
一种利用三轴联动插补的叶片悬臂磨削加工方法.pdf

琰琬****买买


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种利用三轴联动插补的叶片悬臂磨削加工方法.pdf
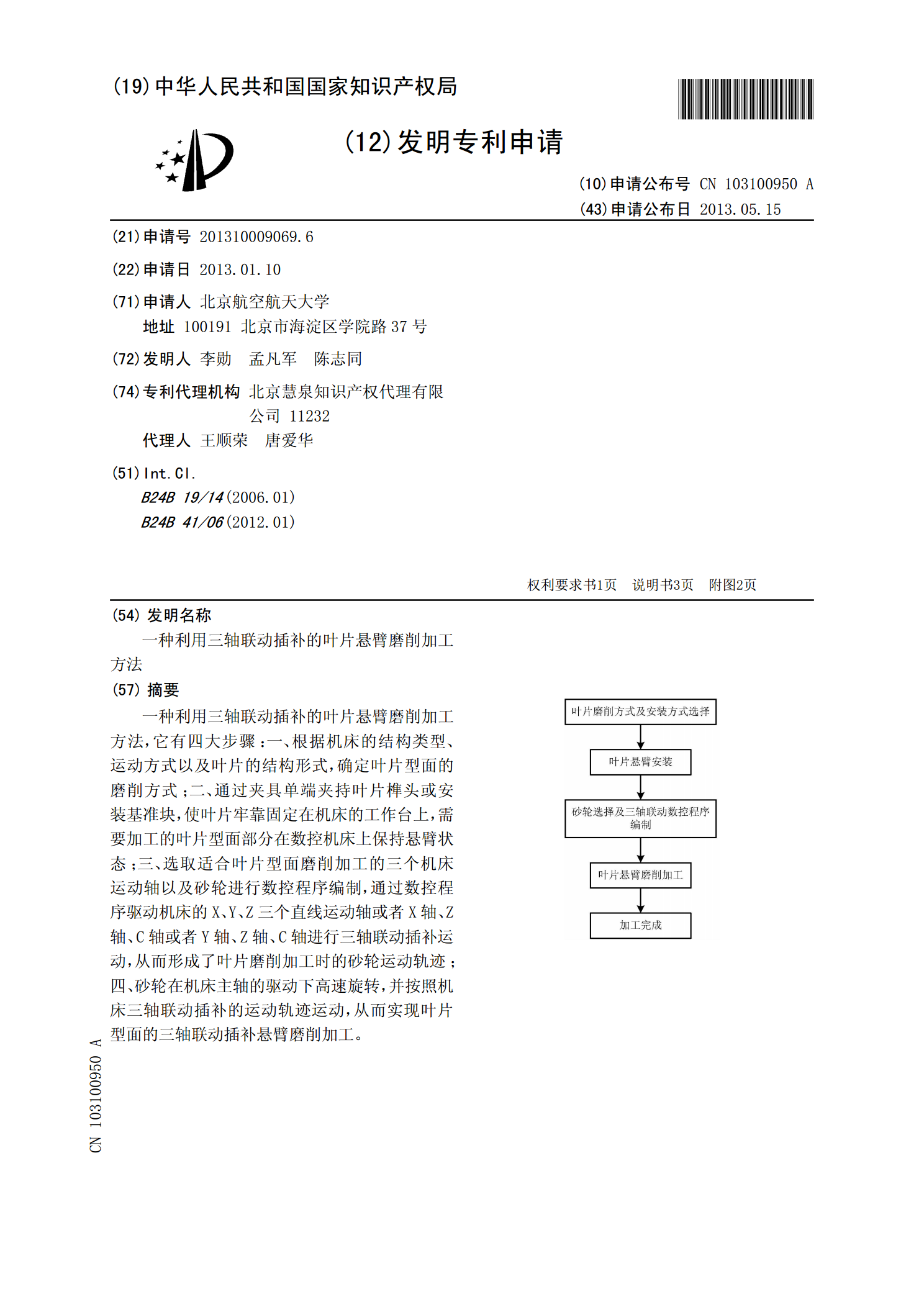
一种利用三轴联动插补的叶片悬臂磨削加工方法,它有四大步骤:一、根据机床的结构类型、运动方式以及叶片的结构形式,确定叶片型面的磨削方式;二、通过夹具单端夹持叶片榫头或安装基准块,使叶片牢靠固定在机床的工作台上,需要加工的叶片型面部分在数控机床上保持悬臂状态;三、选取适合叶片型面磨削加工的三个机床运动轴以及砂轮进行数控程序编制,通过数控程序驱动机床的X、Y、Z三个直线运动轴或者X轴、Z轴、C轴或者Y轴、Z轴、C轴进行三轴联动插补运动,从而形成了叶片磨削加工时的砂轮运动轨迹;四、砂轮在机床主轴的驱动下高速旋转,

一种整体叶轮叶片部分五轴联动变轴插铣数控加工方法.pdf
一种整体叶轮叶片部分五轴联动变轴插铣数控加工方法,按以下步骤进行:1)将零件待加工的空间自由曲面拆分成多个待加工区域;2)分析刀具加工过程中的受力情况;3)选择合适的插铣刀;4)规划加工路线;5)生成数控刀具轨迹;6)数控程序仿真;7)编辑数控程序;8)加工零件;其特点是采用五轴联动变轴插铣方式,提高了整体叶轮粗开槽去除大余量加工效率,解决了自由曲面固定轴插铣后,其叶片表面残余余量不均匀,需采用球形铣刀进行光整处理的加工难题;本发明可用于轴流式整体叶轮、整体叶环等复杂自由曲面结构类需去除大余量零件的五轴数

一种用于五轴联动插补误差补偿的方法.pdf
一种用于五轴联动插补误差补偿的方法,包括将零件安装于机床的工作台上,测量表安装于机床的主轴中心;将所述主轴移动到待加工位置;沿所述主轴方向打表,使所述测量表沿所述零件的已加工轮廓移动,并测得所述测量表的移动路径与所述已加工轮廓在轴向和周向上的偏差值;计算出所述偏差值在平面坐标系中的补偿值,将所述补偿值补偿到机床的数控程序中。通过上述方法在加工不同空间位置时将主轴偏差进行打表检测,并将偏差投影到平面坐标中进行补偿加工坐标系,将无法直接测量和操作者无法预知和发现的联动插补误差变成直观的平面坐标补偿数值,并进行
多叶片转轮曲面的三轴联动加工方法.pdf
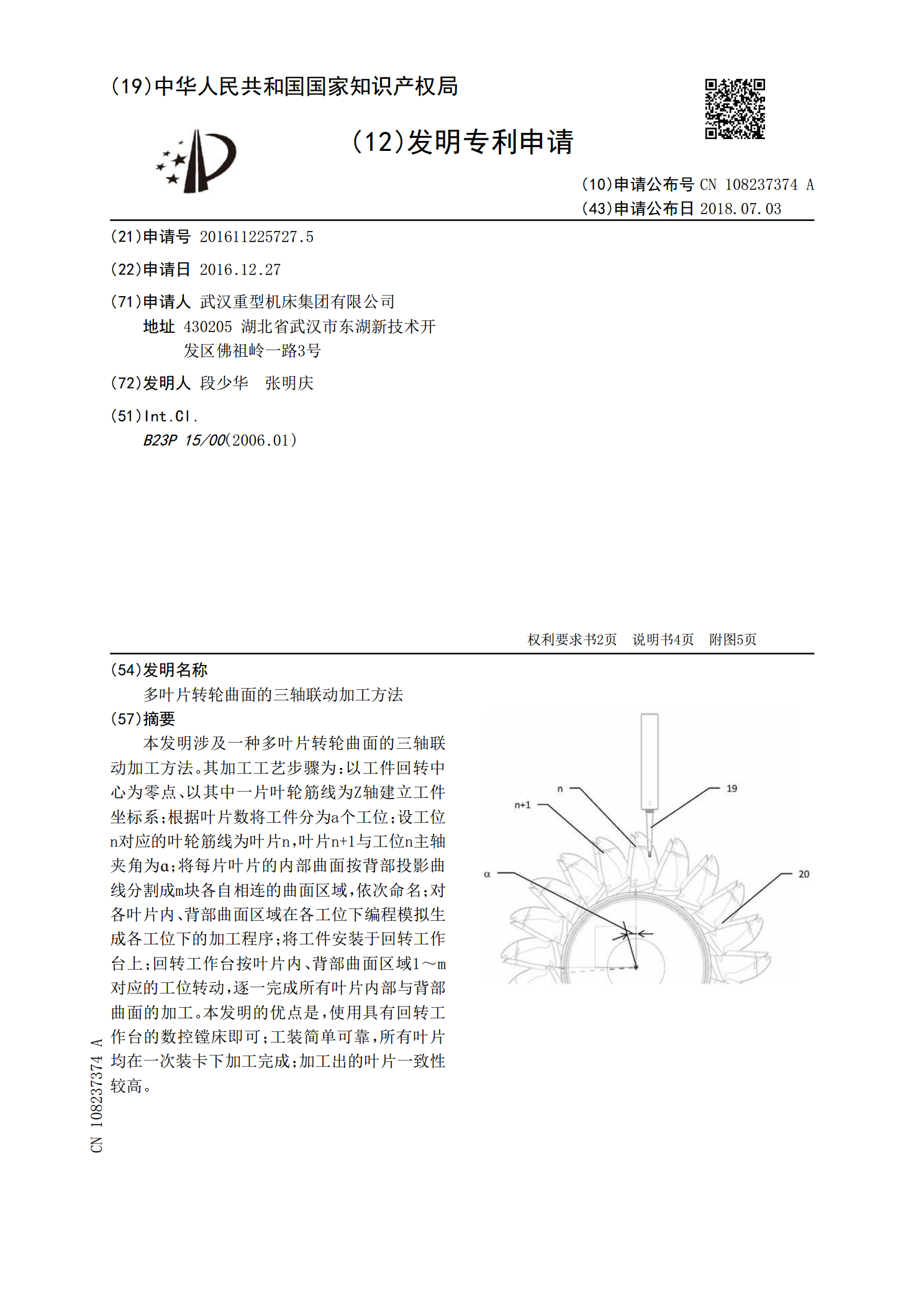
本发明涉及一种多叶片转轮曲面的三轴联动加工方法。其加工工艺步骤为:以工件回转中心为零点、以其中一片叶轮筋线为Z轴建立工件坐标系;根据叶片数将工件分为a个工位;设工位n对应的叶轮筋线为叶片n,叶片n+1与工位n主轴夹角为ɑ;将每片叶片的内部曲面按背部投影曲线分割成m块各自相连的曲面区域,依次命名;对各叶片内、背部曲面区域在各工位下编程模拟生成各工位下的加工程序;将工件安装于回转工作台上;回转工作台按叶片内、背部曲面区域1~m对应的工位转动,逐一完成所有叶片内部与背部曲面的加工。本发明的优点是,使用具有回转工

一种利用圆柱坐标三轴联动机床实现带榫头叶片全型面磨削的方法和装置.pdf
本发明公开了一种利用圆柱坐标三轴联动机床实现带榫头叶片全型面磨削的方法和装置,其要点是将叶片以榫头朝上的方式安装在数控机床的一个旋转轴上,通过机床另外两个直线轴与上述回转轴构成3坐标圆柱坐标机床,用于驱动一种蝶形砂轮进行叶片的全型面磨削加工,砂轮的旋转轴与机床的旋转工作台或旋转轴的轴线不平行或垂直,可以避免缩短砂轮长度和实现对长叶片进行加工,该方法可以只需要三个运动轴就可以实现叶片的榫头和型面的全面加工,利用该方法构造的机床具有远低于五轴联动数控机床的成本,采用多个主轴和回转轴构成方阵结构可以同时在一台机