
一种加工活塞环用专用夹具及加工活塞环的车削方法.pdf

丹烟****魔王

1/8
2/8
3/8
4/8

5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种加工活塞环用专用夹具及加工活塞环的车削方法.pdf
一种加工活塞环用专用夹具及加工活塞环的车削方法,它涉及一种夹具及车削方法,它包括夹具体、压盖、多个压板以及与压板数量相一致的多个支撑块;夹具体的中部加工有定位凹槽,压盖安装在定位凹槽内用于压紧活塞环,定位凹槽外侧加工有用于定位压盖及支撑活塞环的环形突起部,夹具体的上端面上沿周向均布设置有多个支撑块,每个支撑块上放置有用于压紧活塞环的压板。加工活塞环的车削方法为:步骤一:车削准内孔;步骤二:车削准外圆。本发明保证了活塞环在同一工位完成内孔及外圆车削加工,提高了活塞环部件加工质量。

一种活塞环的加工方法.pdf
一种活塞环的加工方法,它属于机械制造技术领域,以解决现有的活塞环在制造过程中容易加工变形,不容易保证47°52′54″的配合搭接精度的问题。本发明包括以下步骤:一、锻造毛坯;二、车削内圆、外圆及端面,并留一定的加工余量;三、磨削两端面;四、划开口线;五、按照开口线开口;六、将活塞环固定使待加工的配合处于竖直位置,利用线切割在指定位置切割活塞环,使活塞环形成配合H;七、修磨活塞环上的斜面,对活塞环开口处的间隙进行调整;八、车削内圆、外圆及台阶至指定尺寸,锐边倒钝;九、划凹槽线;十、铣削凹槽至指定尺寸;十一、

用于发动机的活塞环及活塞环的加工方法.pdf
本申请提出了用于发动机的活塞环及活塞环的加工方法。所述活塞环的活塞环本体(1)包括运行面(3)、下侧面(4)、上侧面(5)和内侧面(6),所述运行面(3)和/或所述下侧面(4)的靠近所述活塞环本体(1)的外圆下棱边(2)的区域没有氮化层,在所述外圆下棱边(2)形成有倒角(21),所述倒角(21)没有氮化层,所述活塞环的其他区域具有氮化层。
一种轴环车削加工专用夹具及其加工方法.pdf
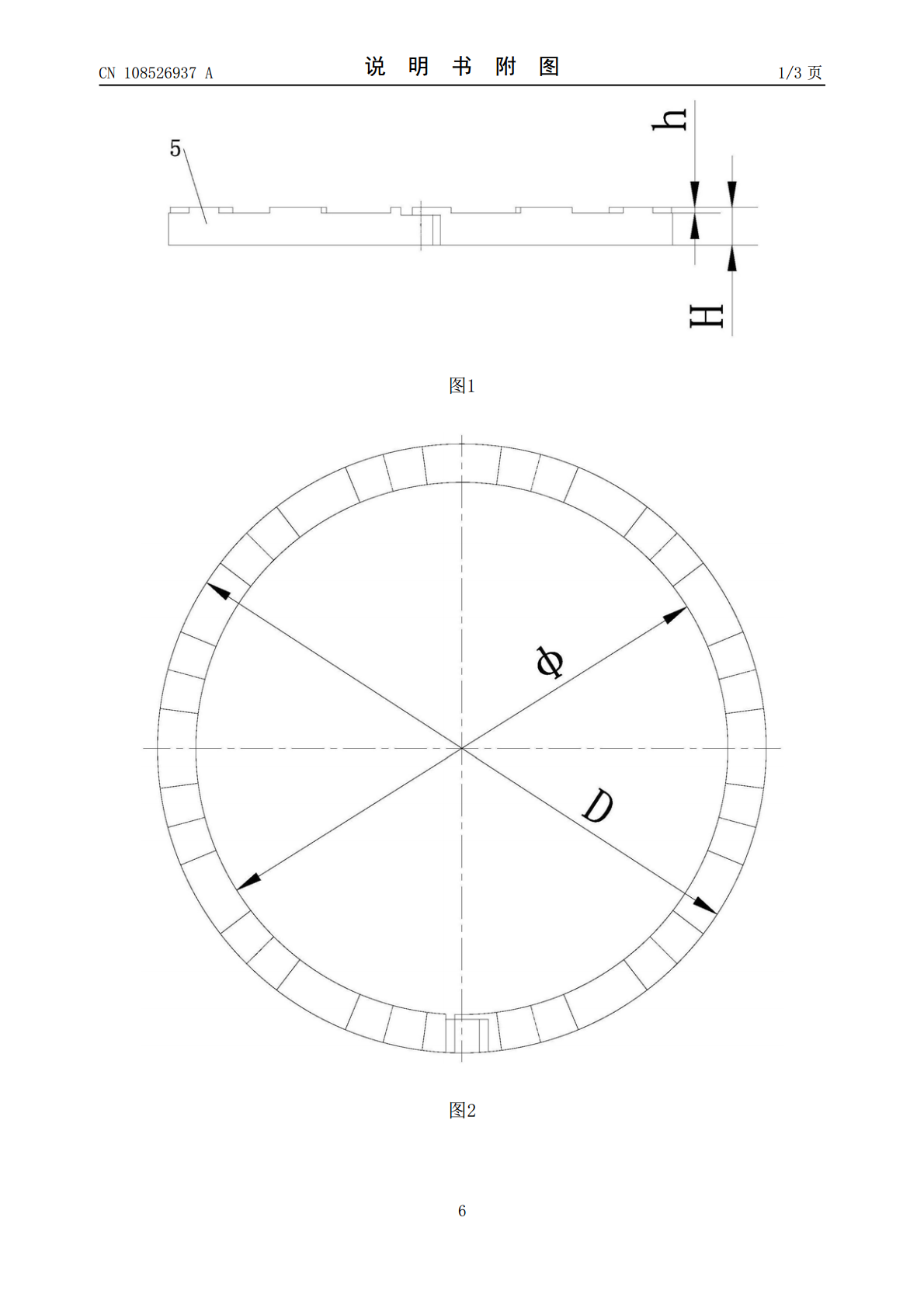
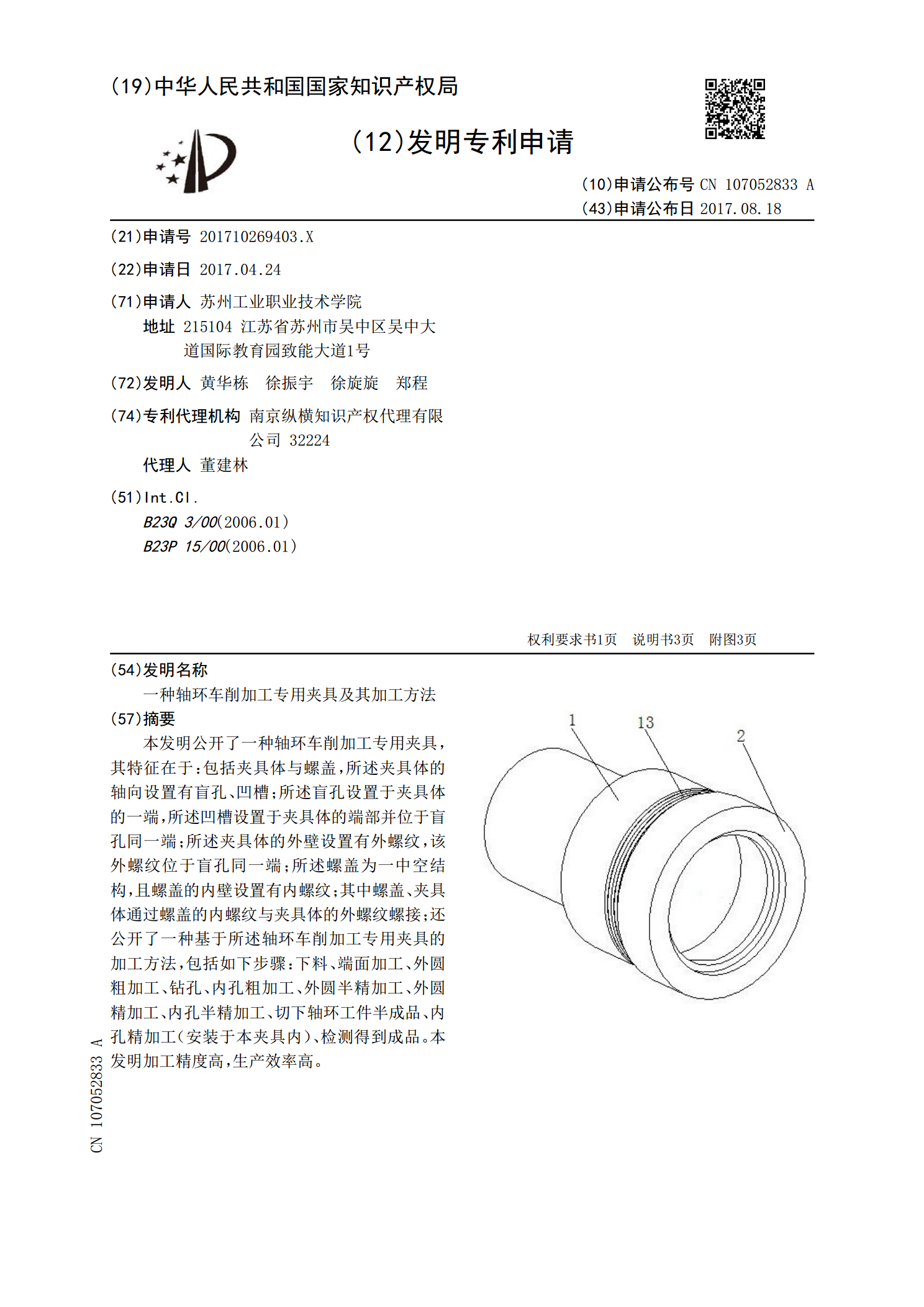
本发明公开了一种轴环车削加工专用夹具,其特征在于:包括夹具体与螺盖,所述夹具体的轴向设置有盲孔、凹槽;所述盲孔设置于夹具体的一端,所述凹槽设置于夹具体的端部并位于盲孔同一端;所述夹具体的外壁设置有外螺纹,该外螺纹位于盲孔同一端;所述螺盖为一中空结构,且螺盖的内壁设置有内螺纹;其中螺盖、夹具体通过螺盖的内螺纹与夹具体的外螺纹螺接;还公开了一种基于所述轴环车削加工专用夹具的加工方法,包括如下步骤:下料、端面加工、外圆粗加工、钻孔、内孔粗加工、外圆半精加工、外圆精加工、内孔半精加工、切下轴环工件半成品、内孔精加

活塞环新镀层的加工方法.docx
活塞环新镀层的加工方法活塞环是内燃机活塞与缸壁之间的关键密封部件,其性能直接影响着内燃机的功率、燃油经济性、排放和寿命等方面。为了改善活塞环的耐磨性和密封性能,提高内燃机的综合性能,现代活塞环常采用镀层工艺来增强其表面性能。在本文中,将详细介绍活塞环新镀层的加工方法。活塞环的镀层加工方法主要包括电镀、电泳和物理气相沉积等几种常见技术。下面将就这几种方法进行详细描述。1.电镀方法电镀方法是将活塞环浸入电解液中,通过电流的作用,在活塞环表面形成一层金属镀层。电镀方法的优点是成本较低,易于操作,并且镀层均匀厚度