
一种激光扫描焊缝跟踪装置.pdf

努力****爱敏


1/9
2/9
3/9
4/9
5/9

6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种激光扫描焊缝跟踪装置.pdf
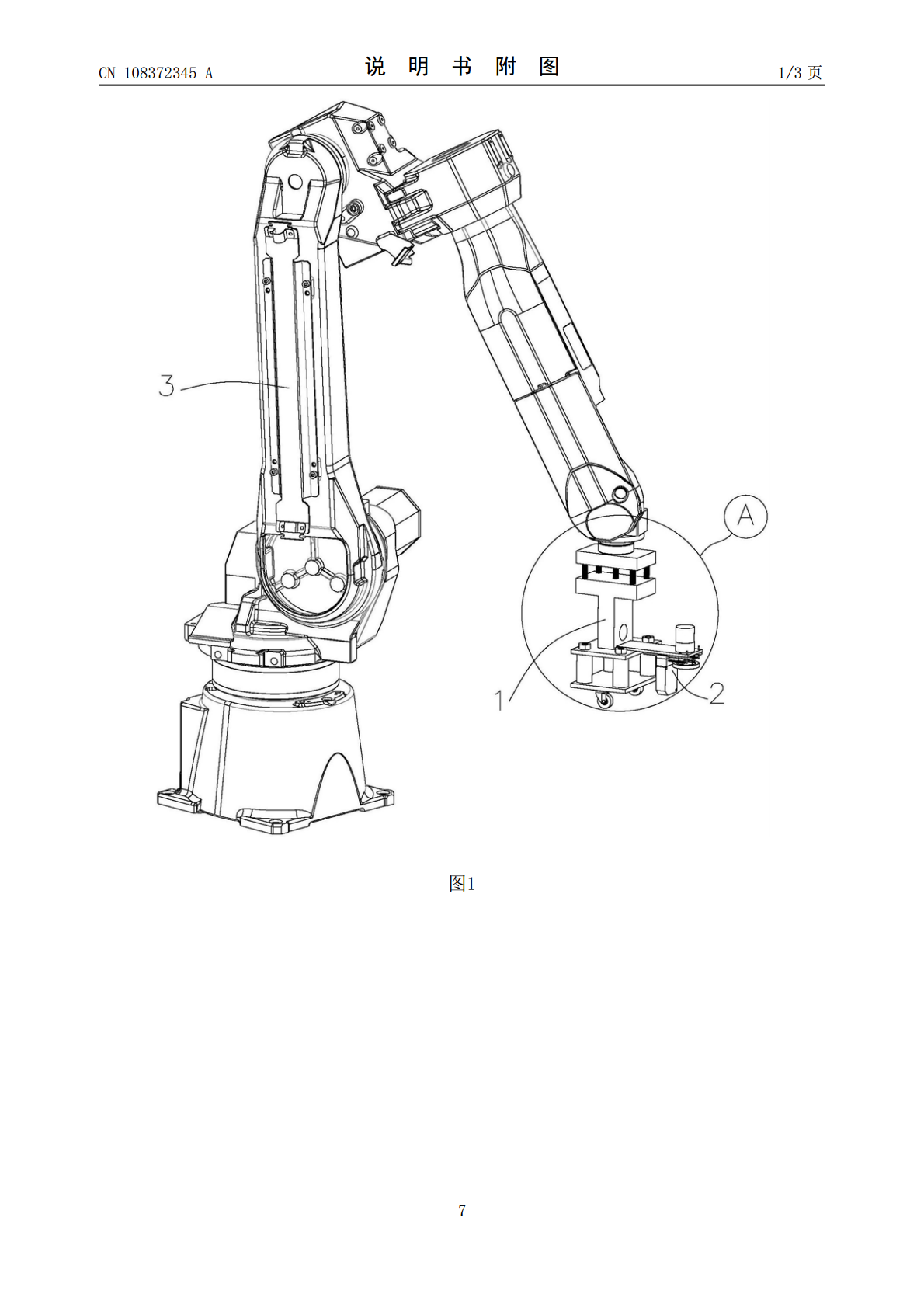
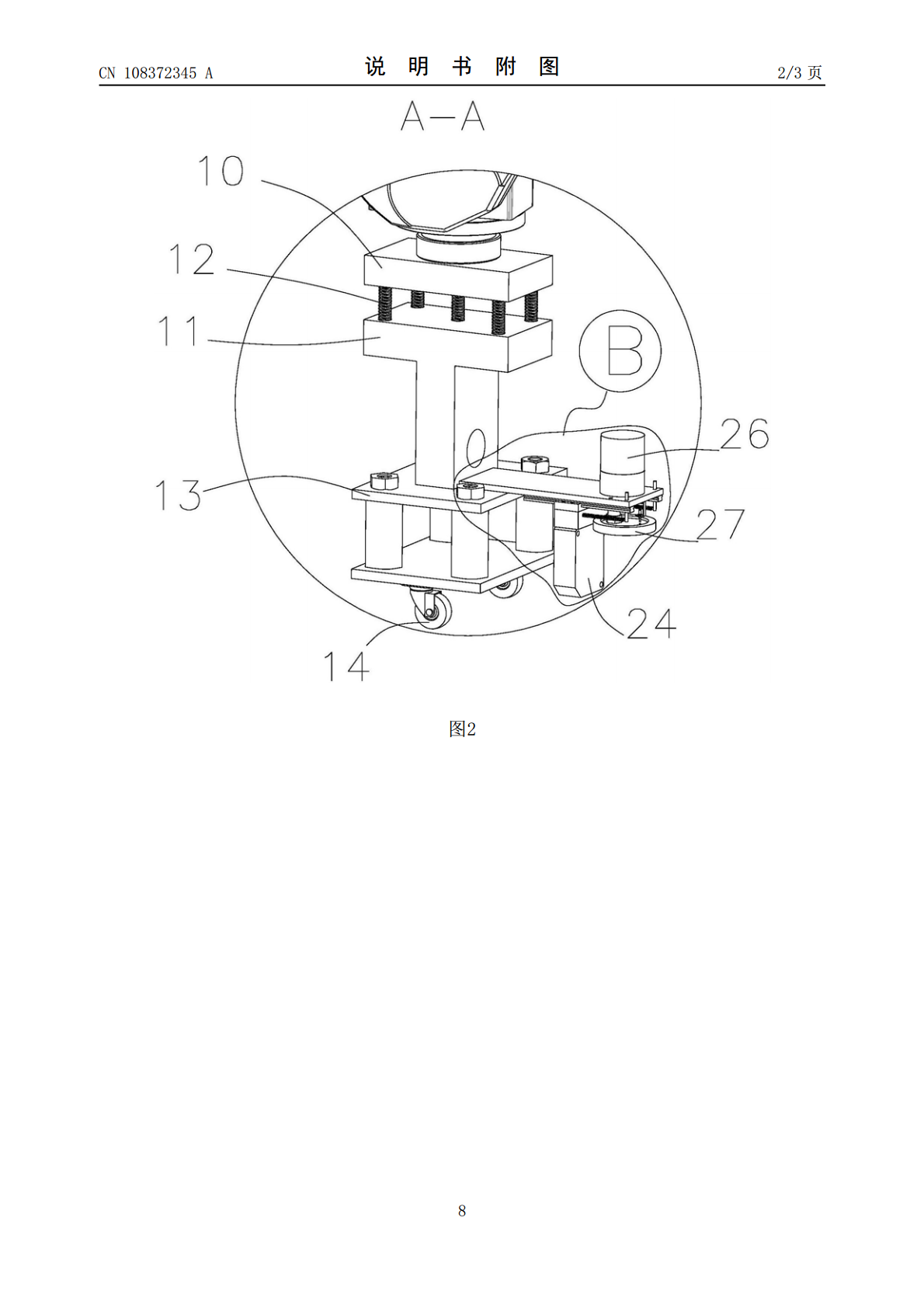
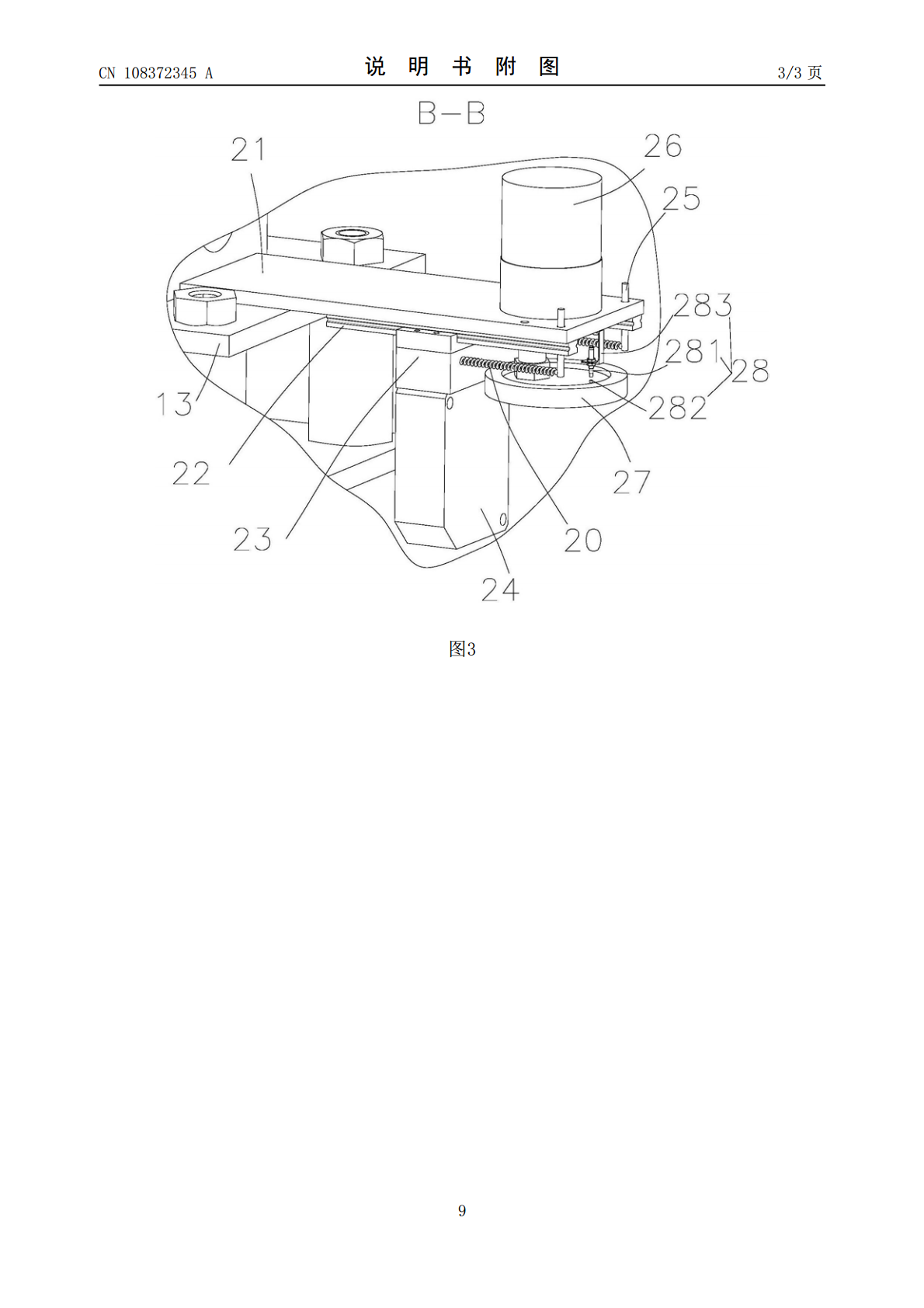
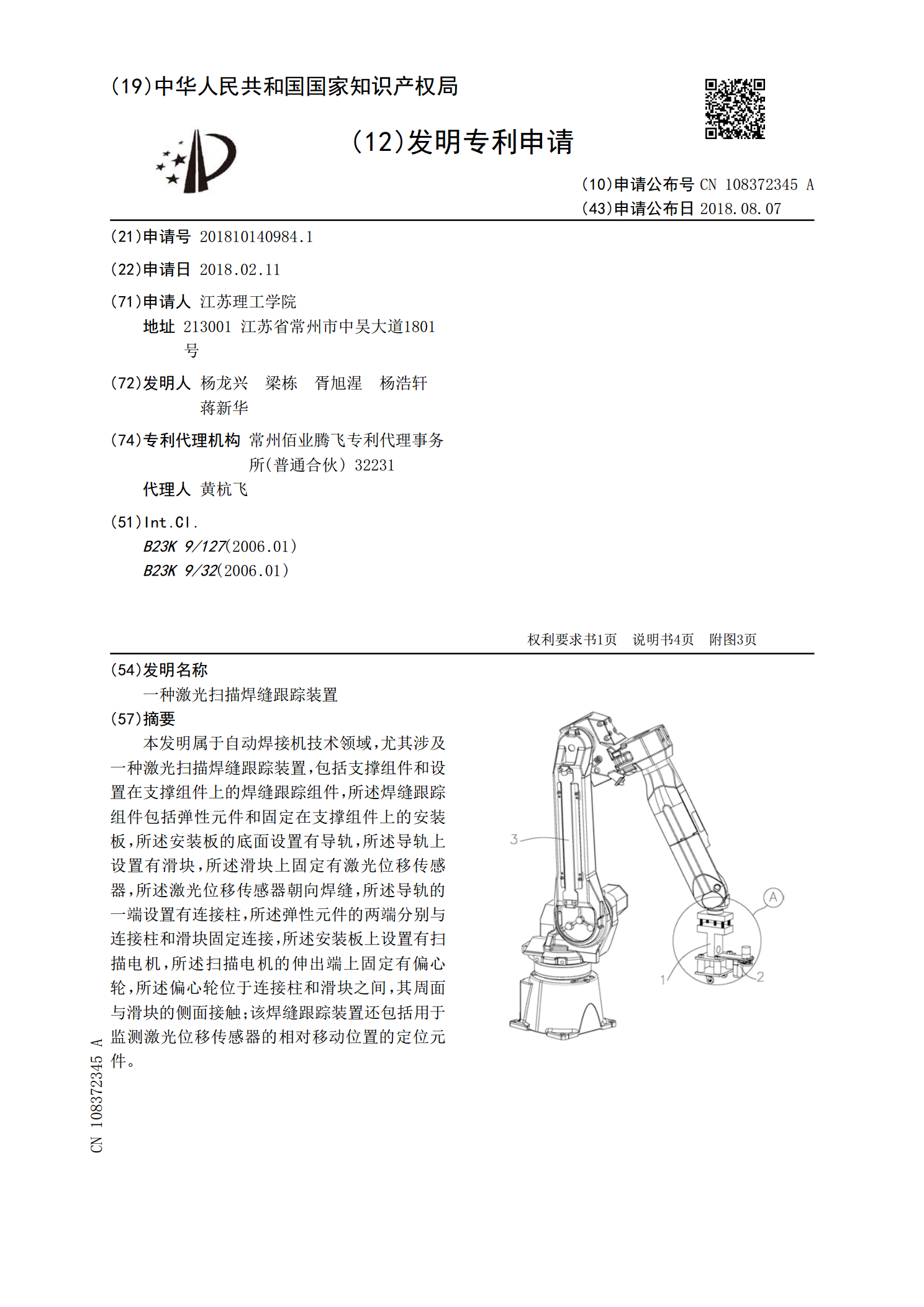
本发明属于自动焊接机技术领域,尤其涉及一种激光扫描焊缝跟踪装置,包括支撑组件和设置在支撑组件上的焊缝跟踪组件,所述焊缝跟踪组件包括弹性元件和固定在支撑组件上的安装板,所述安装板的底面设置有导轨,所述导轨上设置有滑块,所述滑块上固定有激光位移传感器,所述激光位移传感器朝向焊缝,所述导轨的一端设置有连接柱,所述弹性元件的两端分别与连接柱和滑块固定连接,所述安装板上设置有扫描电机,所述扫描电机的伸出端上固定有偏心轮,所述偏心轮位于连接柱和滑块之间,其周面与滑块的侧面接触;该焊缝跟踪装置还包括用于监测激光位移传感
双目激光焊缝跟踪器及焊缝跟踪系统.pdf
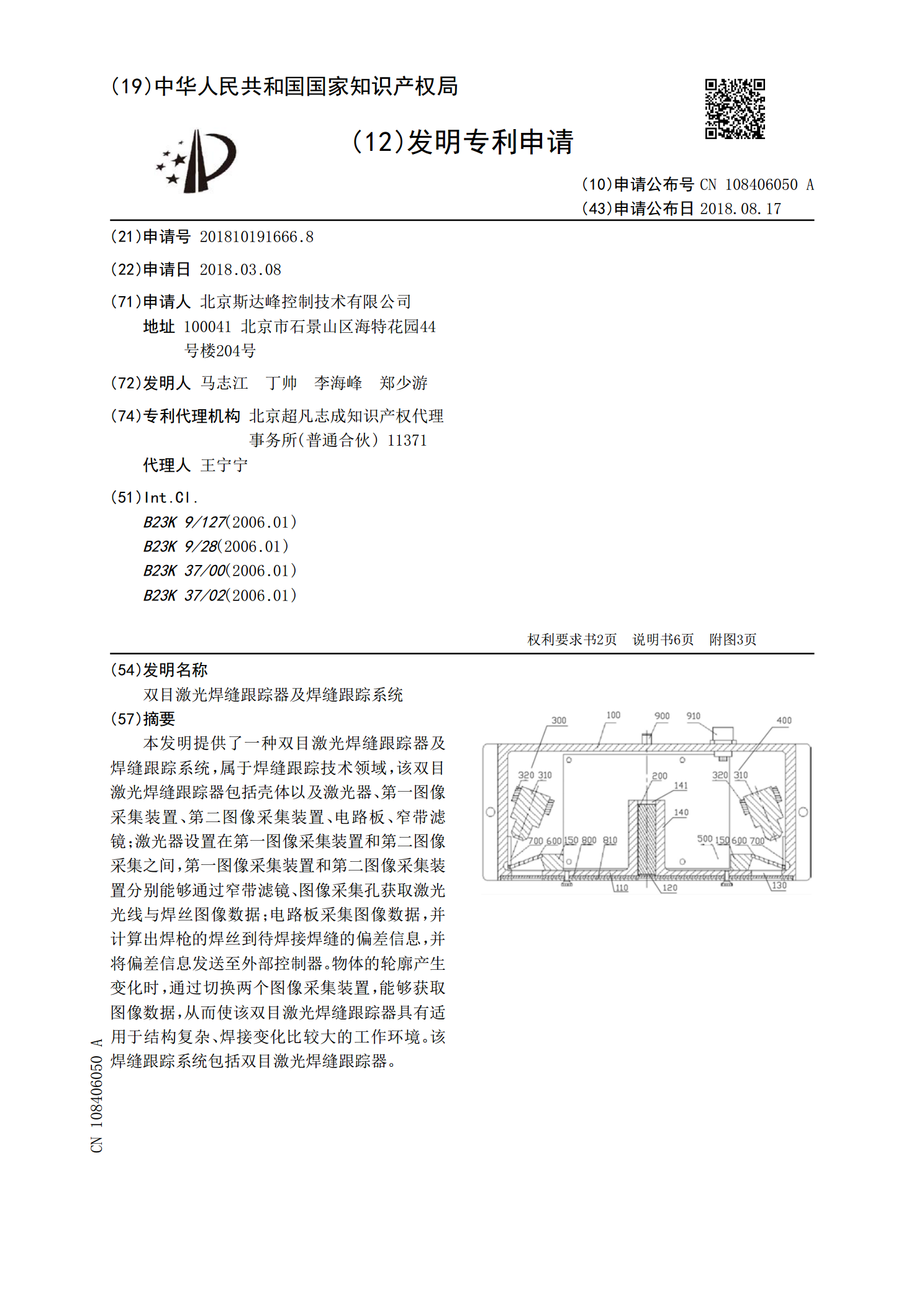
本发明提供了一种双目激光焊缝跟踪器及焊缝跟踪系统,属于焊缝跟踪技术领域,该双目激光焊缝跟踪器包括壳体以及激光器、第一图像采集装置、第二图像采集装置、电路板、窄带滤镜;激光器设置在第一图像采集装置和第二图像采集之间,第一图像采集装置和第二图像采集装置分别能够通过窄带滤镜、图像采集孔获取激光光线与焊丝图像数据;电路板采集图像数据,并计算出焊枪的焊丝到待焊接焊缝的偏差信息,并将偏差信息发送至外部控制器。物体的轮廓产生变化时,通过切换两个图像采集装置,能够获取图像数据,从而使该双目激光焊缝跟踪器具有适用于结构复杂

一种焊缝跟踪装置.pdf
本发明提出了一种焊缝跟踪装置,包括安装支架、角度调节板、跟踪汽缸、跟踪头、跟踪轮、跟踪头拖板、设置在跟踪头与跟踪头拖板之间的第一弹簧以及设置在安装支架与跟踪汽缸之间的第二弹簧;所述跟踪汽缸连接跟踪头,所述跟踪头带动跟踪轮,所述角度调节板与跟踪汽缸和安装支架连接。本发明的焊缝跟踪装置,以自动焊接代替人工焊接,可以在焊枪角度、焊丝前端与焊缝中心距离等各方面始终保持正确的参数,从而保证仰角焊缝成型良好。
一种焊缝跟踪焊接装置.pdf
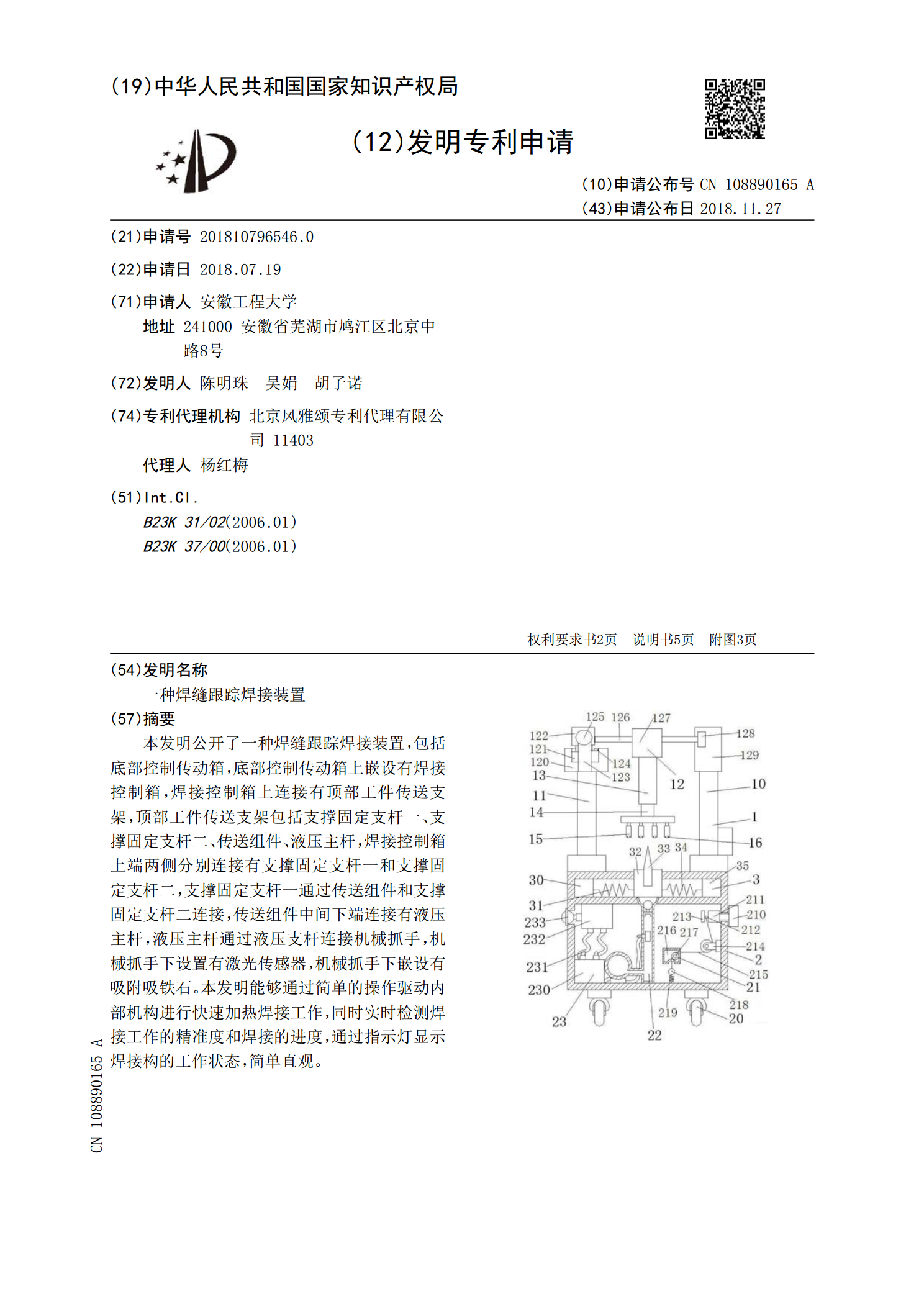
本发明公开了一种焊缝跟踪焊接装置,包括底部控制传动箱,底部控制传动箱上嵌设有焊接控制箱,焊接控制箱上连接有顶部工件传送支架,顶部工件传送支架包括支撑固定支杆一、支撑固定支杆二、传送组件、液压主杆,焊接控制箱上端两侧分别连接有支撑固定支杆一和支撑固定支杆二,支撑固定支杆一通过传送组件和支撑固定支杆二连接,传送组件中间下端连接有液压主杆,液压主杆通过液压支杆连接机械抓手,机械抓手下设置有激光传感器,机械抓手下嵌设有吸附吸铁石。本发明能够通过简单的操作驱动内部机构进行快速加热焊接工作,同时实时检测焊接工作的精准
一种基于激光传感器的焊缝自动跟踪测试装置.pdf
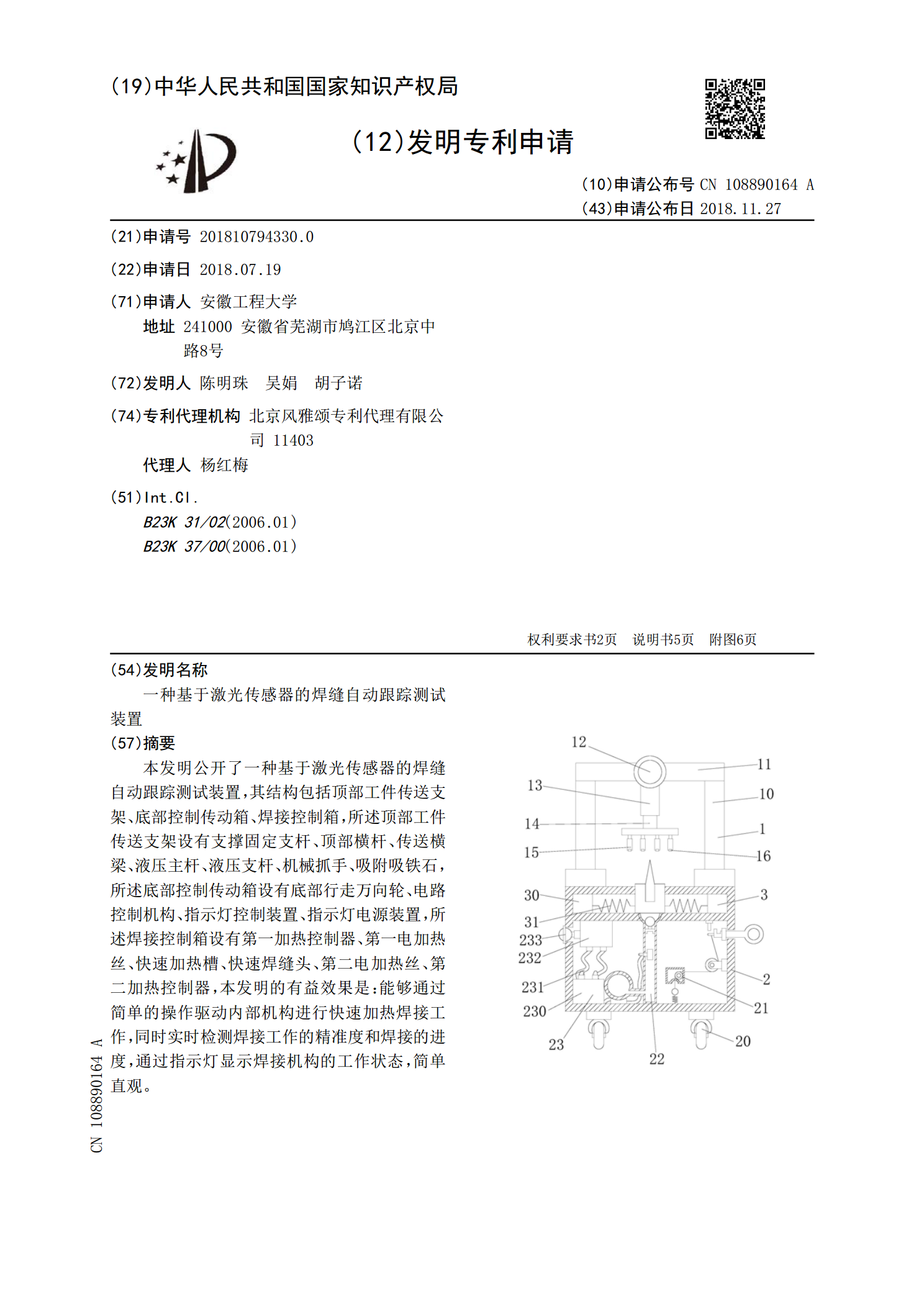
本发明公开了一种基于激光传感器的焊缝自动跟踪测试装置,其结构包括顶部工件传送支架、底部控制传动箱、焊接控制箱,所述顶部工件传送支架设有支撑固定支杆、顶部横杆、传送横梁、液压主杆、液压支杆、机械抓手、吸附吸铁石,所述底部控制传动箱设有底部行走万向轮、电路控制机构、指示灯控制装置、指示灯电源装置,所述焊接控制箱设有第一加热控制器、第一电加热丝、快速加热槽、快速焊缝头、第二电加热丝、第二加热控制器,本发明的有益效果是:能够通过简单的操作驱动内部机构进行快速加热焊接工作,同时实时检测焊接工作的精准度和焊接的进度,