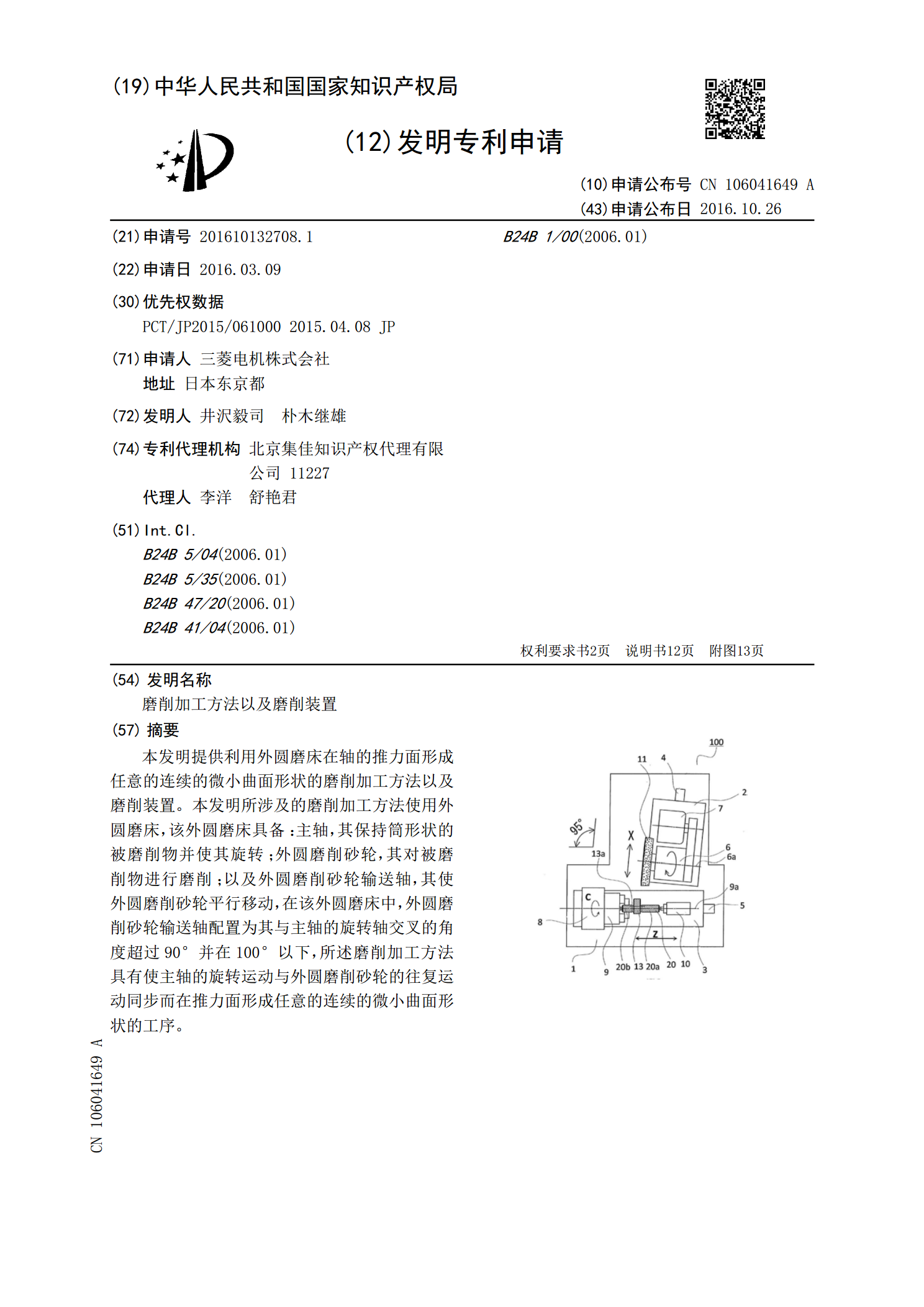
本发明提供利用外圆磨床在轴的推力面形成任意的连续的微小曲面形状的磨削加工方法以及磨削装置。本发明所涉及的磨削加工方法使用外圆磨床,该外圆磨床具备:主轴,其保持筒形状的被磨削物并使其旋转;外圆磨削砂轮,其对被磨削物进行磨削;以及外圆磨削砂轮输送轴,其使外圆磨削砂轮平行移动,在该外圆磨床中,外圆磨削砂轮输送轴配置为其与主轴的旋转轴交叉的角度超过90°并在100°以下,所述磨削加工方法具有使主轴的旋转运动与外圆磨削砂轮的往复运动同步而在推力面形成任意的连续的微小曲面形状的工序。
磨削磨轮以及被加工物的磨削方法.pdf
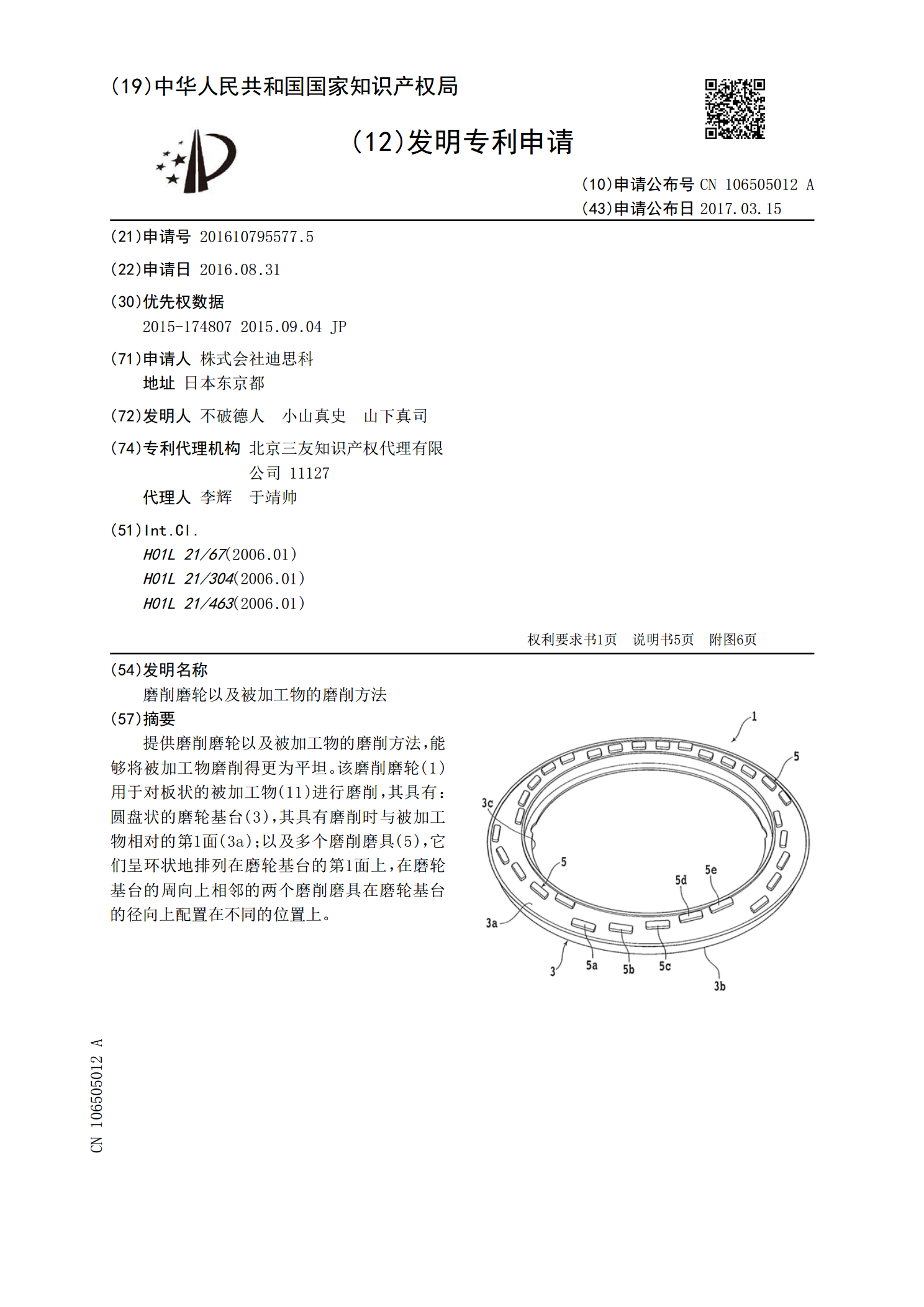
提供磨削磨轮以及被加工物的磨削方法,能够将被加工物磨削得更为平坦。该磨削磨轮(1)用于对板状的被加工物(11)进行磨削,其具有:圆盘状的磨轮基台(3),其具有磨削时与被加工物相对的第1面(3a);以及多个磨削磨具(5),它们呈环状地排列在磨轮基台的第1面上,在磨轮基台的周向上相邻的两个磨削磨具在磨轮基台的径向上配置在不同的位置上。

刀具磨削加工方法及装置.pdf
一种采用砂轮对刀具进行磨削加工的方法,其包括以下步骤:建立保存有砂轮信息的砂轮数据库;建立存储刀具加工面的加工工艺单元的工艺数据库;分解待加工刀具的加工面,从工艺数据库中选择与每一加工面对应的加工工艺单元以及从砂轮数据库中选择加工该加工面的砂轮,并将加工工艺单元进行组合形成加工工艺;根据加工工艺生成刀具的数控代码;将数控代码下载至加工模块进行数控加工。应用上述方法可较为方便地实现刀具的数控磨削加工。本发明还提供一种刀具磨削加工装置。