
一种柔性打磨自动补偿系统.pdf

书生****12

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种柔性打磨自动补偿系统.pdf
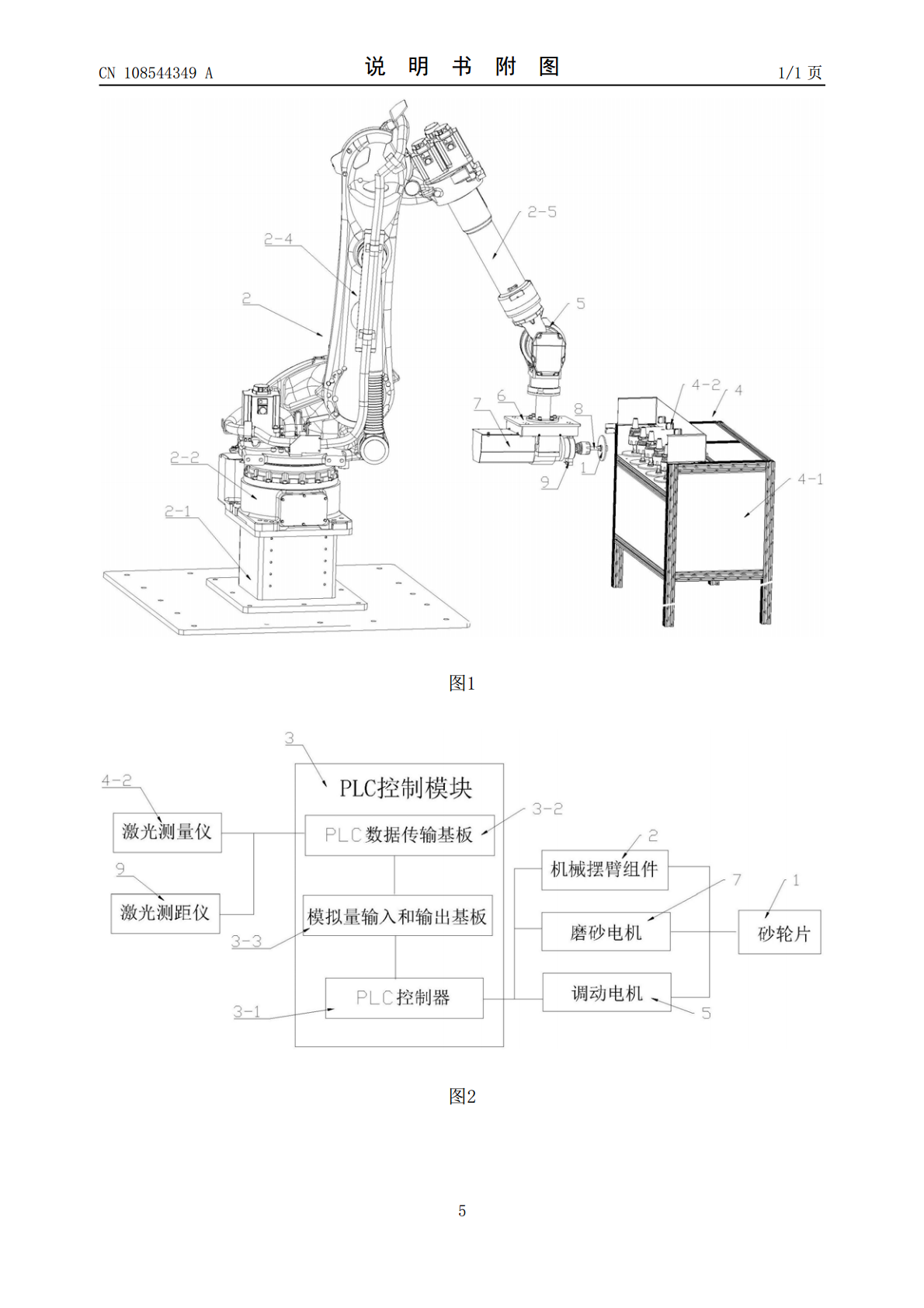
本发明涉及一种柔性打磨自动补偿系统,包括用于打磨的砂轮片、控制并调整砂轮片打磨角度和打磨深度的机械摆臂装置、PLC控制模块、监控砂轮片磨砂情况并及时更换砂轮片的监控装置,本发明采用激光测距仪、激光测量仪与PLC控制模块组成,将工件需要打磨深度以及实时监控砂轮片磨损直径的数据化,再结合可全方位角度调整的机械摆臂组件根据砂轮片的磨损以及工件需打磨深度实时调整并规划新的打磨轨迹,从而保证工件打磨的一致性和质量,同时,当砂轮片磨损达到一定程度,及时更换砂轮片,代替人工打磨操作,提高打磨效率和产能。
一种柔性打磨装置和柔性打磨系统.pdf
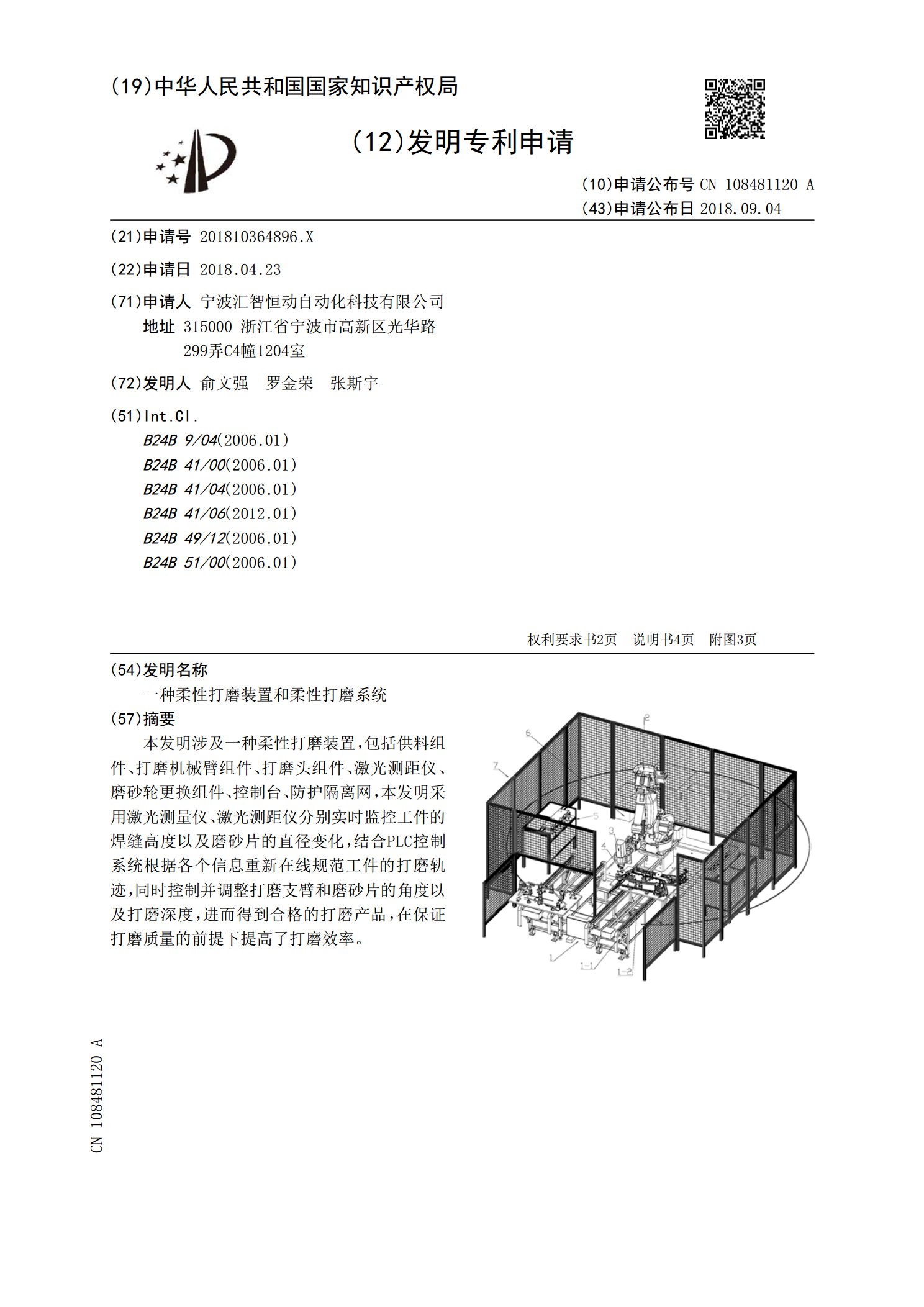
本发明涉及一种柔性打磨装置,包括供料组件、打磨机械臂组件、打磨头组件、激光测距仪、磨砂轮更换组件、控制台、防护隔离网,本发明采用激光测量仪、激光测距仪分别实时监控工件的焊缝高度以及磨砂片的直径变化,结合PLC控制系统根据各个信息重新在线规范工件的打磨轨迹,同时控制并调整打磨支臂和磨砂片的角度以及打磨深度,进而得到合格的打磨产品,在保证打磨质量的前提下提高了打磨效率。
一种柔性自动打磨砂带机.pdf
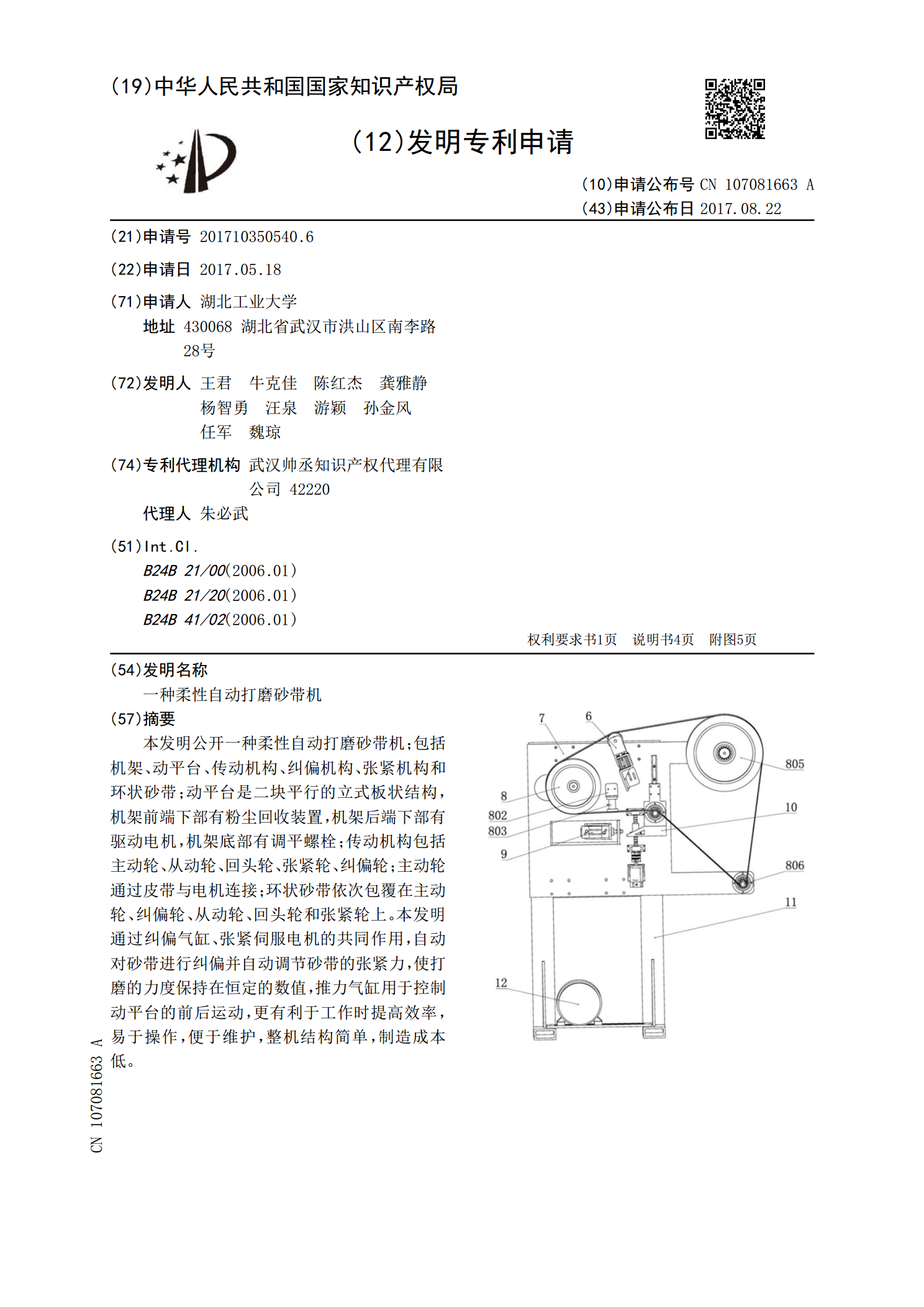
本发明公开一种柔性自动打磨砂带机;包括机架、动平台、传动机构、纠偏机构、张紧机构和环状砂带;动平台是二块平行的立式板状结构,机架前端下部有粉尘回收装置,机架后端下部有驱动电机,机架底部有调平螺栓;传动机构包括主动轮、从动轮、回头轮、张紧轮、纠偏轮;主动轮通过皮带与电机连接;环状砂带依次包覆在主动轮、纠偏轮、从动轮、回头轮和张紧轮上。本发明通过纠偏气缸、张紧伺服电机的共同作用,自动对砂带进行纠偏并自动调节砂带的张紧力,使打磨的力度保持在恒定的数值,推力气缸用于控制动平台的前后运动,更有利于工作时提高效率,易

一种柔性打磨抛光系统.pdf
本发明公开了一种柔性打磨抛光系统,包括底板,所述底板的顶部一侧固定设置有竖板,所述底板的上方设有打磨轮,所述竖板的一侧设有固定结构,所述固定结构包括曲杆、竖块、斜杆、电机一、圆筒、电动推杆和夹板,所述电机一的一端与竖板的一侧下方固定连接,所述电机一的输出端与圆筒的一端固定连接,所述圆筒的外壁一侧通过轴承与竖板的下方内壁转动连接。该柔性打磨抛光系统,通过底板、外壳、横板、竖板、打磨轮、收集箱、滑杆、横块、挡板和固定结构的配合,电动推杆带动竖块向外移动,竖块带动斜杆移动,斜杆带动曲杆转动,曲杆带动夹板转动,进

一种风电轮毂自动打磨系统及打磨方法.pdf
本发明公开了一种风电轮毂自动打磨系统,包括升降架、旋转工作台、刀库和机器人打磨臂,旋转工作台用于放置风电轮毂,还包括扫描识别装置及扫描识别控制服务器,扫描识别装置和恒力浮动装置安装在机器人打磨臂上,机器人打磨臂通过伺服行走驱动装置与伺服升降架滑动连接,行走驱动装置用于驱动机器人打磨臂沿着升降架上下移动。本发明智能打磨系统能够使机器人打磨臂自适应工件智能生成打磨轨迹,控制打磨精度,有效克服了风电轮毂等多曲面大型工件来料一致性差,打磨难,效率低,精度差的顽疾。