
一种带凹底薄壁筒件冲旋一体化成形装置及其成形方法.pdf

雨巷****莺莺

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种带凹底薄壁筒件冲旋一体化成形装置及其成形方法.pdf
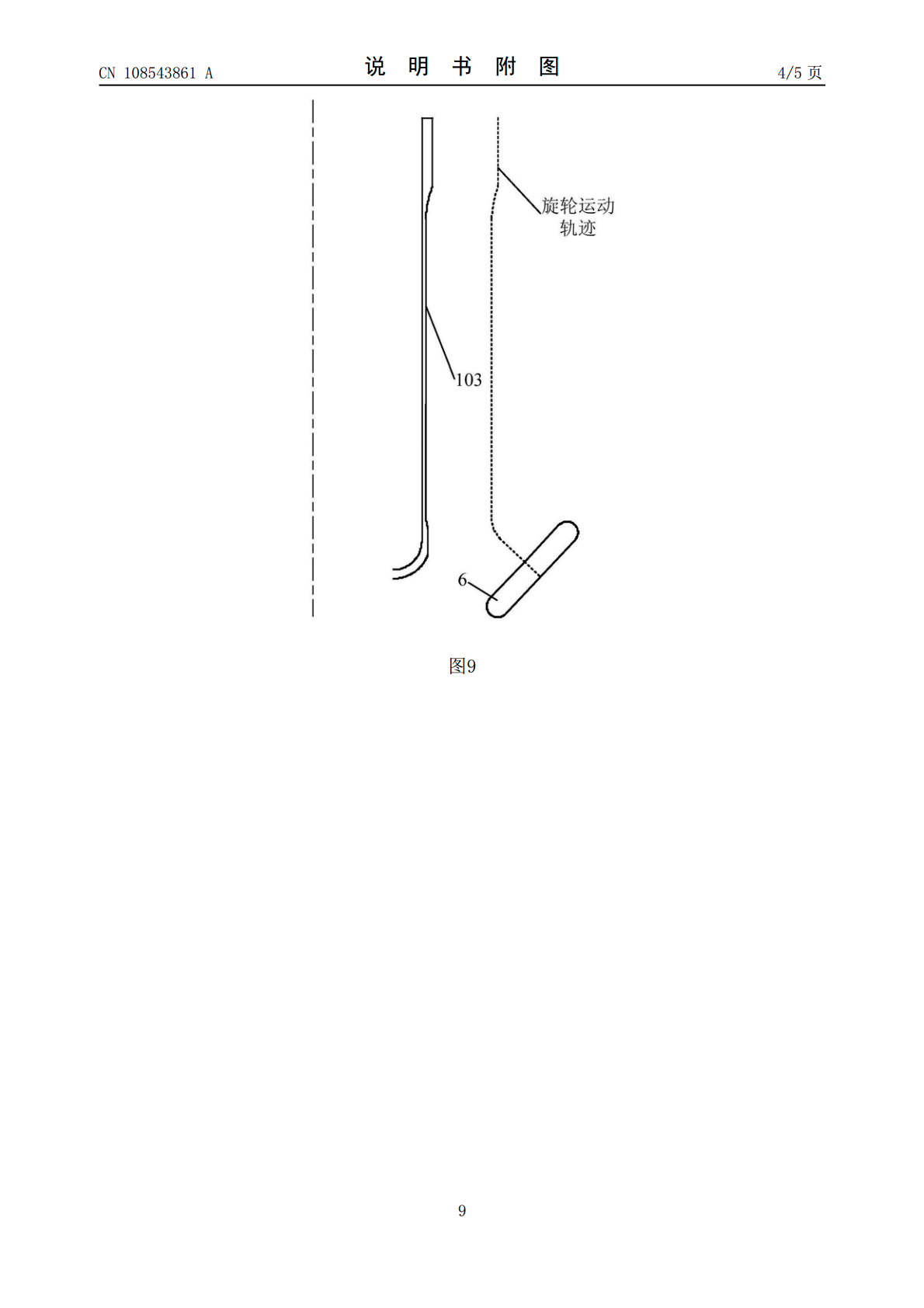
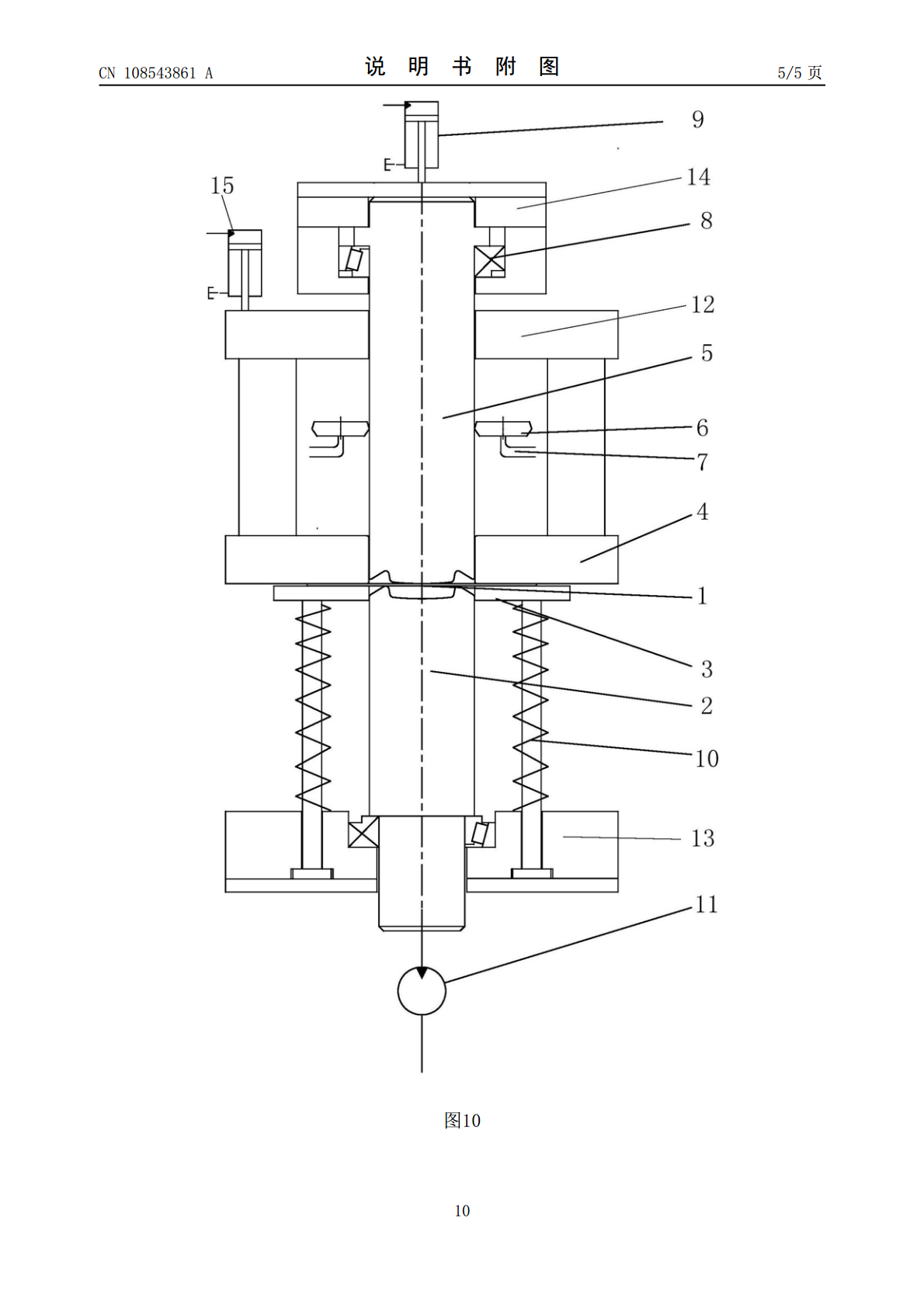
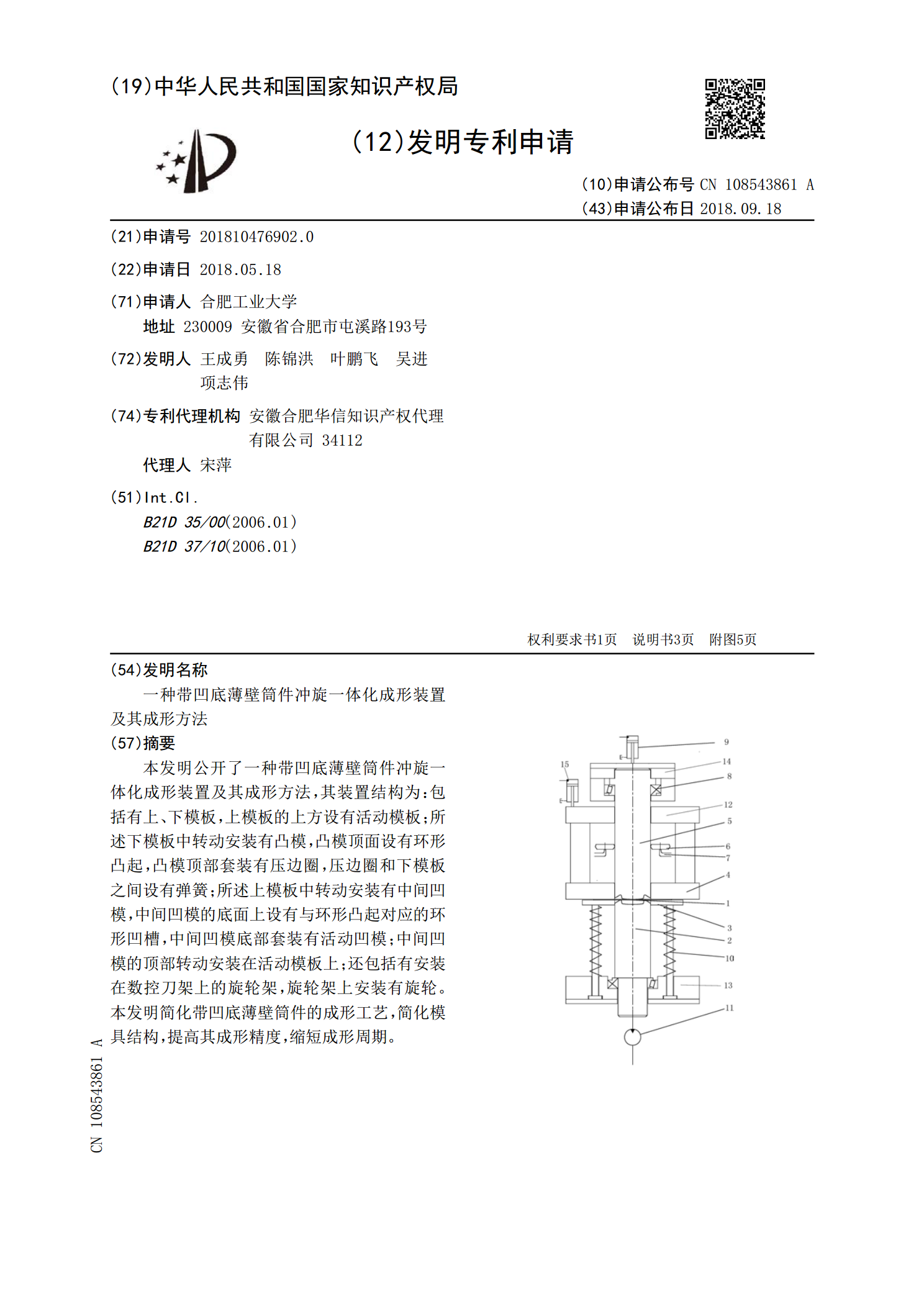
本发明公开了一种带凹底薄壁筒件冲旋一体化成形装置及其成形方法,其装置结构为:包括有上、下模板,上模板的上方设有活动模板;所述下模板中转动安装有凸模,凸模顶面设有环形凸起,凸模顶部套装有压边圈,压边圈和下模板之间设有弹簧;所述上模板中转动安装有中间凹模,中间凹模的底面上设有与环形凸起对应的环形凹槽,中间凹模底部套装有活动凹模;中间凹模的顶部转动安装在活动模板上;还包括有安装在数控刀架上的旋轮架,旋轮架上安装有旋轮。本发明简化带凹底薄壁筒件的成形工艺,简化模具结构,提高其成形精度,缩短成形周期。
一种薄壁筒形件强力旋压成形装置.pdf
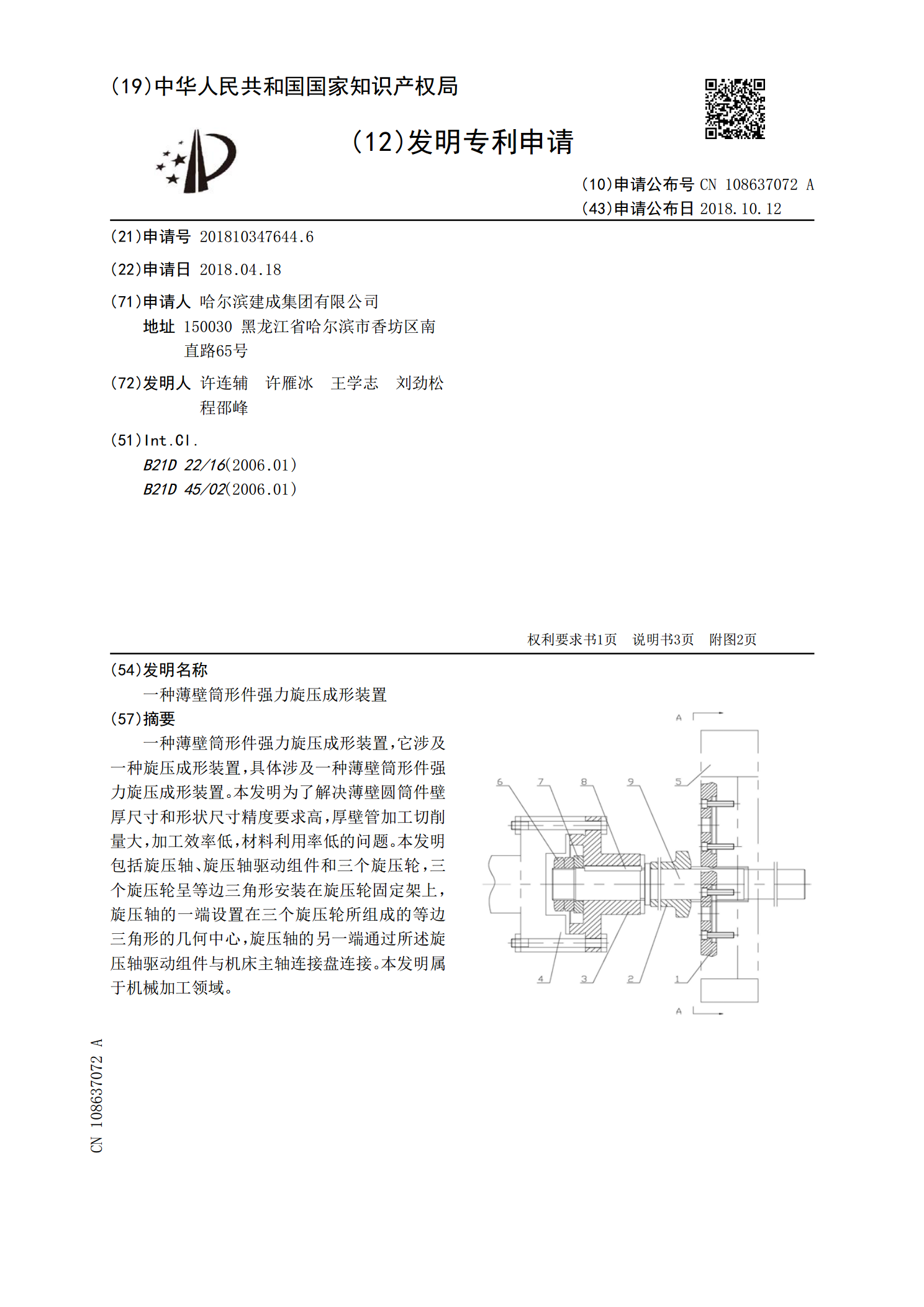
一种薄壁筒形件强力旋压成形装置,它涉及一种旋压成形装置,具体涉及一种薄壁筒形件强力旋压成形装置。本发明为了解决薄壁圆筒件壁厚尺寸和形状尺寸精度要求高,厚壁管加工切削量大,加工效率低,材料利用率低的问题。本发明包括旋压轴、旋压轴驱动组件和三个旋压轮,三个旋压轮呈等边三角形安装在旋压轮固定架上,旋压轴的一端设置在三个旋压轮所组成的等边三角形的几何中心,旋压轴的另一端通过所述旋压轴驱动组件与机床主轴连接盘连接。本发明属于机械加工领域。
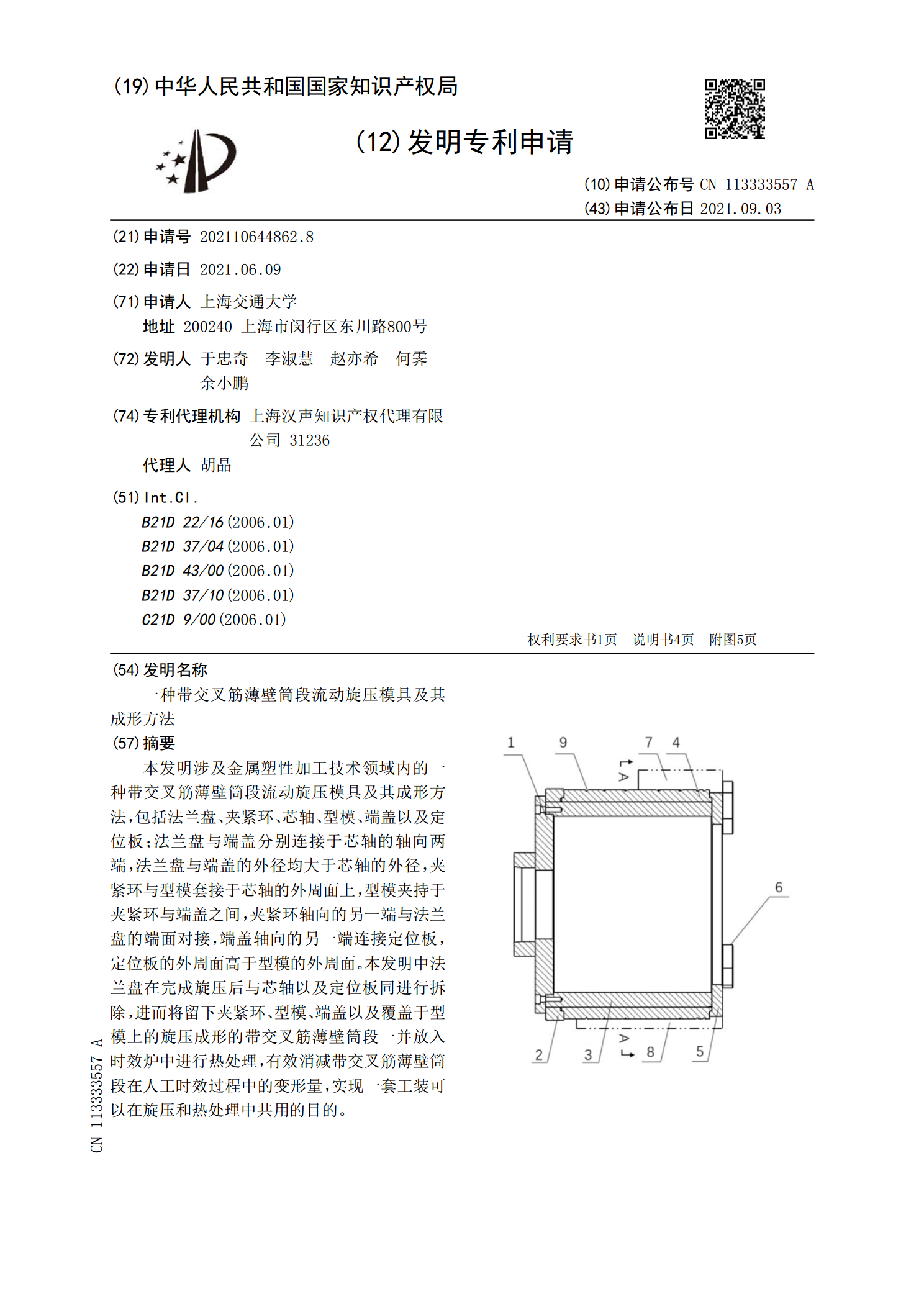
一种带交叉筋薄壁筒段流动旋压模具及其成形方法.pdf
本发明涉及金属塑性加工技术领域内的一种带交叉筋薄壁筒段流动旋压模具及其成形方法,包括法兰盘、夹紧环、芯轴、型模、端盖以及定位板;法兰盘与端盖分别连接于芯轴的轴向两端,法兰盘与端盖的外径均大于芯轴的外径,夹紧环与型模套接于芯轴的外周面上,型模夹持于夹紧环与端盖之间,夹紧环轴向的另一端与法兰盘的端面对接,端盖轴向的另一端连接定位板,定位板的外周面高于型模的外周面。本发明中法兰盘在完成旋压后与芯轴以及定位板同进行拆除,进而将留下夹紧环、型模、端盖以及覆盖于型模上的旋压成形的带交叉筋薄壁筒段一并放入时效炉中进行热
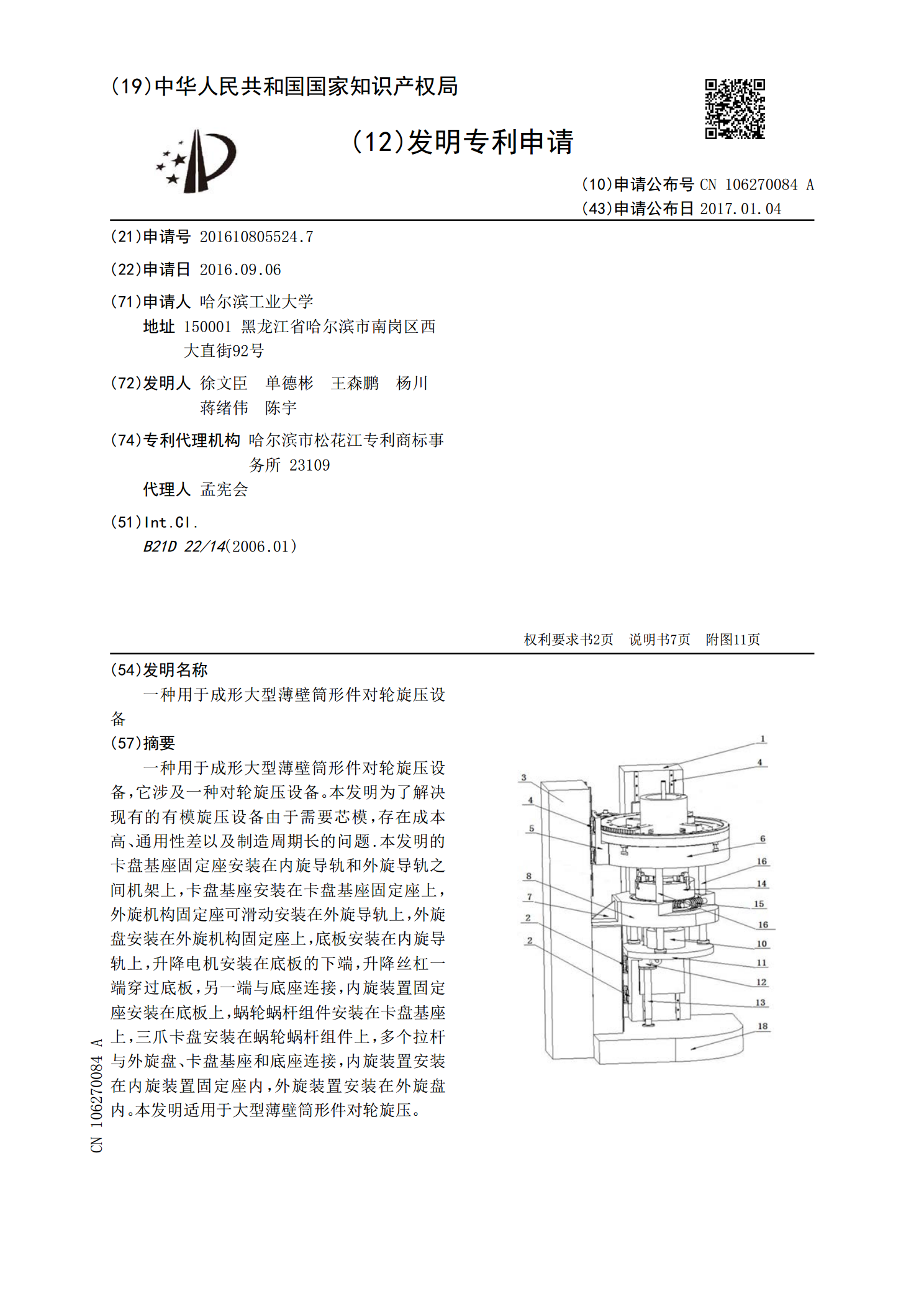
一种用于成形大型薄壁筒形件对轮旋压设备.pdf
一种用于成形大型薄壁筒形件对轮旋压设备,它涉及一种对轮旋压设备。本发明为了解决现有的有模旋压设备由于需要芯模,存在成本高、通用性差以及制造周期长的问题.本发明的卡盘基座固定座安装在内旋导轨和外旋导轨之间机架上,卡盘基座安装在卡盘基座固定座上,外旋机构固定座可滑动安装在外旋导轨上,外旋盘安装在外旋机构固定座上,底板安装在内旋导轨上,升降电机安装在底板的下端,升降丝杠一端穿过底板,另一端与底座连接,内旋装置固定座安装在底板上,蜗轮蜗杆组件安装在卡盘基座上,三爪卡盘安装在蜗轮蜗杆组件上,多个拉杆与外旋盘、卡盘基
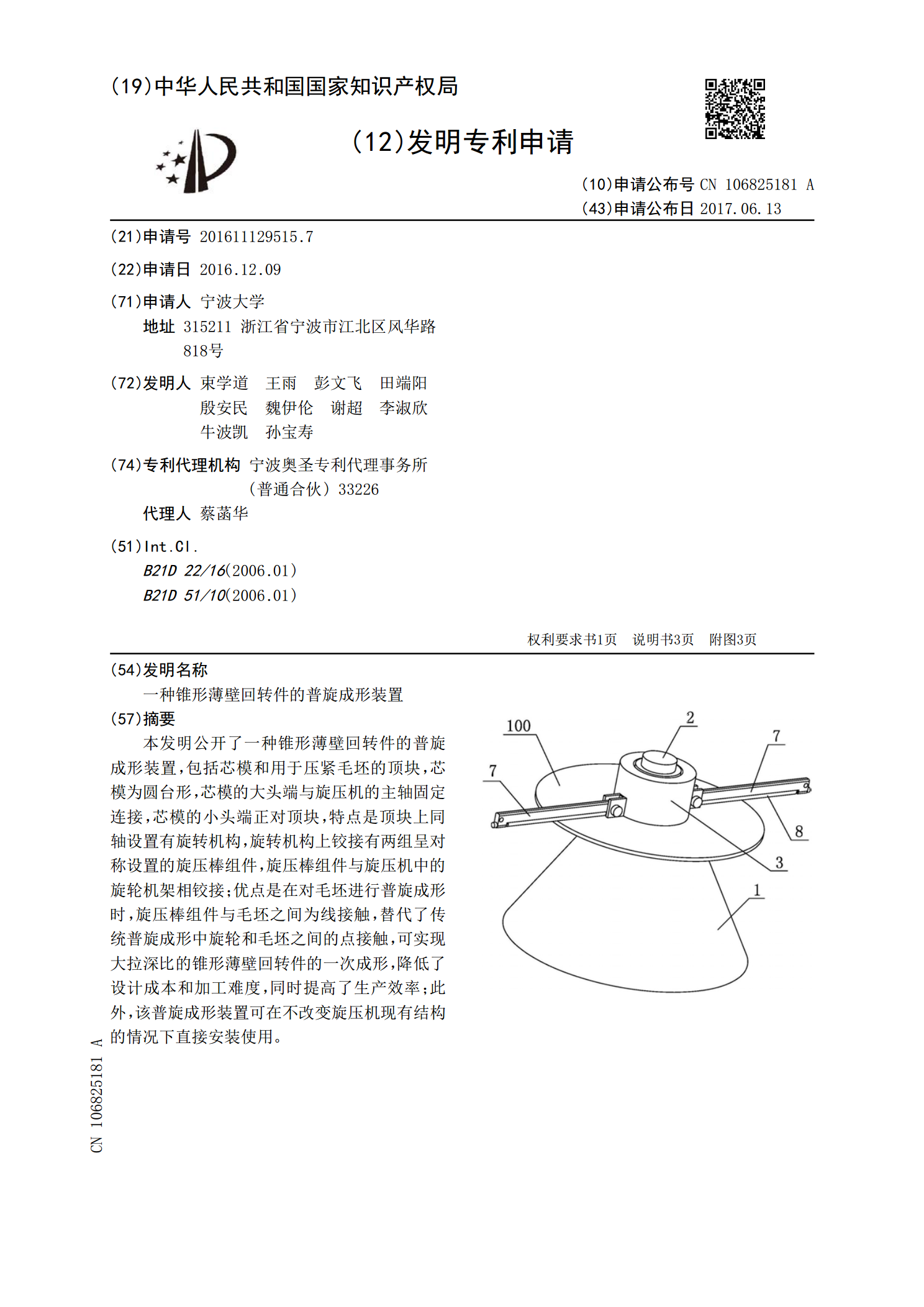
一种锥形薄壁回转件的普旋成形装置.pdf
本发明公开了一种锥形薄壁回转件的普旋成形装置,包括芯模和用于压紧毛坯的顶块,芯模为圆台形,芯模的大头端与旋压机的主轴固定连接,芯模的小头端正对顶块,特点是顶块上同轴设置有旋转机构,旋转机构上铰接有两组呈对称设置的旋压棒组件,旋压棒组件与旋压机中的旋轮机架相铰接;优点是在对毛坯进行普旋成形时,旋压棒组件与毛坯之间为线接触,替代了传统普旋成形中旋轮和毛坯之间的点接触,可实现大拉深比的锥形薄壁回转件的一次成形,降低了设计成本和加工难度,同时提高了生产效率;此外,该普旋成形装置可在不改变旋压机现有结构的情况下直接