
一种空气悬架的折弯装置.pdf

萌运****魔王


1/7

2/7

3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种空气悬架的折弯装置.pdf
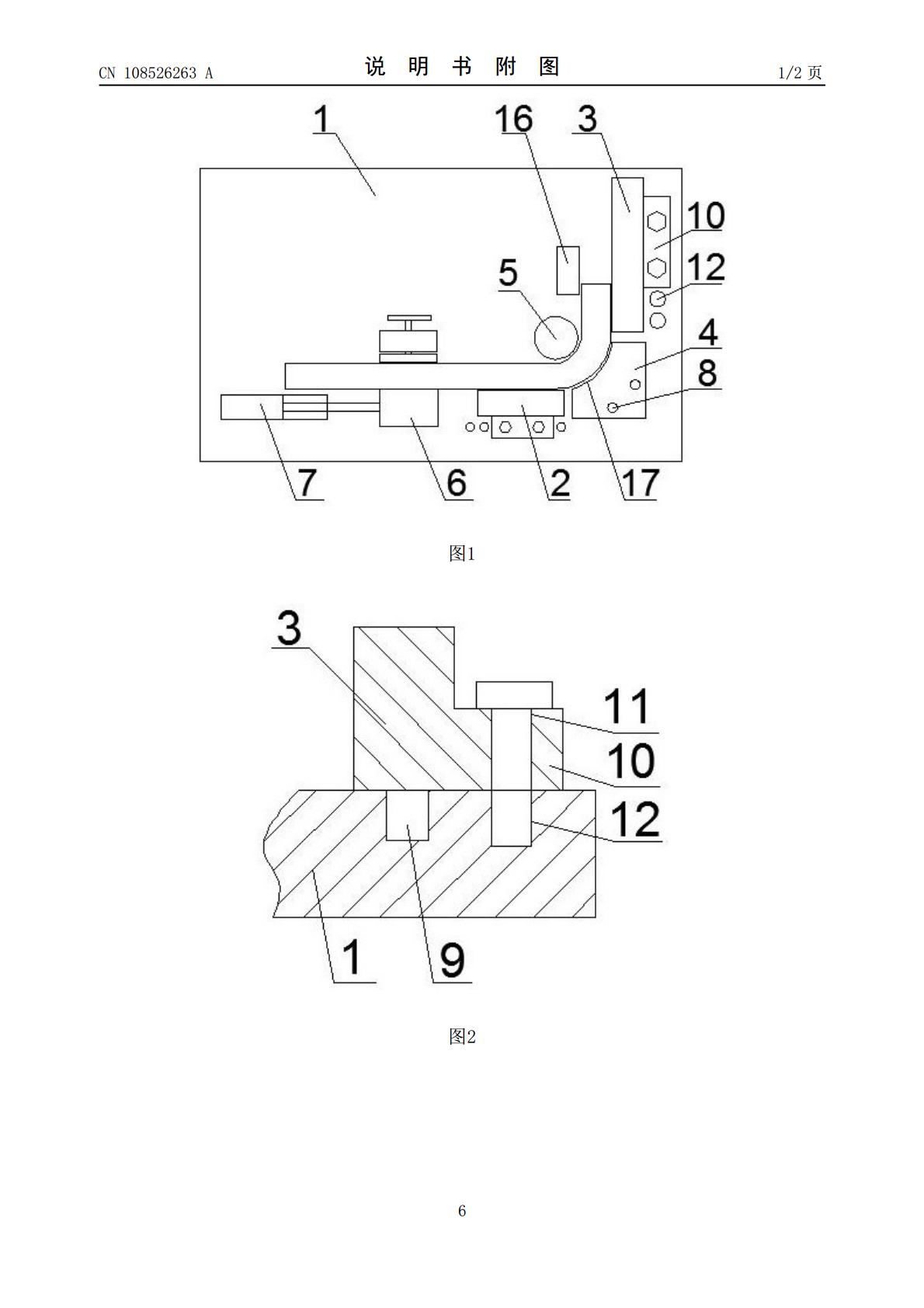
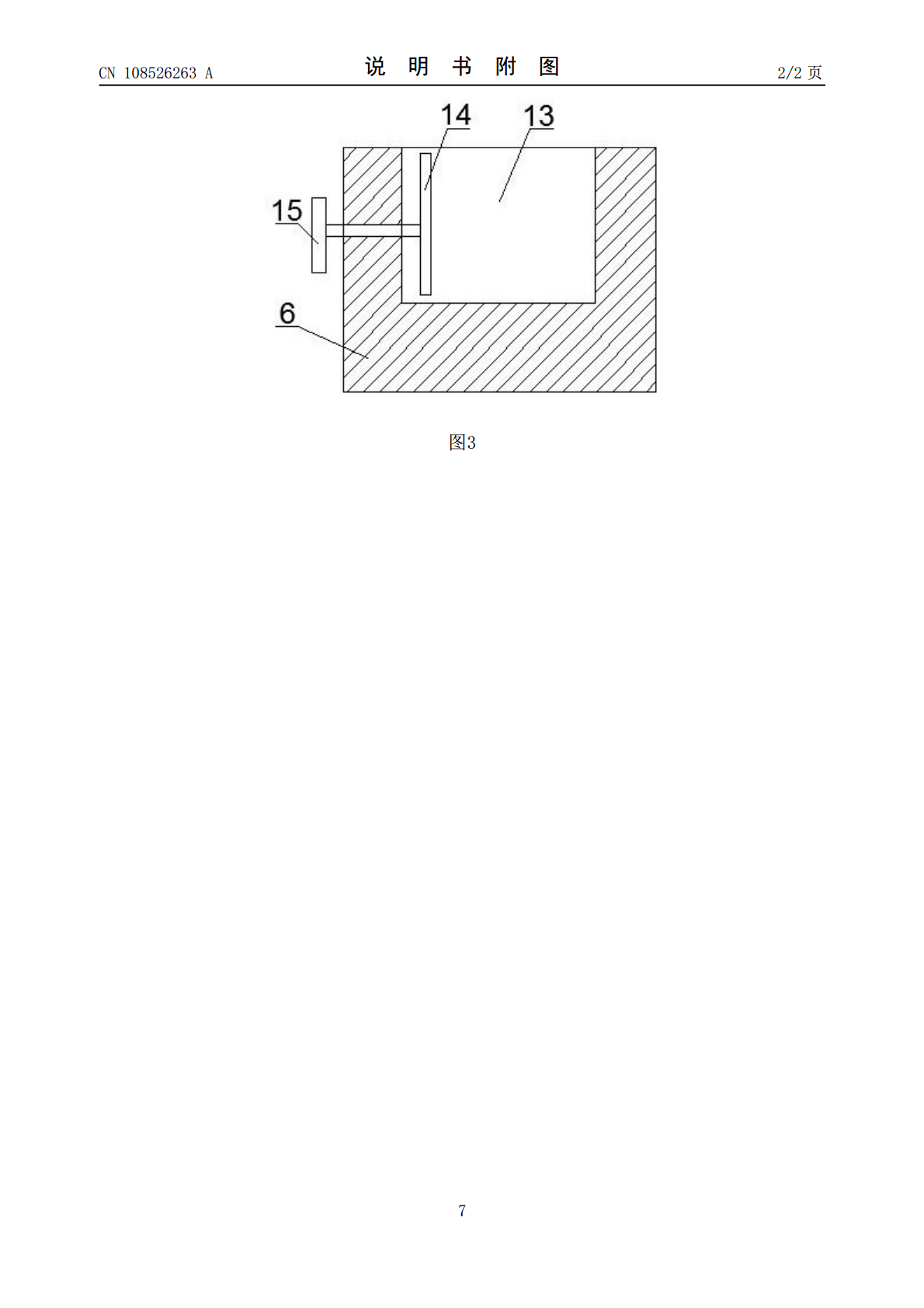
本发明公开了一种空气悬架的折弯装置,包括底座、第一导向成型件、第二导向成型件、转向成型件、转轮、夹紧件和直线驱动装置,第一导向成型件和第二导向成型件分别与底座滑动连接,第一导向成型件与第二导向成型的滑动轨迹延迟线的交点处设置有转向成型件,转向成型件为长方体结构,转向成型件设有圆弧部,圆弧部的两端分别与第一导向成型件和第二导向成型件相切,转向成型件的圆弧部一侧设置有转轮,转轮的转轴固定于底座上,所述底座滑动连接有夹紧件,用于夹持待折弯的空心管,所述的直线驱动装置固定在底座上,直线驱动装置的输出轴与夹紧件连接

一种新型空气悬架装置.pdf
本发明公开了一种新型空气悬架装置,包括车桥,所述车桥内对称设有与其转动连接的第一转动轴,所述第一转动轴上设有与其固定连接的转动盘,所述转动盘的外侧壁上设有与其固定连接的支撑杆,所述车桥的下侧设有转动孔,所述支撑杆插设在转动孔中并与其转动连接,所述车桥的上侧设有滑槽,所述滑槽中对称设有与其滑动连接的滑板,所述滑板的下侧设有齿条,所述滑板的上侧对称设有固定块。本发明的优点在于将传统的空气悬架装置进行改进,首先通过液压装置对悬架装置提供支撑力,提高了悬架装置支撑的稳定性,然后通过齿轮齿条传动,带动支撑杆运动对汽
空气悬架的调平方法、装置与空气悬架系统.pdf
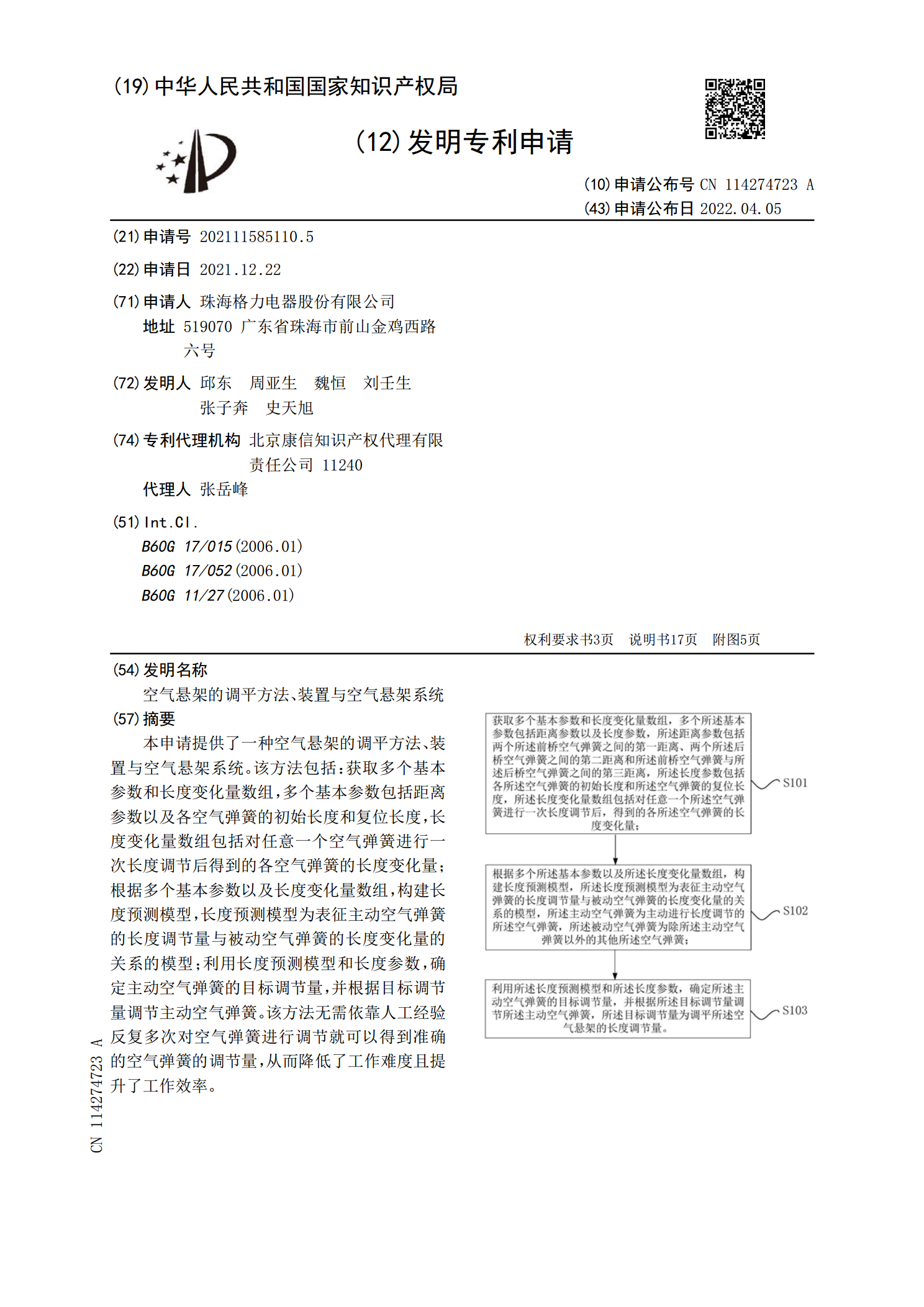
本申请提供了一种空气悬架的调平方法、装置与空气悬架系统。该方法包括:获取多个基本参数和长度变化量数组,多个基本参数包括距离参数以及各空气弹簧的初始长度和复位长度,长度变化量数组包括对任意一个空气弹簧进行一次长度调节后得到的各空气弹簧的长度变化量;根据多个基本参数以及长度变化量数组,构建长度预测模型,长度预测模型为表征主动空气弹簧的长度调节量与被动空气弹簧的长度变化量的关系的模型;利用长度预测模型和长度参数,确定主动空气弹簧的目标调节量,并根据目标调节量调节主动空气弹簧。该方法无需依靠人工经验反复多次对空气

复合空气悬架检测装置.pdf
本发明公开一种复合空气悬架检测装置,包括:检测台座、板簧检测机构和轮毂支撑结构,所述板簧检测机构包括设于所述检测台座周侧的四个板簧夹持检测结构,且四个所述板簧夹持检测结构呈矩形阵列布置于所述检测台座上,所述轮毂支撑结构可拆卸地安装于所述检测台座上、并位于四个所述板簧夹持检测结构的中间。本发明提供的所述复合空气悬架检测装置,旨在解决现有技术中,复合空气悬架与车架吊耳之间的装配连接难度较大,尺寸不易控制更不易检测的问题。

一种空气悬架系统控制方法和空气悬架系统.pdf
本发明公开了一种空气悬架系统控制方法,包括:获取各车轮的车高输出值,根据所述车高输出值确定是否易发生风险。本发明还公开了一种空气悬架系统。本发明实施例通过检测行驶过程中轮胎的异常情况判断是否会发生倾斜的风险,确定发生问题提醒用户防止危险发生。