
涡轮及涡轮蜡模的制备方法.pdf

是你****松呀


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
涡轮及涡轮蜡模的制备方法.pdf
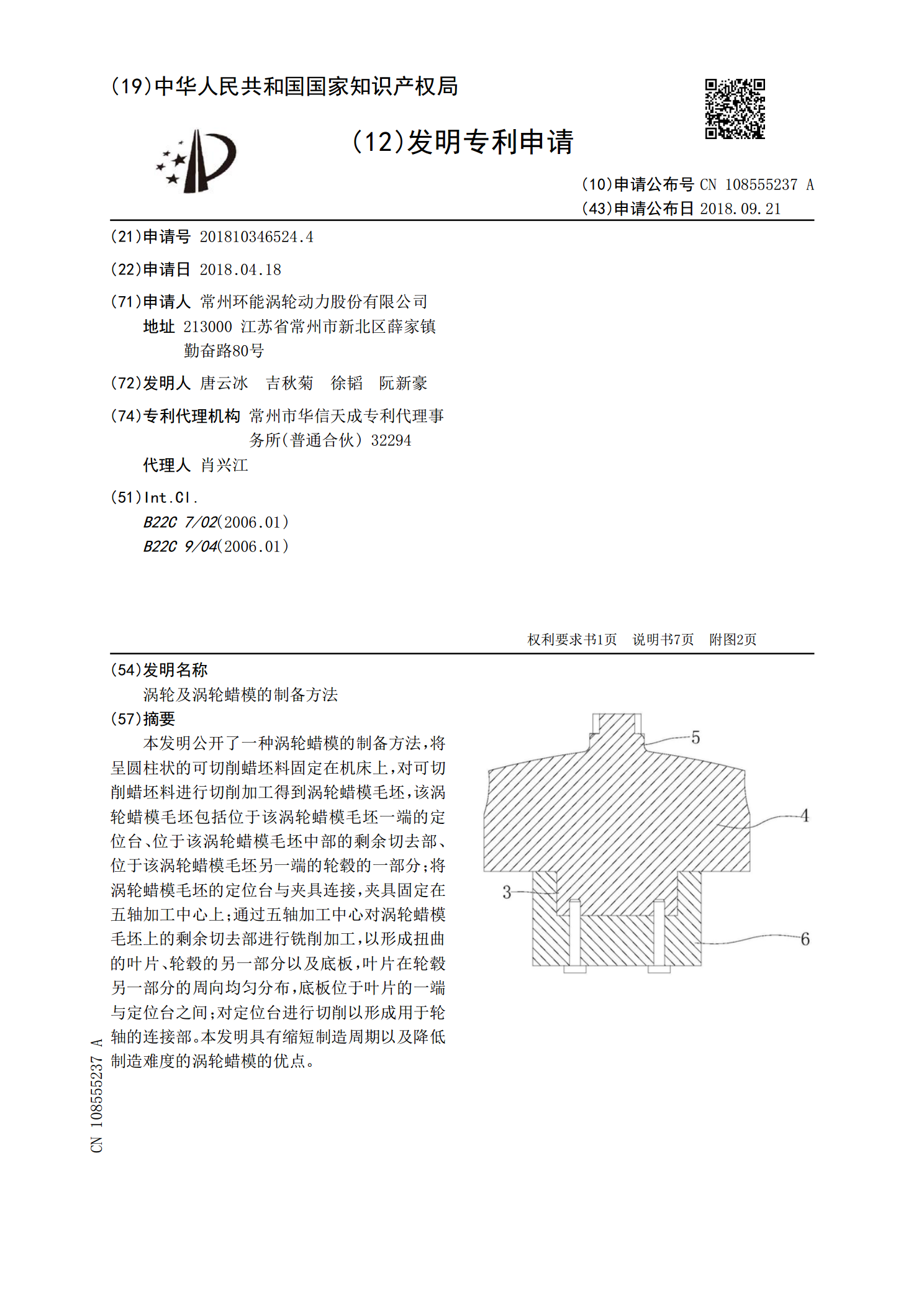
本发明公开了一种涡轮蜡模的制备方法,将呈圆柱状的可切削蜡坯料固定在机床上,对可切削蜡坯料进行切削加工得到涡轮蜡模毛坯,该涡轮蜡模毛坯包括位于该涡轮蜡模毛坯一端的定位台、位于该涡轮蜡模毛坯中部的剩余切去部、位于该涡轮蜡模毛坯另一端的轮毂的一部分;将涡轮蜡模毛坯的定位台与夹具连接,夹具固定在五轴加工中心上;通过五轴加工中心对涡轮蜡模毛坯上的剩余切去部进行铣削加工,以形成扭曲的叶片、轮毂的另一部分以及底板,叶片在轮毂另一部分的周向均匀分布,底板位于叶片的一端与定位台之间;对定位台进行切削以形成用于轮轴的连接部。

涡轮模壳注蜡系统.pdf
本发明涉及一种涡轮模壳注蜡系统,其特征在于它包括主蜡缸(1),所述主蜡缸(1)的顶部设置有主蜡缸供料罐(2),所述主蜡缸(1)内设置有第一液位传感器(1.1),所述主蜡缸供料罐(2)内设置有第二液位传感器(2.1),所述主蜡缸供料罐(2)的进料口通过进料管(4)连接料缸(3),所述主蜡缸(1)的出料口连接供蜡主管道(5),所述供蜡主管道(5)上连接有多根供蜡支管道(6),所述供蜡支管道(6)末端连接有分蜡缸(7),所述分蜡缸(7)内设置有第三液位传感器(7.1),所述分蜡缸(7)的出料口通过注蜡管道(8)
涡轮模壳注蜡装置.pdf
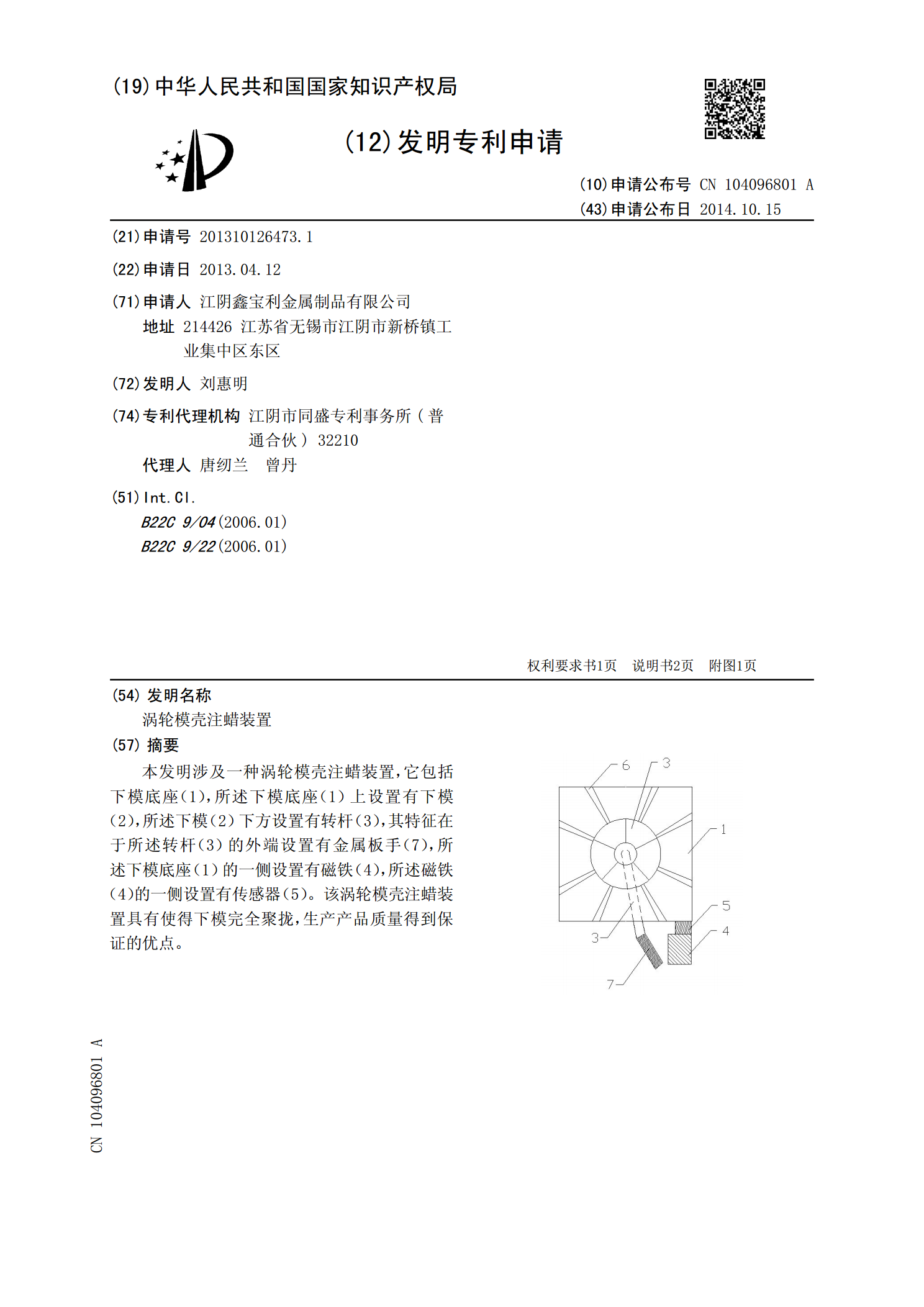
本发明涉及一种涡轮模壳注蜡装置,它包括下模底座(1),所述下模底座(1)上设置有下模(2),所述下模(2)下方设置有转杆(3),其特征在于所述转杆(3)的外端设置有金属板手(7),所述下模底座(1)的一侧设置有磁铁(4),所述磁铁(4)的一侧设置有传感器(5)。该涡轮模壳注蜡装置具有使得下模完全聚拢,生产产品质量得到保证的优点。

涡轮模壳注蜡机的自动补蜡系统.pdf
本发明涉及一种涡轮模壳注蜡机的自动补蜡系统,其特征在于它包括总蜡缸(1)、分蜡缸(2)、总管道(3)、支管道(4)、注蜡机(5)、注蜡机供蜡管(6)以及阀门(7),所述总管道(3)的进料端与总蜡缸(1)相连,所述支管道(4)有多个,多个支管道(4)均并联连接于总管道(3)上,所述分蜡缸(2)也有多个,多个分蜡缸(2)分别与多个支管道(4)的出料端连接,所述阀门(7)设置于支管道(4)上,所述注蜡机(5)的进料口通过注蜡机供蜡管(6)与分蜡缸(2)连接,所述分蜡缸(2)内均设置有液位传感器(8)。本发明涡轮
一种涡轮蜡模模具及提高蜡模叶边和叶尖注蜡能力的方法.pdf
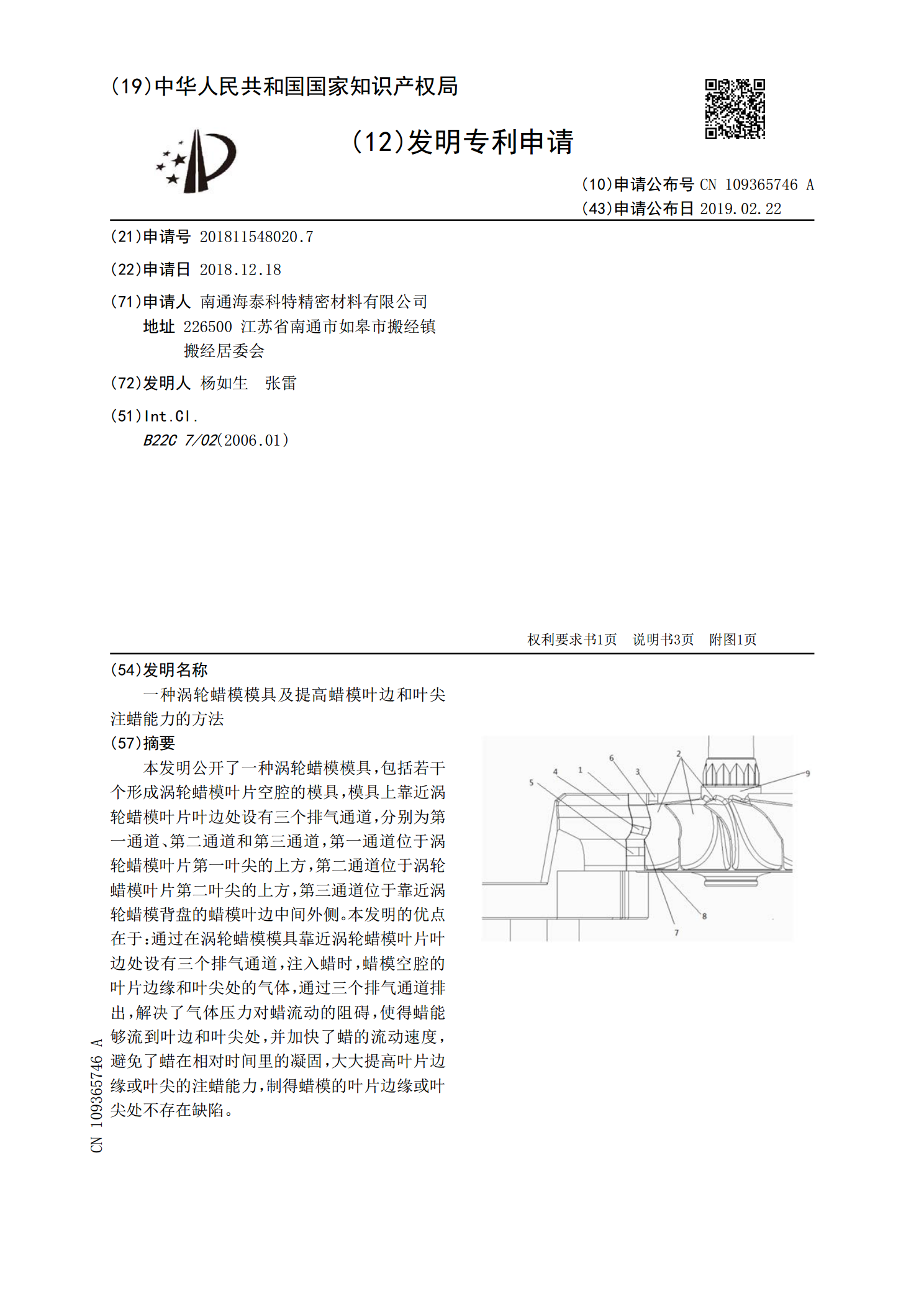
本发明公开了一种涡轮蜡模模具,包括若干个形成涡轮蜡模叶片空腔的模具,模具上靠近涡轮蜡模叶片叶边处设有三个排气通道,分别为第一通道、第二通道和第三通道,第一通道位于涡轮蜡模叶片第一叶尖的上方,第二通道位于涡轮蜡模叶片第二叶尖的上方,第三通道位于靠近涡轮蜡模背盘的蜡模叶边中间外侧。本发明的优点在于:通过在涡轮蜡模模具靠近涡轮蜡模叶片叶边处设有三个排气通道,注入蜡时,蜡模空腔的叶片边缘和叶尖处的气体,通过三个排气通道排出,解决了气体压力对蜡流动的阻碍,使得蜡能够流到叶边和叶尖处,并加快了蜡的流动速度,避免了蜡在