
一种空心铝合金轮毂旋压铸造工艺.pdf

森林****io

1/5

2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种空心铝合金轮毂旋压铸造工艺.pdf
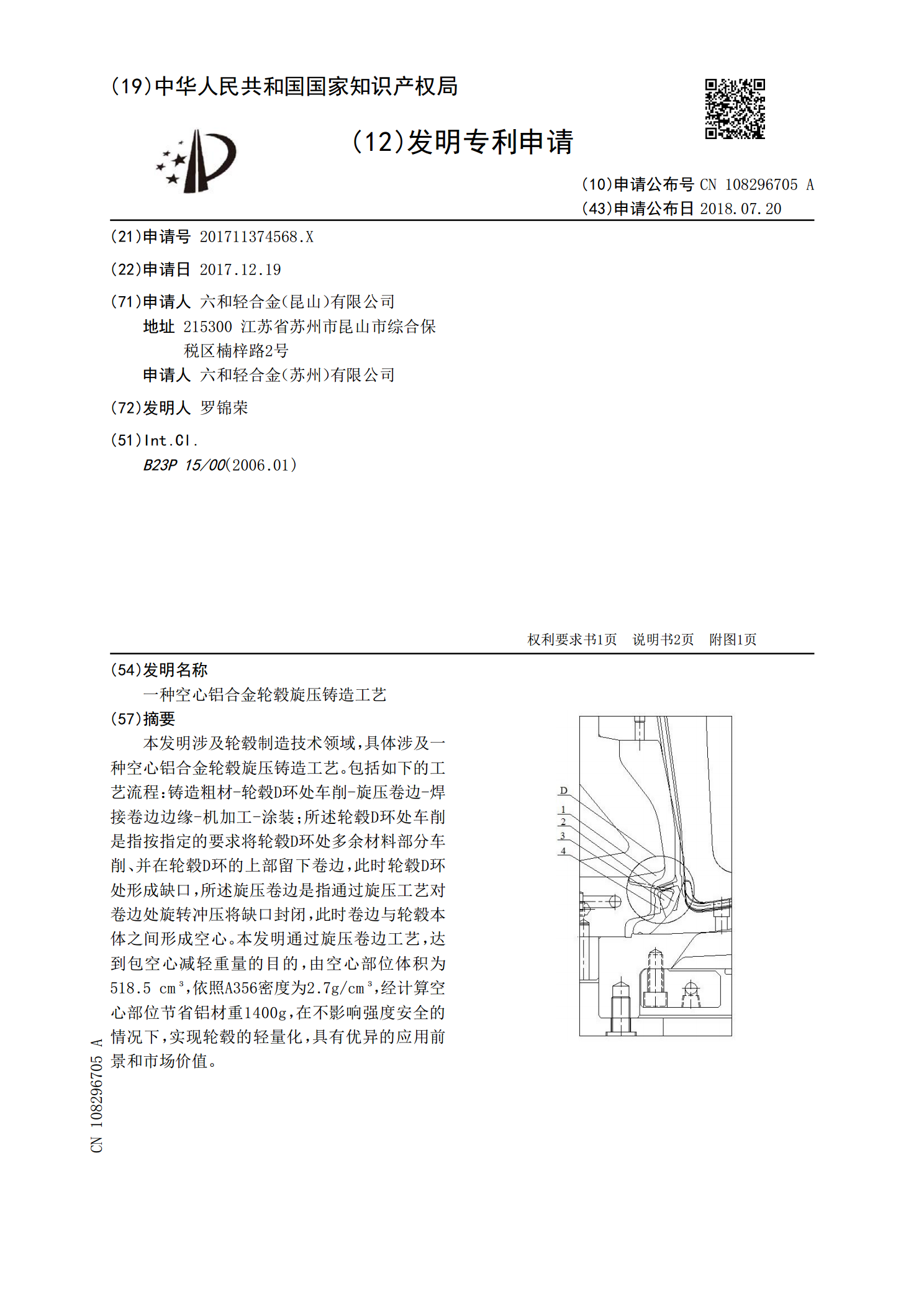
本发明涉及轮毂制造技术领域,具体涉及一种空心铝合金轮毂旋压铸造工艺。包括如下的工艺流程:铸造粗材‑轮毂D环处车削‑旋压卷边‑焊接卷边边缘‑机加工‑涂装;所述轮毂D环处车削是指按指定的要求将轮毂D环处多余材料部分车削、并在轮毂D环的上部留下卷边,此时轮毂D环处形成缺口,所述旋压卷边是指通过旋压工艺对卷边处旋转冲压将缺口封闭,此时卷边与轮毂本体之间形成空心。本发明通过旋压卷边工艺,达到包空心减轻重量的目的,由空心部位体积为518.5cm³,依照A356密度为2.7g/cm³,经计算空心部位节省铝材重1400
一种铝合金轮毂旋压铸造工艺.pdf
本发明属于金属铸造技术领域,涉及一种铝合金轮毂旋压铸造工艺,包括:将铝水注入模具型腔内,铸造轮盘后旋压出轮辋毛坯,冷却处理、脱模,进行旋压铸造,其中所述冷却处理时,毛坯预热温度410~450℃,出炉后毛坯正面在45~55℃水中冷却4~6秒,轮辋本体不进水,在空气中冷却,待模具温度200~240℃,毛坯正面温度在180~220℃,轮辋毛坯360~400℃时开始旋压;除去毛坯浇口;对铸造毛坯进行热处理、表面抛丸、对毛坯进行机械加工、表面进行涂装或电镀处理。本发明对旋压毛坯采取优化的冷却方法,使得毛坯各部位温度
一种铝合金轮毂旋压加工工艺.pdf
本发明涉及一种铝合金轮毂旋压加工工艺,用铸/锻件毛坯进行强力旋压成型,包括:旋压芯模加工、旋压毛坯设计和强旋加工;所述旋压芯模加工通过打磨其型面至型面光洁度为Ra0.4‑Ra0.8um;所述施压毛坯设计通过实体造型软件绘制轮毂旋压件实体造型,并求其金属体积,根据体积不变形设计计算模锻件旋压毛坯并铸造毛坯;所述强旋加工包括:第一道次旋压和第二道次强旋成型,所述第一道次旋压为精密锻造毛坯,所述第二道次强旋成型通过数控车间加工成轮毂成品;本发明工艺能够提升旋压轮毂的效率和品质,提升胎环的机械性能。
汽车铝合金轮毂旋压工艺.pdf
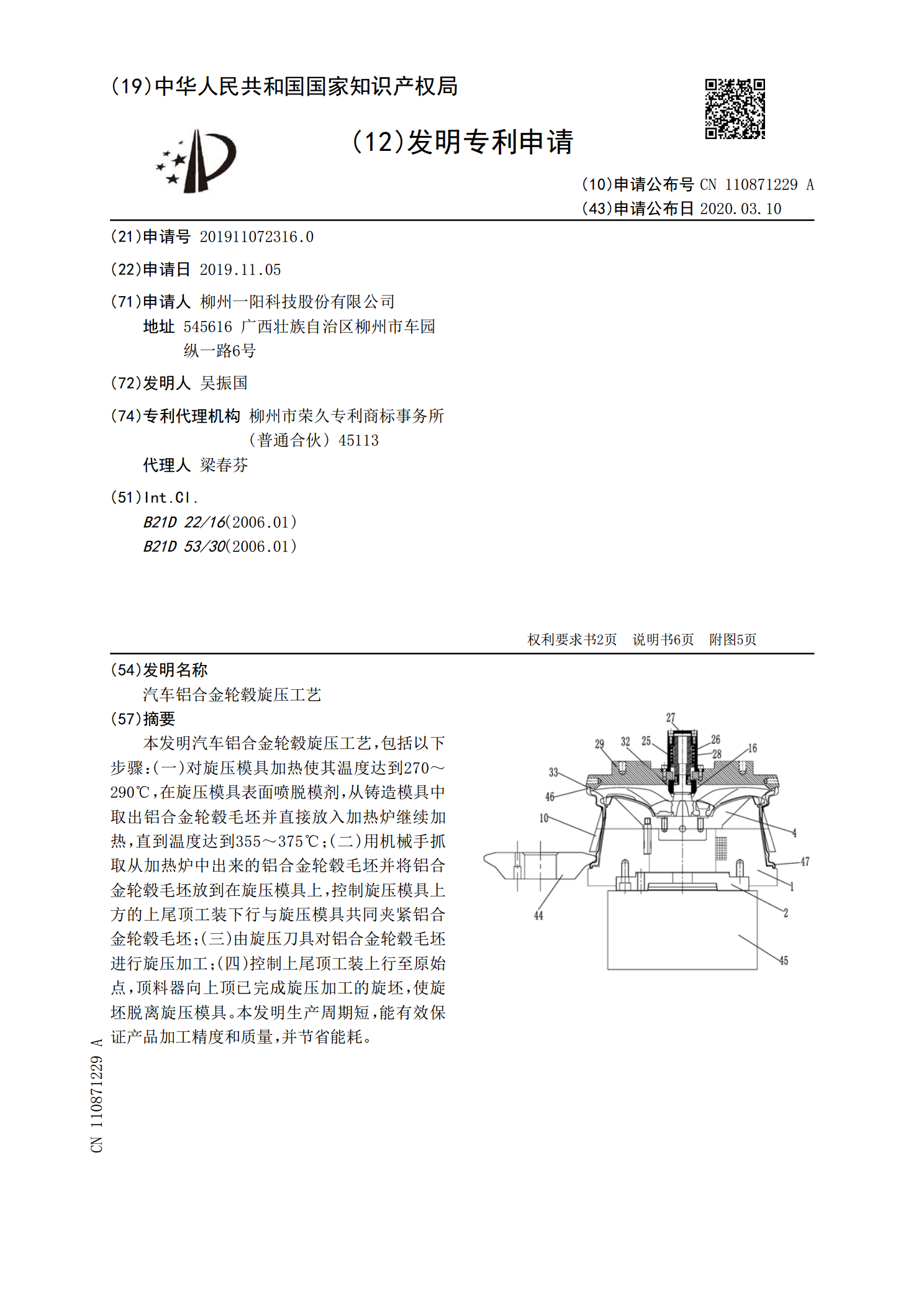
本发明汽车铝合金轮毂旋压工艺,包括以下步骤:(一)对旋压模具加热使其温度达到270~290℃,在旋压模具表面喷脱模剂,从铸造模具中取出铝合金轮毂毛坯并直接放入加热炉继续加热,直到温度达到355~375℃;(二)用机械手抓取从加热炉中出来的铝合金轮毂毛坯并将铝合金轮毂毛坯放到在旋压模具上,控制旋压模具上方的上尾顶工装下行与旋压模具共同夹紧铝合金轮毂毛坯;(三)由旋压刀具对铝合金轮毂毛坯进行旋压加工;(四)控制上尾顶工装上行至原始点,顶料器向上顶已完成旋压加工的旋坯,使旋坯脱离旋压模具。本发明生产周期短,能有

耐摩擦铝合金轮毂旋压工艺.pdf
耐摩擦铝合金轮毂旋压工艺,该工艺主要流程为,熔化‑铸造预成型‑均匀化处理‑加温旋压‑预热处理‑喷丸‑旋压‑热处理‑喷丸‑机加‑涂装。热旋压塑性变形可以弥合微细的疏松缺陷,从而提高了轮毂的力学性能,铸旋新工艺大幅提高了车轮的整体强度和耐腐蚀性,而机械加工余量大幅减少,车轮使用寿命和安全性显著提高,有利于车辆减重节油,车轮生产成本下降。