
磨削圆角滚压曲轴砂轮宽度的计算方法.pdf

是你****嘉嘉


1/10

2/10
3/10

4/10
5/10

6/10

7/10

8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
磨削圆角滚压曲轴砂轮宽度的计算方法.pdf
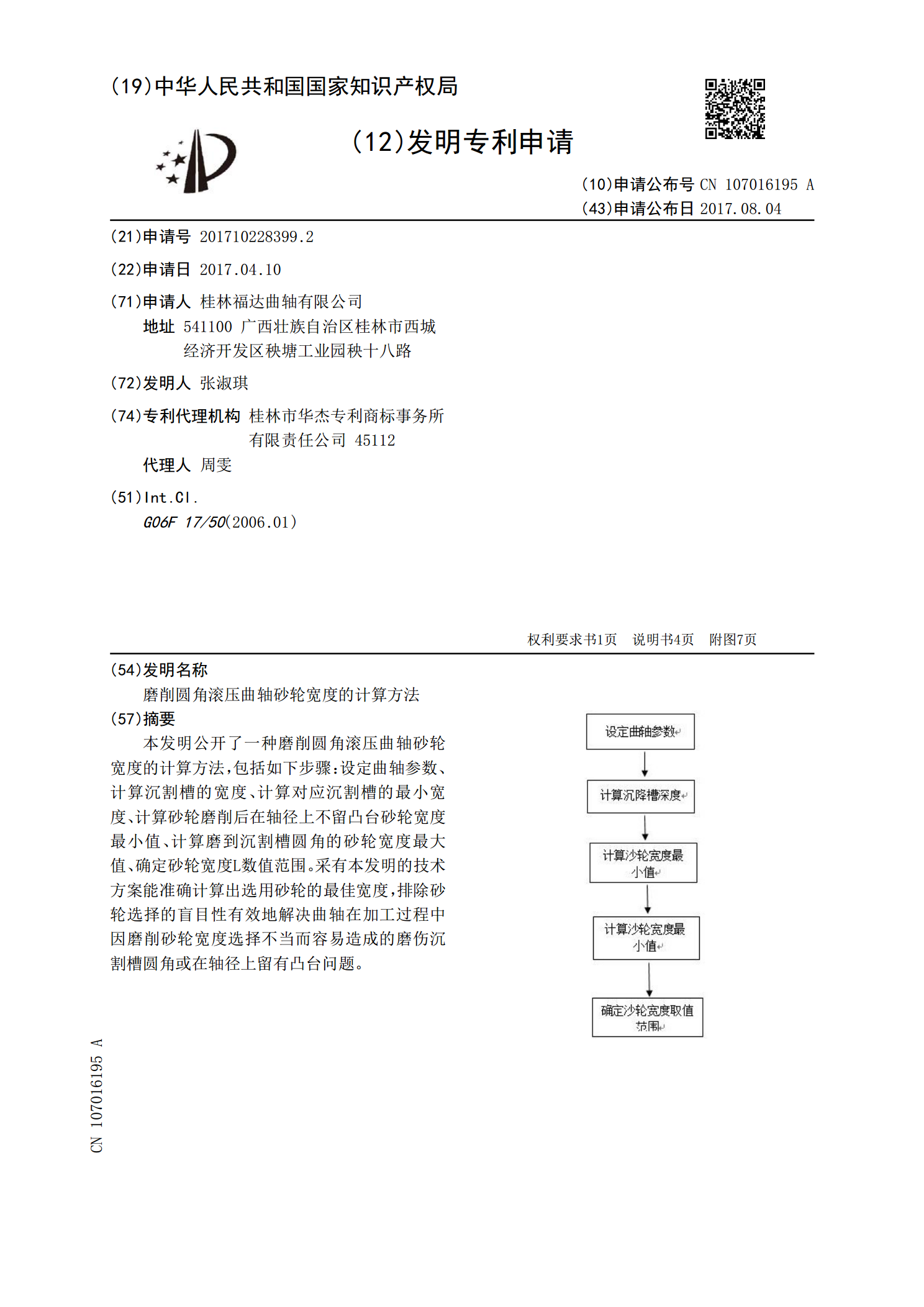
本发明公开了一种磨削圆角滚压曲轴砂轮宽度的计算方法,包括如下步骤:设定曲轴参数、计算沉割槽的宽度、计算对应沉割槽的最小宽度、计算砂轮磨削后在轴径上不留凸台砂轮宽度最小值、计算磨到沉割槽圆角的砂轮宽度最大值、确定砂轮宽度L数值范围。采有本发明的技术方案能准确计算出选用砂轮的最佳宽度,排除砂轮选择的盲目性有效地解决曲轴在加工过程中因磨削砂轮宽度选择不当而容易造成的磨伤沉割槽圆角或在轴径上留有凸台问题。

曲轴滚压圆角.doc
曲轴圆角滚压强化工艺介绍曲轴圆角滚压强化工艺是提高曲轴疲劳强度最有效的手段之一,是实现曲轴“以铁代钢”的关键工艺。经圆角滚压后的曲轴产品,由于内部应力的重新分布,必然存在较大的物理变形,工艺过程参数如不加以优化,很容易造成批量的不合格品。解决形变问题是发挥曲轴圆角滚压工艺优势的门槛。曲轴是发动机中的主要零件之一,在发动机五大件中是最难保证加工质量的零件。曲轴服役工况条件恶劣,其失效形式一般是轴颈磨损和疲劳断裂。疲劳断裂往往是破坏性的,涉及安全方面,必须高度重视。提高曲轴疲劳强度常见的强化工艺大致有以下五种

曲轴圆角滚压设备的研究.docx
曲轴圆角滚压设备的研究曲轴圆角滚压设备的研究摘要:曲轴是内燃机的核心零部件之一,它承受着很大的转动惯量和周期性负载。为了减少曲轴的疲劳损伤,提高其使用寿命,研究曲轴的表面加工技术显得尤为重要。本文以曲轴圆角滚压设备的研究为题,详细介绍了该设备的原理、结构和加工效果。通过对比分析,证明了曲轴圆角滚压设备在曲轴表面加工中具有明显的优势,并对该设备的未来发展进行了展望。关键词:曲轴;圆角滚压;设备;加工效果;发展趋势1.引言曲轴是内燃机的核心零部件之一,它的工作环境非常恶劣,承受着高温、高压和周期性负载等多重作

曲轴圆角滚压的加工工艺.docx
曲轴圆角滚压的加工工艺曲轴圆角滚压加工工艺论文摘要曲轴是内燃机等动力机械中的重要部件,曲轴圆角作为其重要部分,对于内燃机的性能和整个机械的运转都有着非常重要的影响。同时,曲轴在使用过程中容易出现疲劳断裂等问题,因此提高曲轴的性能和寿命是一个非常重要的研究领域。本文主要介绍了曲轴圆角滚压加工工艺的研究现状和发展趋势,分析了曲轴圆角滚压加工工艺的优缺点,针对曲轴的材质、结构等特点,提出了曲轴圆角滚压加工工艺的优化方案,为曲轴的生产和应用提供了一定的理论和实践指导意义。关键词:曲轴,圆角,滚压,加工工艺,优化方

曲轴圆角滚压工具的探讨.docx
曲轴圆角滚压工具的探讨曲轴圆角滚压工具的探讨摘要:曲轴是内燃机等机械设备中重要的零部件之一,曲轴表面的圆角处容易产生应力集中现象,进而导致曲轴的疲劳损伤和断裂。为了解决这一问题,曲轴圆角滚压工具应运而生。本文将围绕曲轴圆角滚压工具的原理、应用效果以及未来的发展方向展开讨论。一、曲轴圆角滚压工具的原理曲轴圆角滚压工具是一种通过滚动方式对曲轴表面的圆角进行加工的工具。其原理是利用工具滚动在曲轴圆角处产生的塑性变形,消除曲轴表面应力集中的效果。通过对圆角部位进行加工,可以大幅度降低曲轴的疲劳损伤和断裂风险,提高