
轮胎硫化用胶囊及其制造方法和胶囊用橡胶组合物.pdf

波峻****99

1/9
2/9
3/9
4/9
5/9

6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
轮胎硫化用胶囊及其制造方法和胶囊用橡胶组合物.pdf
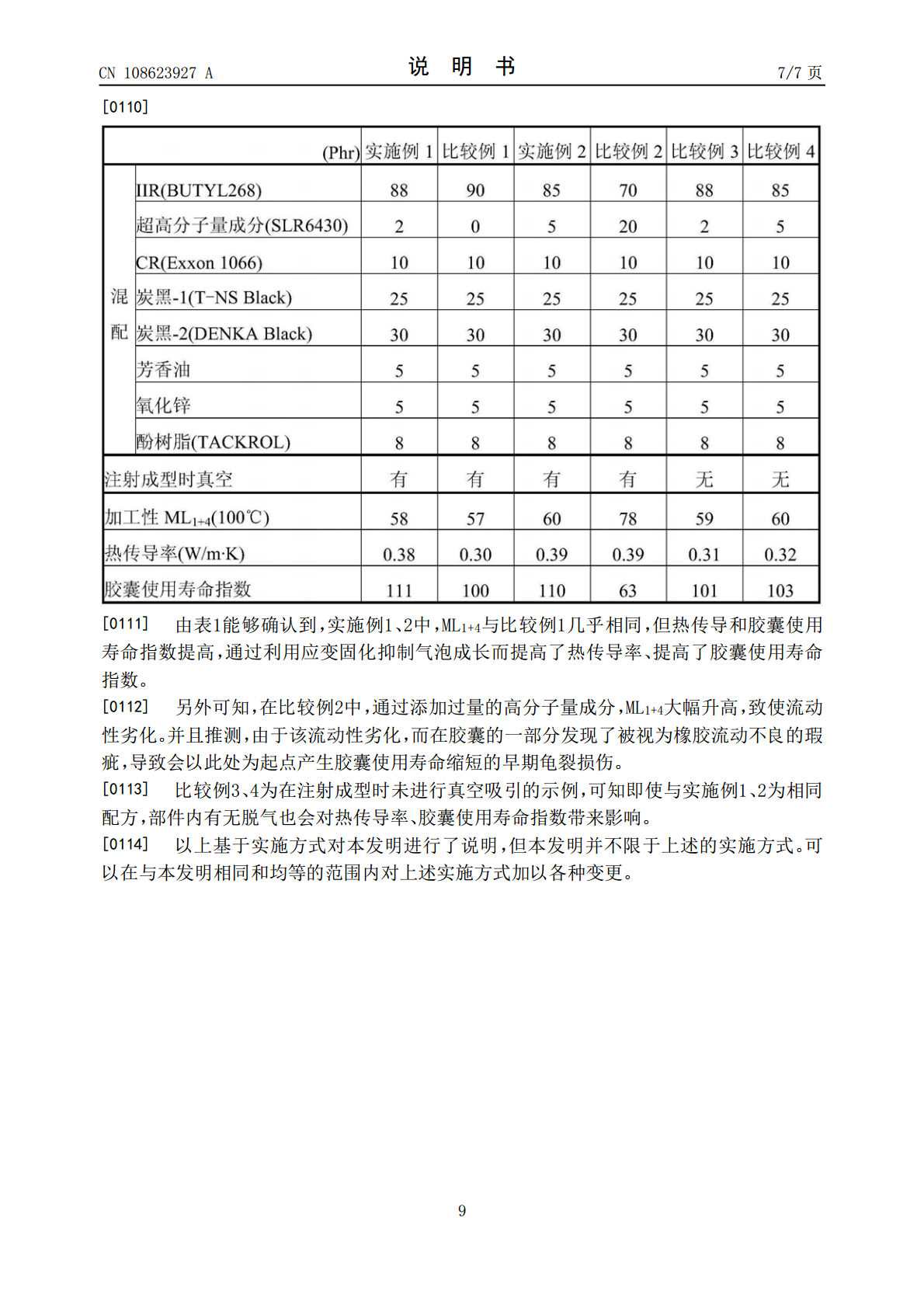
本发明低成本地提供一种具有足够高的热传导率的胶囊的制造技术,该制造技术即使在进行注射成型时也不会产生空隙等,能够延长胶囊使用寿命。本发明的胶囊用橡胶组合物用于制造轮胎硫化用胶囊,其中,在以丁基橡胶为主要成分的橡胶成分100质量份中混配1质量份~5质量份重均分子量Mw为100万以上的聚合物。本发明的轮胎硫化用胶囊的制造方法对胶囊用橡胶组合物进行挤出成型和注射成型来制造轮胎硫化用胶囊,其中,作为胶囊用橡胶组合物,使用在以丁基橡胶为主要成分的橡胶成分100质量份中混配1质量份~5质量份重均分子量Mw为100万以
氟橡胶组合物和轮胎制造用胶囊.pdf
提供一种氟橡胶组合物和使用所述氟橡胶组合物制备的轮胎制造用胶囊,所述氟橡胶组合物展现硫化之后的高拉伸强度和高断裂伸长率并且具有优良的在高温环境下的机械特性。所述氟橡胶组合物包含炭黑和包括氟橡胶的橡胶组分,并且展现当利用橡胶加工分析仪(RPA)对未硫化橡胶进行动态机械分析(测量温度:100℃,测量频率:1Hz)时,当动态应变为1%时的剪切模量G’(1%)和当动态应变为100%时的剪切模量G’(100%)之间的差δGA’(G’(1%)–G’(100%))为120-3,000kPa。
氟橡胶组合物和轮胎制造用胶囊.pdf
提供一种氟橡胶组合物,其包含炭黑和含有氟橡胶的橡胶组分,其中所述炭黑具有氮吸附比表面积(N2SA)为25-180m2/g和邻苯二甲酸二丁酯(DBP)吸附量为60-180mL/100g。在其中将炭黑共混至橡胶组分的捏和步骤(A)中,捏和机的转子表面的平均剪切速率为100(1/秒)以上,和捏和最高温度(Tm)为120-200℃。因此,所述氟橡胶组合物已经实现硫化之后的高拉伸强度和高断裂伸长率之间的良好平衡,同时获得即使在高温环境下也良好的机械特性。还提供一种轮胎制造用胶囊,其使用所述氟橡胶组合物来制造。

超高导热轮胎硫化胶囊橡胶组合物及其生产胶囊的工艺.pdf
本发明涉及橡胶技术领域,具体地说是一种超高导热轮胎硫化胶囊橡胶组合物及其生产胶囊的工艺。包括以下重量份数的各组份:丁基橡胶80~90份,所述的丁基橡胶中含低不饱和度的丁基橡胶065和丁基橡胶100中的至少一种40~55份;卤素给予体5~10份;N347炭黑和超导乙炔炭黑的混合物55~65份;改性纳米氮化铝3~9份;胶易素1~3份;树脂均匀剂1~5份;氧化锌3~6份;蓖麻油6~12份;硬脂酸0.5~2份;硫化树脂7~9份。本发明生产的胶囊导热系数提高了约90%,各项物理机械性能满足要求,经实际使用验证,硫化
高导热轮胎硫化胶囊组合物及其胶囊的生产方法.pdf
本发明涉及轮胎生产技术领域,具体地说是一种高导热轮胎硫化胶囊组合物及其胶囊的生产方法。以100重量份的丁基橡胶为基准,还包含,氯丁橡胶4‑6,炭黑N22027‑33,超导乙炔炭黑20‑25,碳纳米管3‑6,玉米油6‑10,分散剂Aflux2‑4,氧化锌5‑8,酚醛树脂7‑9。使用前述组合物生产硫化胶囊的工艺包括胶料混炼、滤胶、硫化胶囊、二次硫化、打磨制品。胶料混炼分两段:母胶和终炼胶。终炼胶经滤胶机和开炼机制成长方形胶条,再由注射式胶囊硫化机制成硫化胶囊,最后经过二次硫化和打磨得到胶囊制品。本发明的高