
用于非充气式车轮的辐条制造.pdf

书生****文章

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于非充气式车轮的辐条制造.pdf
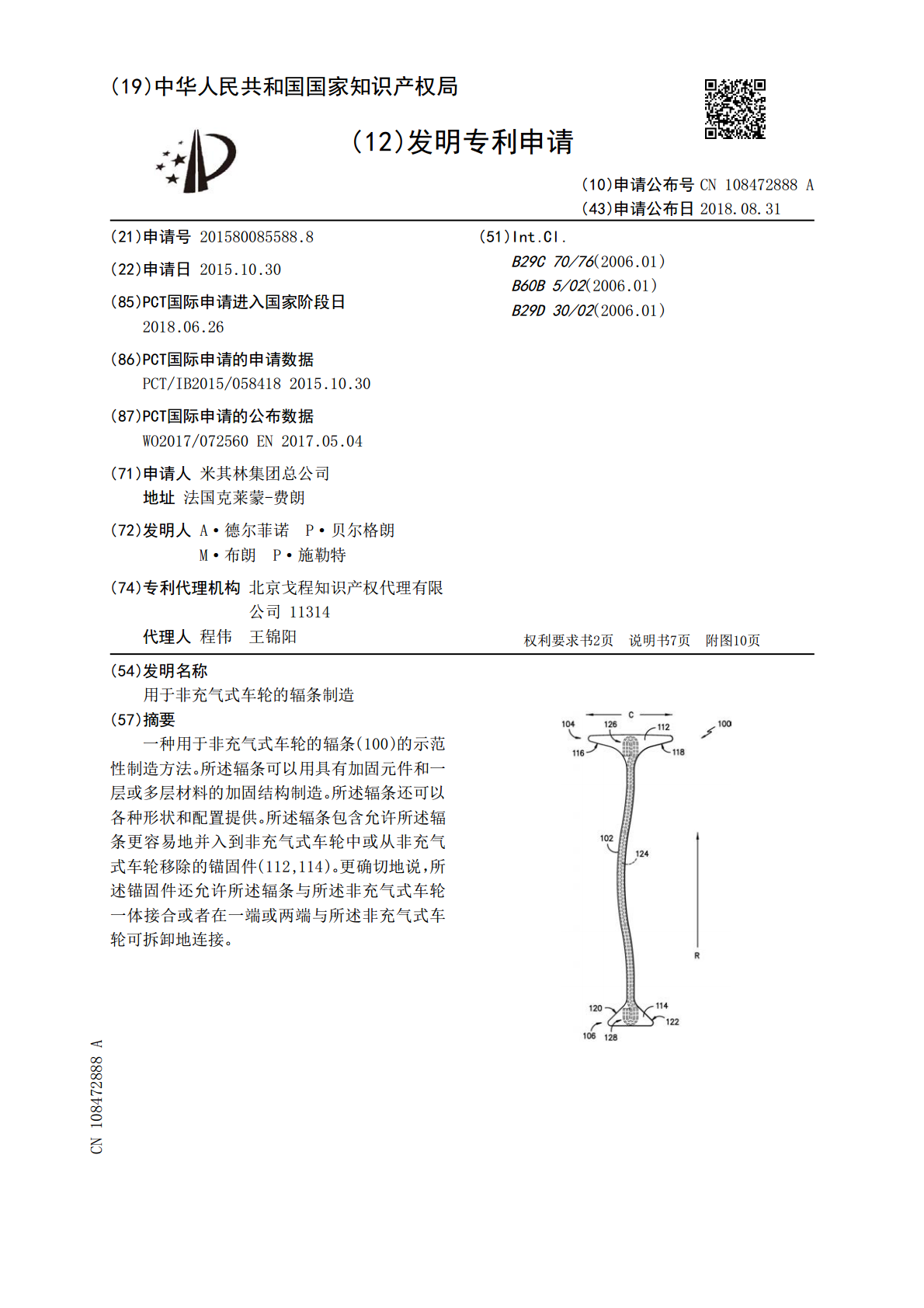
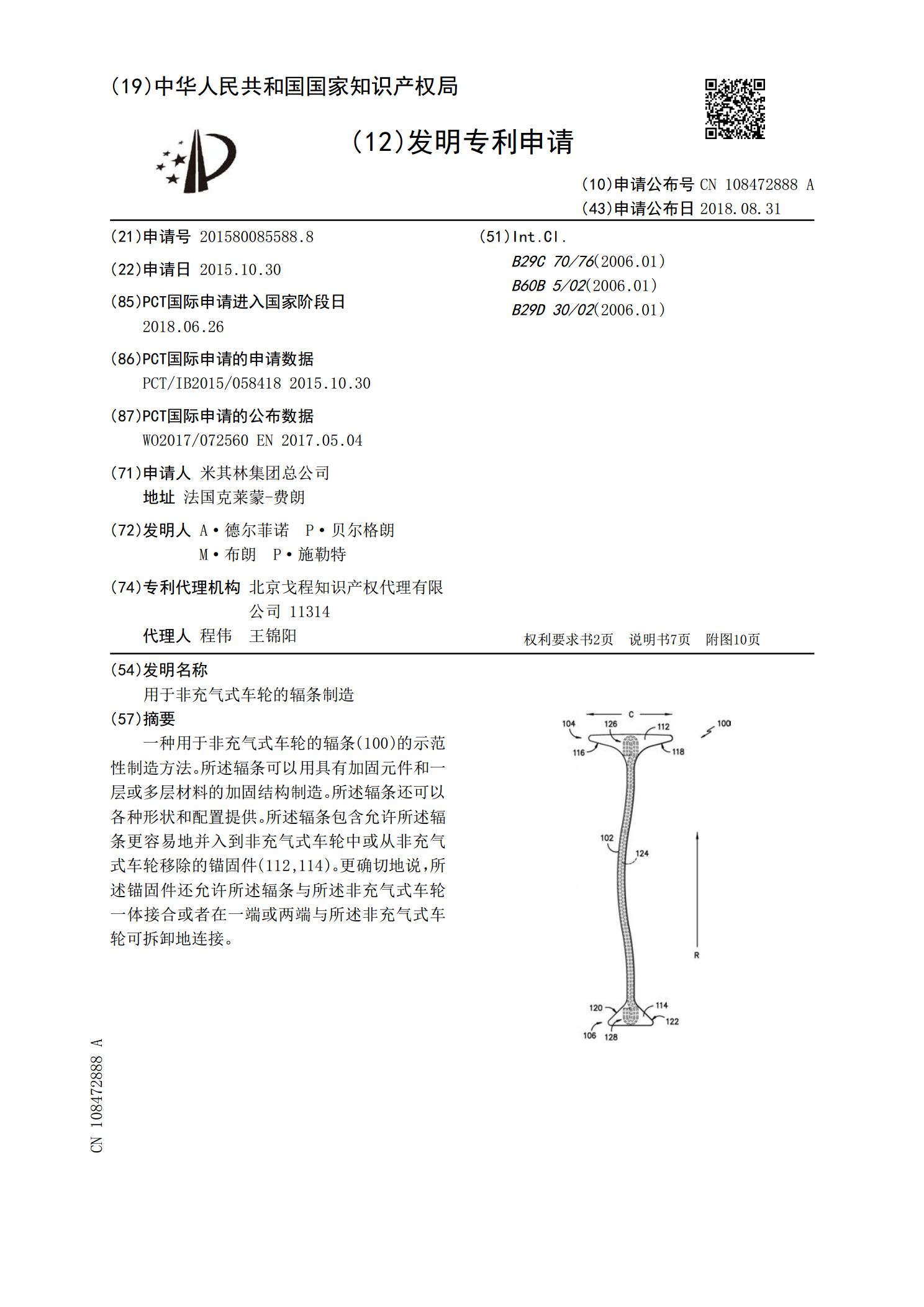
一种用于非充气式车轮的辐条(100)的示范性制造方法。所述辐条可以用具有加固元件和一层或多层材料的加固结构制造。所述辐条还可以各种形状和配置提供。所述辐条包含允许所述辐条更容易地并入到非充气式车轮中或从非充气式车轮移除的锚固件(112,114)。更确切地说,所述锚固件还允许所述辐条与所述非充气式车轮一体接合或者在一端或两端与所述非充气式车轮可拆卸地连接。
用于非充气式车轮的辐条制造.pdf
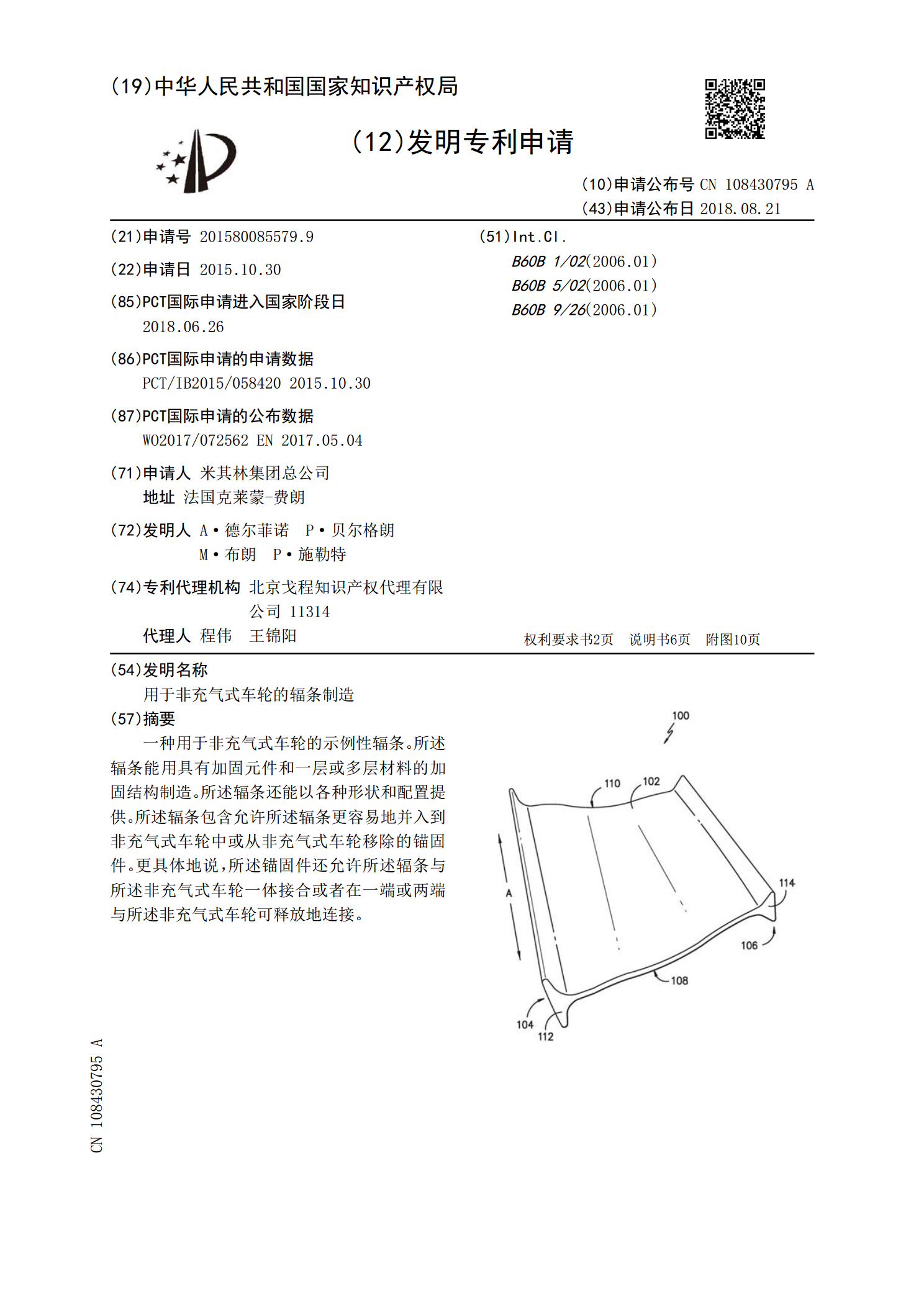
一种用于非充气式车轮的示例性辐条。所述辐条能用具有加固元件和一层或多层材料的加固结构制造。所述辐条还能以各种形状和配置提供。所述辐条包含允许所述辐条更容易地并入到非充气式车轮中或从非充气式车轮移除的锚固件。更具体地说,所述锚固件还允许所述辐条与所述非充气式车轮一体接合或者在一端或两端与所述非充气式车轮可释放地连接。
用于自行车车轮的辐条和制造该辐条的方法.pdf
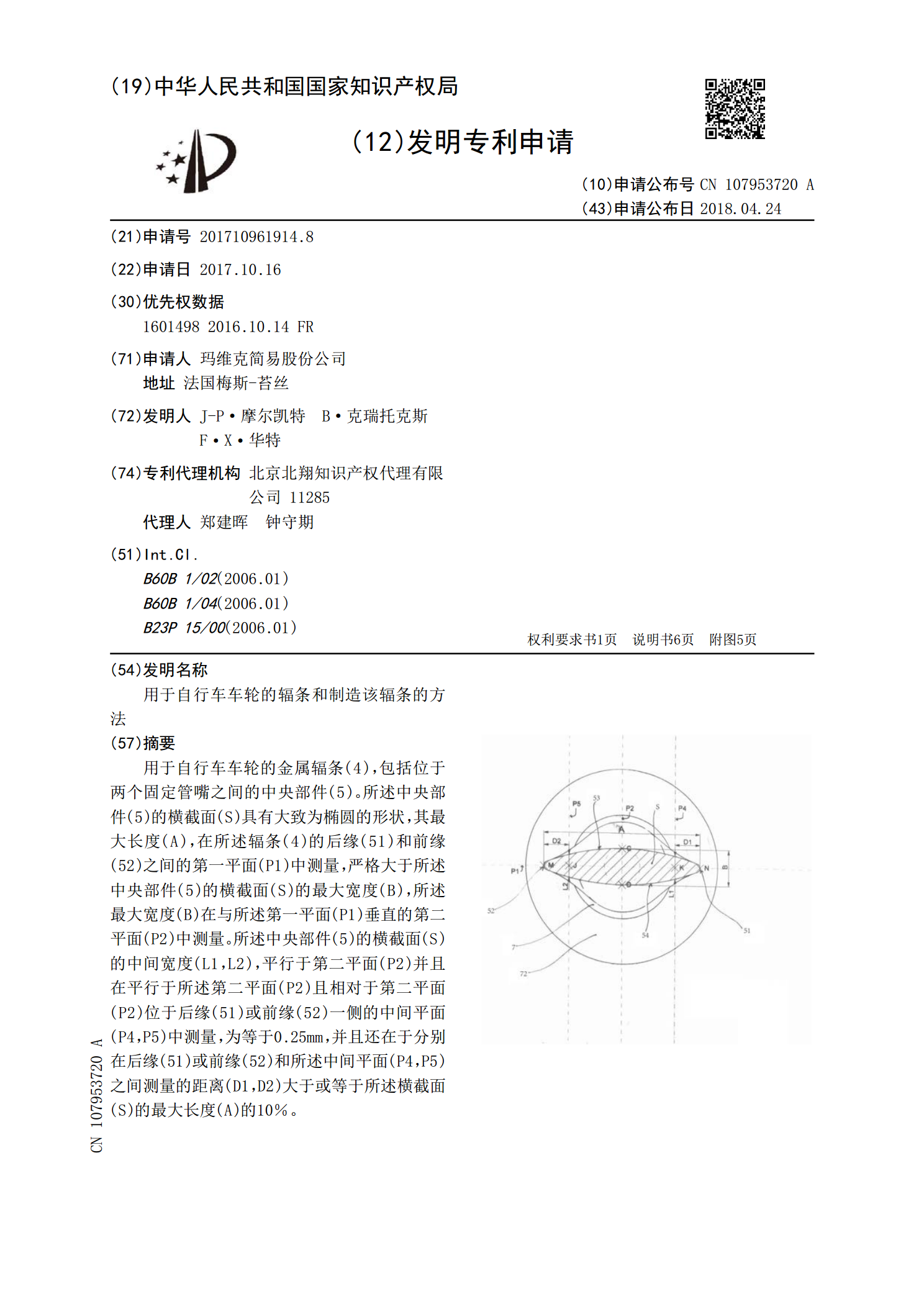
用于自行车车轮的金属辐条(4),包括位于两个固定管嘴之间的中央部件(5)。所述中央部件(5)的横截面(S)具有大致为椭圆的形状,其最大长度(A),在所述辐条(4)的后缘(51)和前缘(52)之间的第一平面(P1)中测量,严格大于所述中央部件(5)的横截面(S)的最大宽度(B),所述最大宽度(B)在与所述第一平面(P1)垂直的第二平面(P2)中测量。所述中央部件(5)的横截面(S)的中间宽度(L1,L2),平行于第二平面(P2)并且在平行于所述第二平面(P2)且相对于第二平面(P2)位于后缘(51)或前缘(
用于模制非充气式车轮的方法和设备.pdf
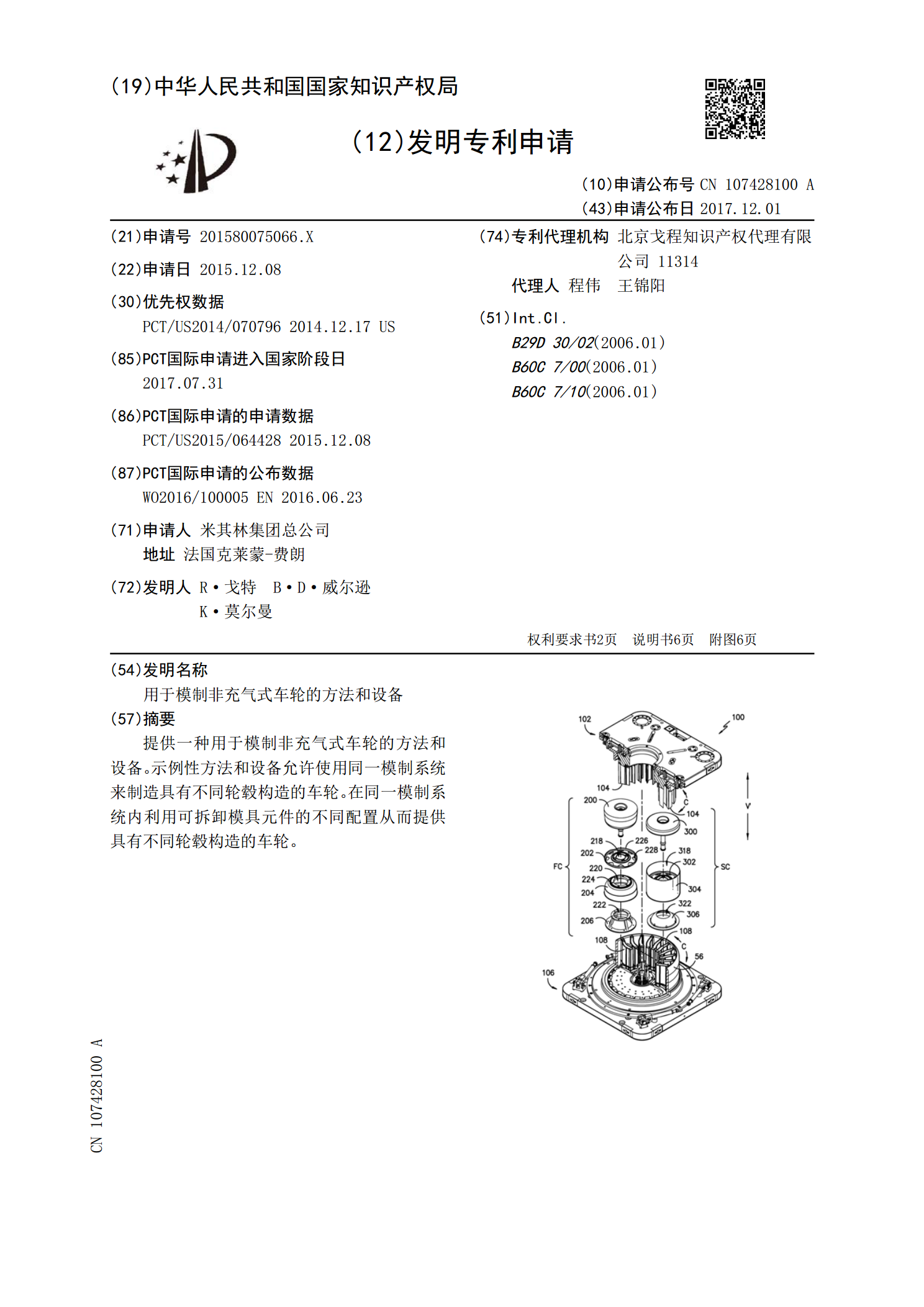
提供一种用于模制非充气式车轮的方法和设备。示例性方法和设备允许使用同一模制系统来制造具有不同轮毂构造的车轮。在同一模制系统内利用可拆卸模具元件的不同配置从而提供具有不同轮毂构造的车轮。
用于模制非充气式车轮的方法和设备.pdf
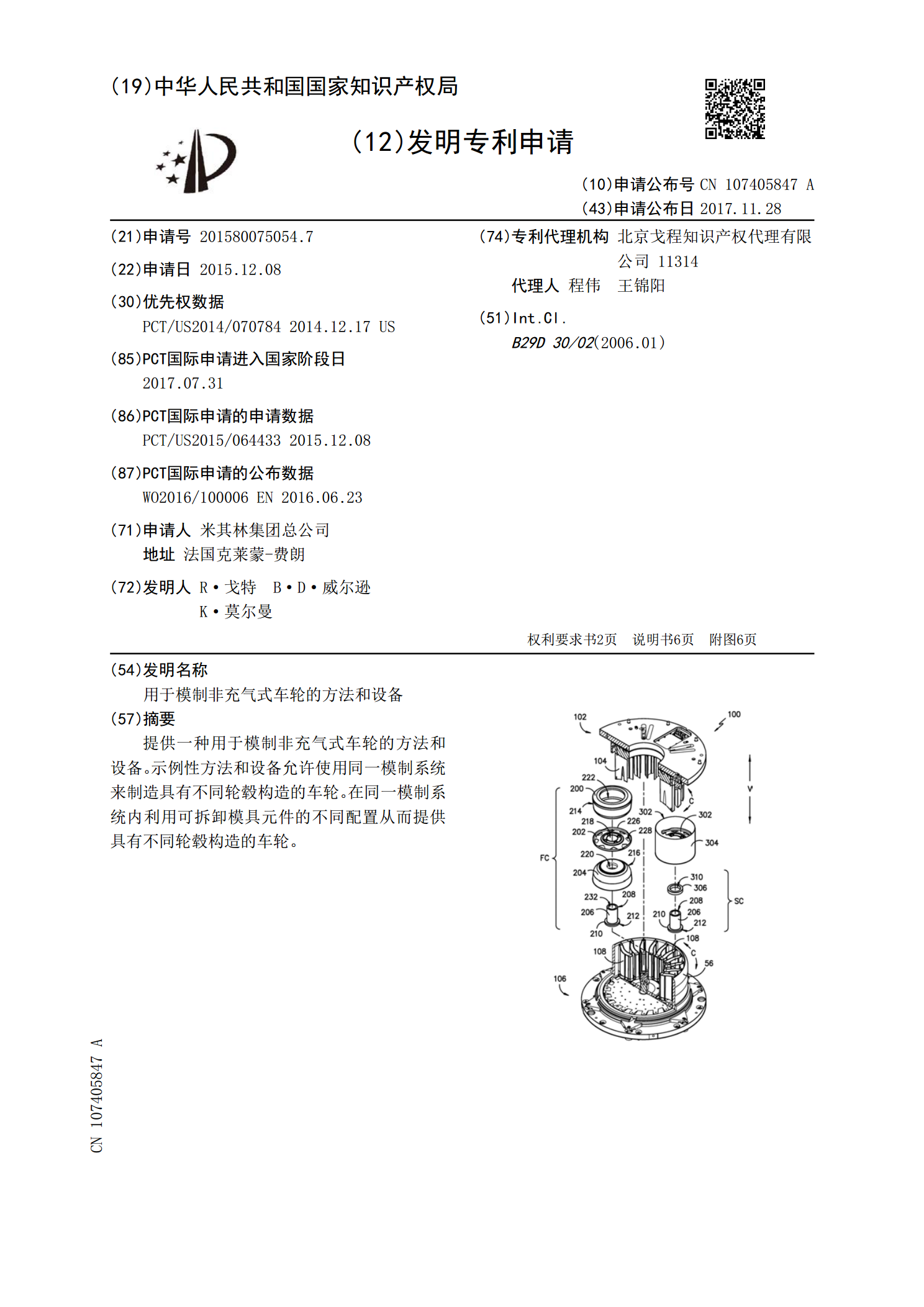
提供一种用于模制非充气式车轮的方法和设备。示例性方法和设备允许使用同一模制系统来制造具有不同轮毂构造的车轮。在同一模制系统内利用可拆卸模具元件的不同配置从而提供具有不同轮毂构造的车轮。