
一种汽车发动机用偏心轮的加工装置及其加工工艺.pdf

篷璐****爱吗


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种汽车发动机用偏心轮的加工装置及其加工工艺.pdf
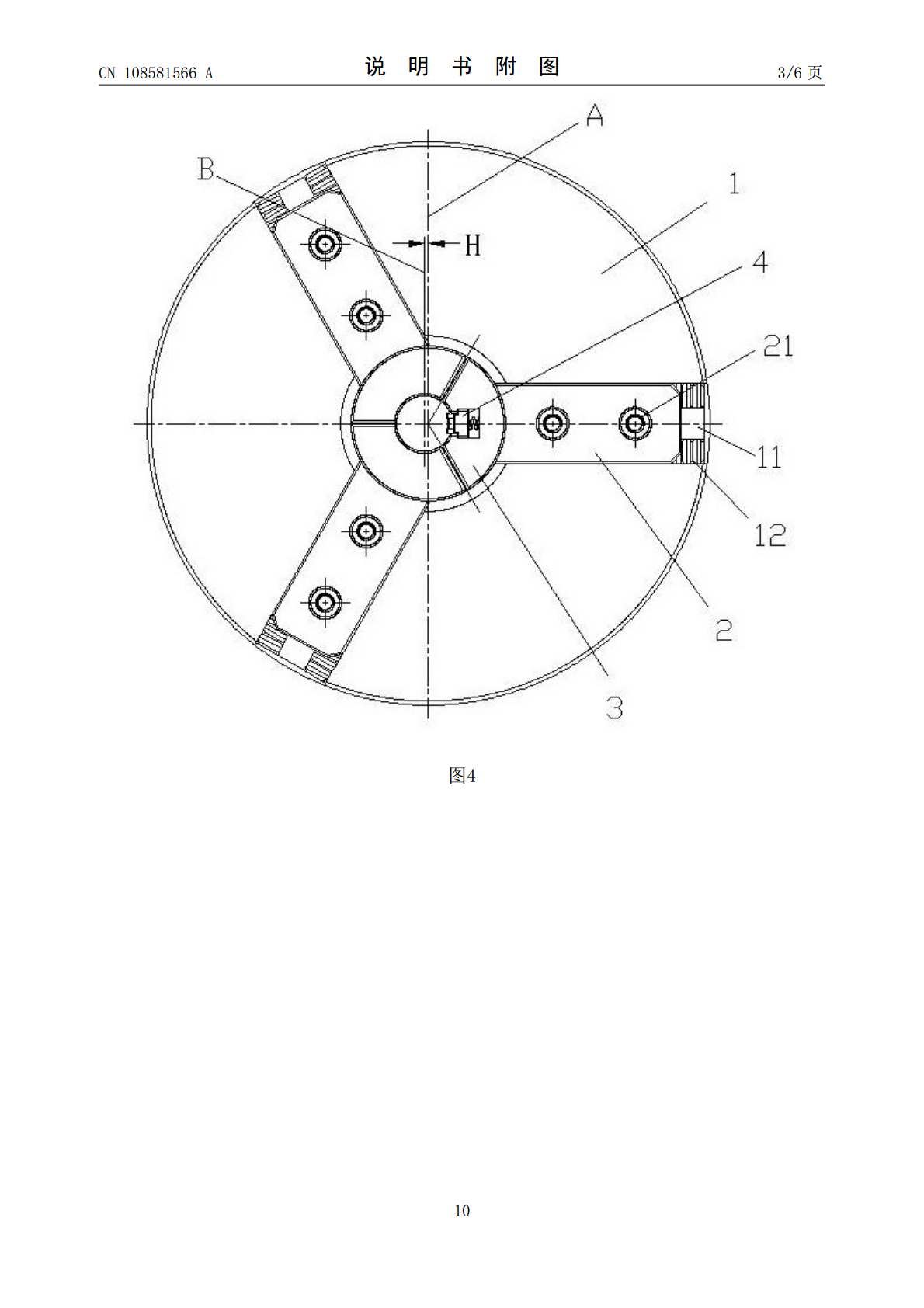
本发明公开了一种汽车发动机用偏心轮的加工装置,包括外圆磨削工装和内圆车削工装,其中,所述外圆磨削工装包括底座,所述底座的中间位置设置有用于放置工件的弧形槽,所述外圆磨削工装还包括可分别从两端插入工件内圆中的第一固定管和第二固定管,且所述第二固定管的一端插入至第一固定管内,且所述第一固定管和第二固定管两端的顶心孔中心位于同一轴线,且该轴线与工件内圆的中心轴线之间的距离即为该外圆的偏心距离;所述内圆车削工装包括中心开孔的圆盘,所述圆盘的表面设置有三组可向开孔中心方向移动的推块,所述推块靠近所述开孔的一端表面固

一种家具连接件用偏心轮的加工工艺及其自动加工设备.pdf
本发明公开了一种家具连接件用偏心轮的加工工艺及其自动加工设备,该家具连接件用偏心轮的加工工艺包括如下步骤:制模→备料→干燥→预热→注射成型→保压→冷却→开模→脱模,备料步骤是把非金属材料按照注射成型的要求进行配比,干燥步骤是把备好的原料置于干燥机中,在常压、温度为75-120℃的环境下干燥3-10小时,预热步骤是在常压、温度为230-270℃下在注射成型机的料筒内加热,注射成型步骤的时间为3-5秒,保压步骤的时间为1-3秒,冷却步骤的时间为7-12秒。本发明的家具连接件用偏心轮的加工工艺及其自动加工设备可
一种汽车用减震弹簧加工装置及加工工艺.pdf
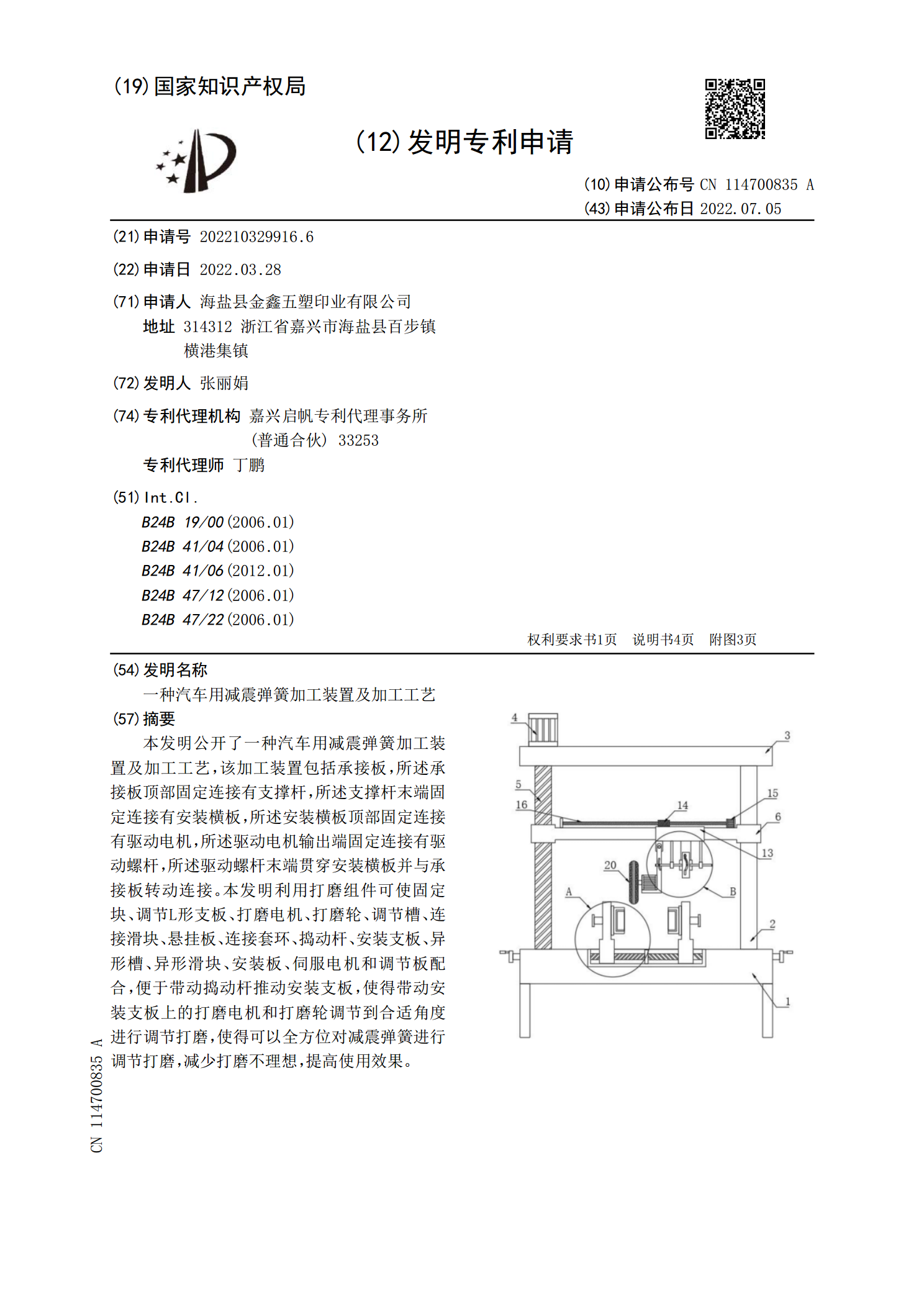
本发明公开了一种汽车用减震弹簧加工装置及加工工艺,该加工装置包括承接板,所述承接板顶部固定连接有支撑杆,所述支撑杆末端固定连接有安装横板,所述安装横板顶部固定连接有驱动电机,所述驱动电机输出端固定连接有驱动螺杆,所述驱动螺杆末端贯穿安装横板并与承接板转动连接。本发明利用打磨组件可使固定块、调节L形支板、打磨电机、打磨轮、调节槽、连接滑块、悬挂板、连接套环、捣动杆、安装支板、异形槽、异形滑块、安装板、伺服电机和调节板配合,便于带动捣动杆推动安装支板,使得带动安装支板上的打磨电机和打磨轮调节到合适角度进行调节

汽车用轮毂及其加工工艺.pdf
汽车用轮毂及其加工工艺,该轮毂易于加工因此其工艺具有废品率低的特点,轮毂的一侧面为台阶面,该台阶面包括第一面、第二面以及第三面,该第一面、第二面和第三面沿轮毂径向由外向内依次布置,第二面上有钻孔,该钻孔内压装有轮胎螺栓,第一面既是与制动盘相配合的配合面又是跳动检测面,该台阶面中只有第一面是与制动盘贴合的面,第二面、第三面低于第一面,第一面与轮胎螺栓在轴向和径向均存在间隙。该工艺在压装轮胎螺栓后新增了精车第一面这一道序。

一种汽车发动机用油管加工工艺及装置.pdf
本发明涉及移动终端技术领域,尤其是一种汽车发动机用油管加工工艺及装置,针对现有油管内部容易残留金属碎屑的问题,现提出如下方案,其包括箱体,所述箱体顶部的内壁上安装有刷条,所述刷条的下方设置有外套筒,所述外套筒的内部设置有用于固定油管的固定机构,所述外套筒的外侧设置有用于带动其转动和沿竖直方向移动的调节机构,所述刷条的外侧设置有用于清理刷条的清理机构,所述固定机构包括固接在外套筒内部的内套筒、分别固接在外套筒内壁上的四个固定条、分别滑接在四个固定条外部的四个第一齿条。本发明操作简单,能够对油管内部的清理更加