
一种轴环车削加工专用夹具及其加工方法.pdf

猫巷****松臣

1/8
2/8
3/8
4/8
5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轴环车削加工专用夹具及其加工方法.pdf
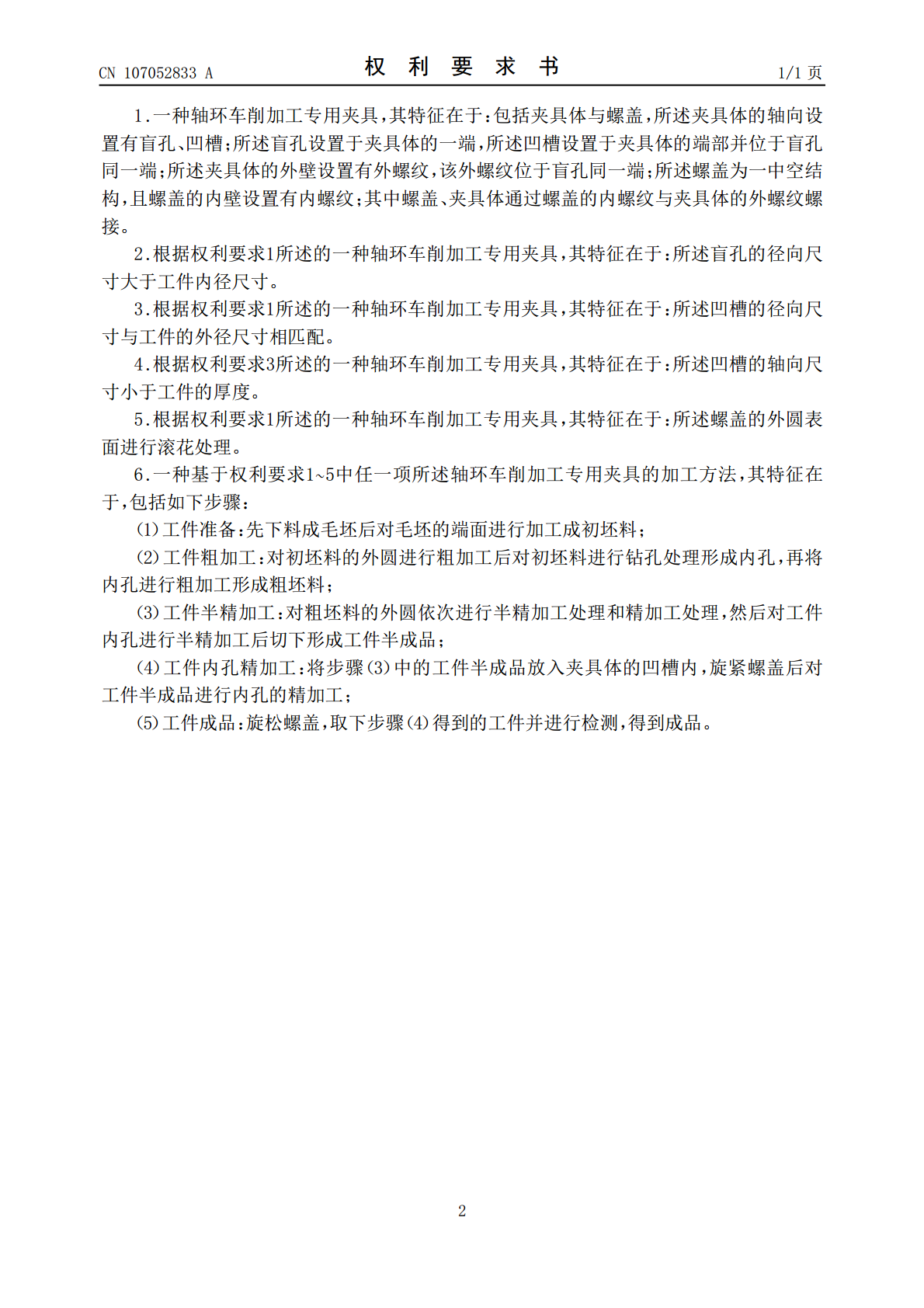
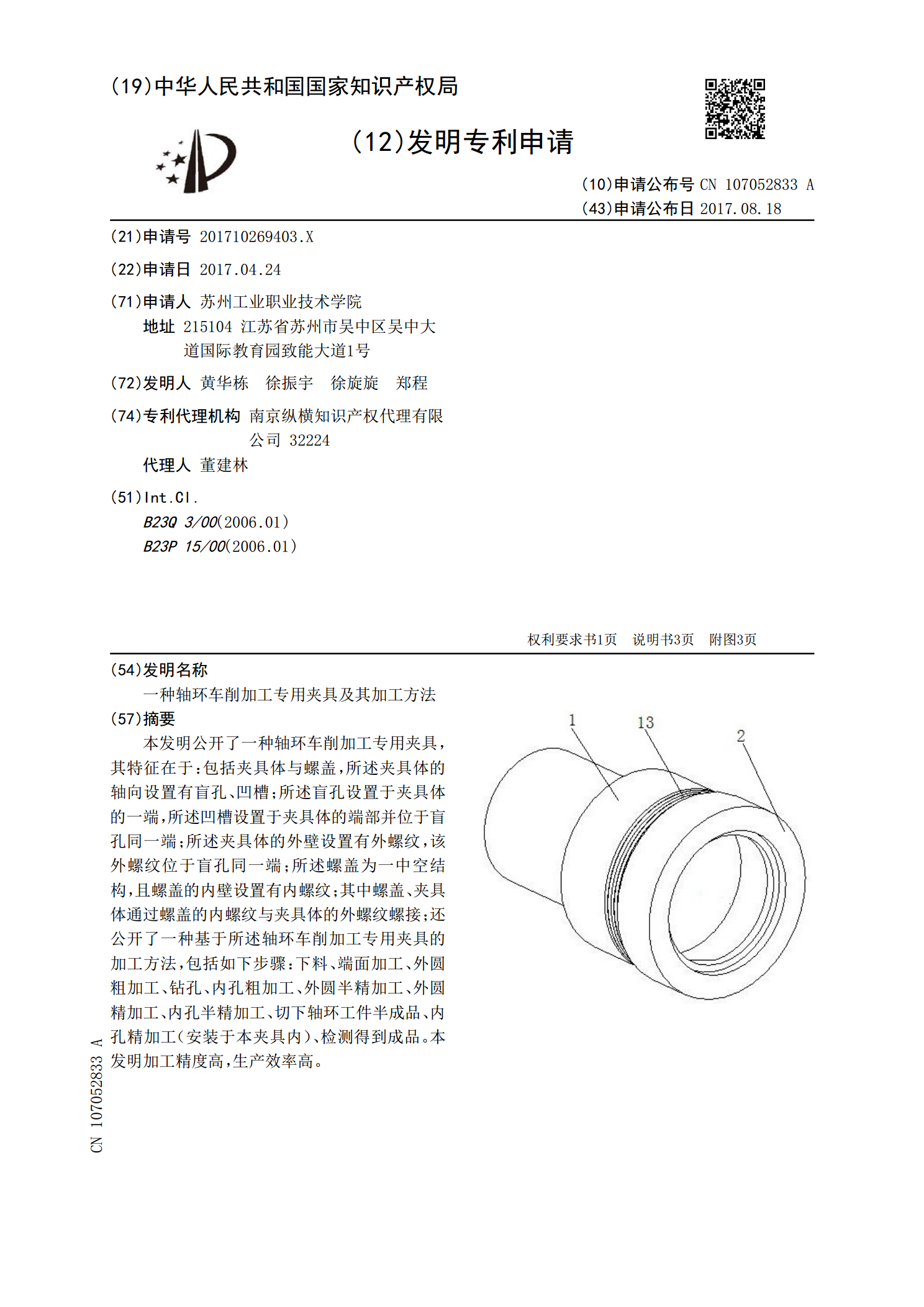
本发明公开了一种轴环车削加工专用夹具,其特征在于:包括夹具体与螺盖,所述夹具体的轴向设置有盲孔、凹槽;所述盲孔设置于夹具体的一端,所述凹槽设置于夹具体的端部并位于盲孔同一端;所述夹具体的外壁设置有外螺纹,该外螺纹位于盲孔同一端;所述螺盖为一中空结构,且螺盖的内壁设置有内螺纹;其中螺盖、夹具体通过螺盖的内螺纹与夹具体的外螺纹螺接;还公开了一种基于所述轴环车削加工专用夹具的加工方法,包括如下步骤:下料、端面加工、外圆粗加工、钻孔、内孔粗加工、外圆半精加工、外圆精加工、内孔半精加工、切下轴环工件半成品、内孔精加

一种加工活塞环用专用夹具及加工活塞环的车削方法.pdf
一种加工活塞环用专用夹具及加工活塞环的车削方法,它涉及一种夹具及车削方法,它包括夹具体、压盖、多个压板以及与压板数量相一致的多个支撑块;夹具体的中部加工有定位凹槽,压盖安装在定位凹槽内用于压紧活塞环,定位凹槽外侧加工有用于定位压盖及支撑活塞环的环形突起部,夹具体的上端面上沿周向均布设置有多个支撑块,每个支撑块上放置有用于压紧活塞环的压板。加工活塞环的车削方法为:步骤一:车削准内孔;步骤二:车削准外圆。本发明保证了活塞环在同一工位完成内孔及外圆车削加工,提高了活塞环部件加工质量。

细长轴的车削加工方法.docx
细长轴的车削加工方法车削是一种常见的金属加工方法。它利用旋转的切削刀具与固定的工件之间的相对运动来切削制造机件的表面。车削广泛应用于各种行业,包括汽车、电子、医疗设备等。本篇论文将探讨细长轴的车削加工方法。一、细长轴的定义及加工需求细长轴是一种长而细的轴状构件,相对于其他轴状结构来说,它更加脆弱和易曲折。因此,在车削细长轴时,要特别注意加工的稳定性,以避免出现偏差和变形。在细长轴的加工中,还需要注意以下几个方面:1.切削力要合理控制,在不影响车床精度的前提下尽可能地减小切削力,以避免轴的变形或损坏。2.加

细长轴车削加工方法.docx
细长轴车削加工方法标题:细长轴车削加工方法摘要:随着工业发展的不断进步,细长轴零件在许多行业中得到广泛应用。然而,由于其特殊的形状和尺寸,对细长轴的车削加工方法提出了更高的要求。本文将介绍常用的细长轴车削加工方法,并从工艺优化、机床选型以及表面质量三个方面进行探讨。一、引言细长轴零件具有较高的长度与直径比、狭长的外轮廓以及细长的加工特征,车削加工难度较大。目前,存在的问题主要包括振动加剧、形状掌握难度大以及表面质量难以满足需求等。因此,针对细长轴零件的特点,研究与优化其车削加工方法具有重要意义。二、常见的

浅谈细长轴车削加工方法.doc
浅谈细长轴车削加工方法在机械加工过程中,有很多轴类零件的长径比L/d>25。在切削力、重力和顶尖顶紧力的作用下,横置的细长轴很容易弯曲甚至失稳,因此,车削细长轴时必须改善细长轴的受力问题。加工方法:采用反向进给车削,选用合理的刀具几何参数、切削用量、拉紧装置和轴套式跟刀架等一系列有效措施。一、车削细长轴产生弯曲变形的因素分析在车床上车削细长轴采用的传统装夹方式主要有两种:一种方式是:一夹一顶安装;另一种方式是:两顶尖安装。这里主要分析一夹一顶的装夹方式。如图1所示。图1一夹一顶装夹方式及受力分析通过实际加