
纳米晶/超细晶碳钢筒形件的强力旋压成形方法.pdf

书生****写意

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
纳米晶/超细晶碳钢筒形件的强力旋压成形方法.pdf
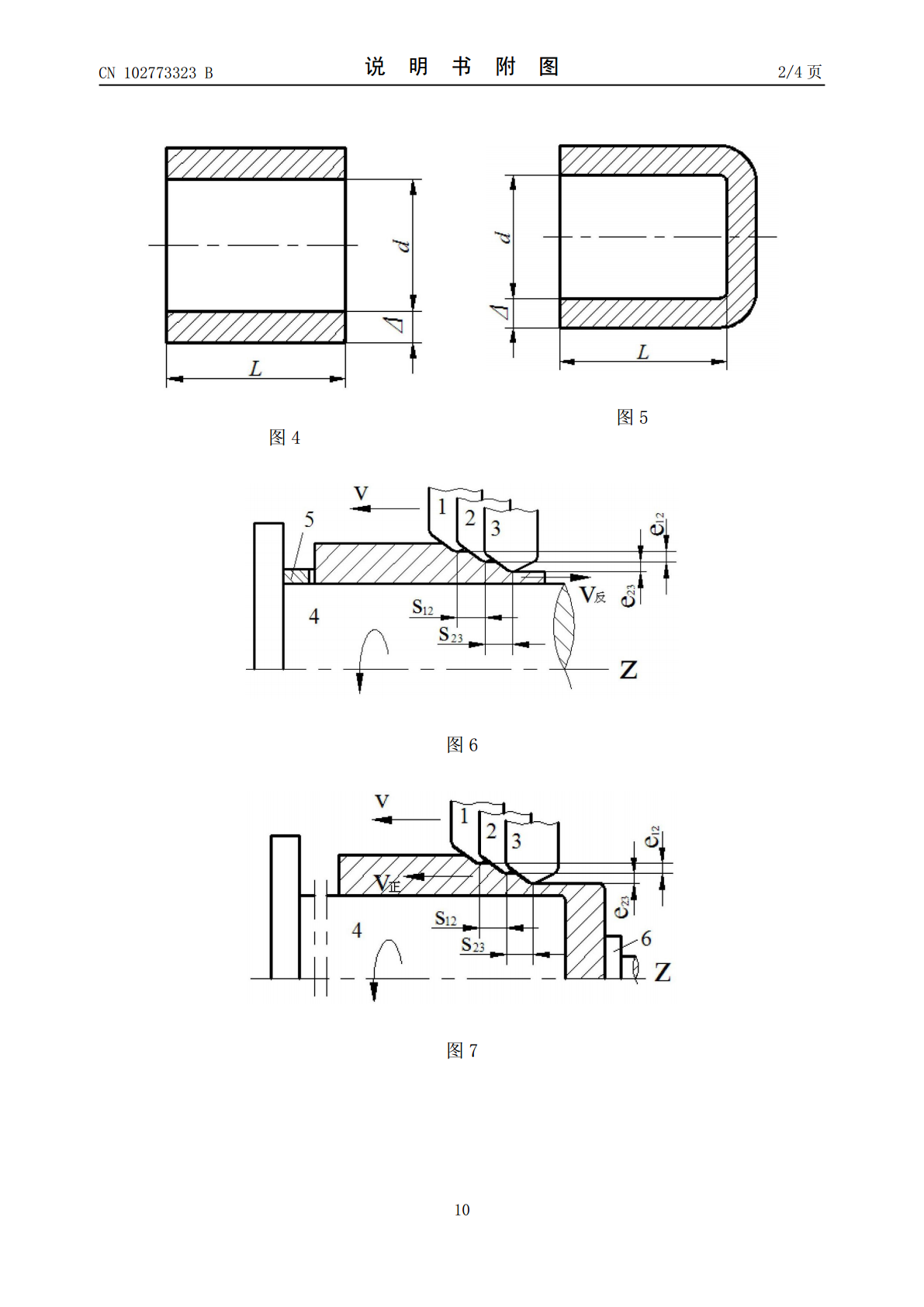
本发明公开了一种纳米晶/超细晶碳钢筒形件的强力旋压成形方法,该方法根据金属筒形零件的尺寸,按照变形过程中材料体积不变原理和工件产生85~90%的总厚度减薄率的要求,预制无焊缝筒形或杯形毛坯;然后将毛坯套装在芯模上,经过多道次错距旋压使其壁部厚度减薄率达到60~70%;再将工件放入惰性气体保护炉中进行再结晶处理;最后将工件再次套装在芯模上,经过多道次错距旋压变形使总的壁部厚度减薄率达到85~90%。本发明针对低碳钢薄壁筒形零件不仅具有高精度外形尺寸,还具有整体而非表面的超细晶/纳米化的微观晶粒组织,因此具有
一种小应变制备纳米/超细晶筒形件的成形方法.pdf
本发明公开了一种小应变制备纳米/超细晶筒形件的成形方法:(1)根据金属筒形件零件壁厚和零件长度,按照材料体积不变原理,预制无缝筒形毛坯;(2)将无缝筒形毛坯进行淬火,获得板条马氏体组织,淬火介质采用5%的NaCl溶液;(3)将淬火后的无缝筒形毛坯安装在旋压机的主轴上,经过多道次错距旋压成形,使无缝筒形毛坯的壁厚减薄率达到50%~60%;(4)将步骤(3)得到的无缝筒形毛坯放入温度为450℃~500℃的加热炉中加热升温至再结晶温度,保温0.5h左右,然后水冷。本发明可以在变形量较小的情况下获得具有整体纳米/
一种薄壁筒形件强力旋压成形装置.pdf
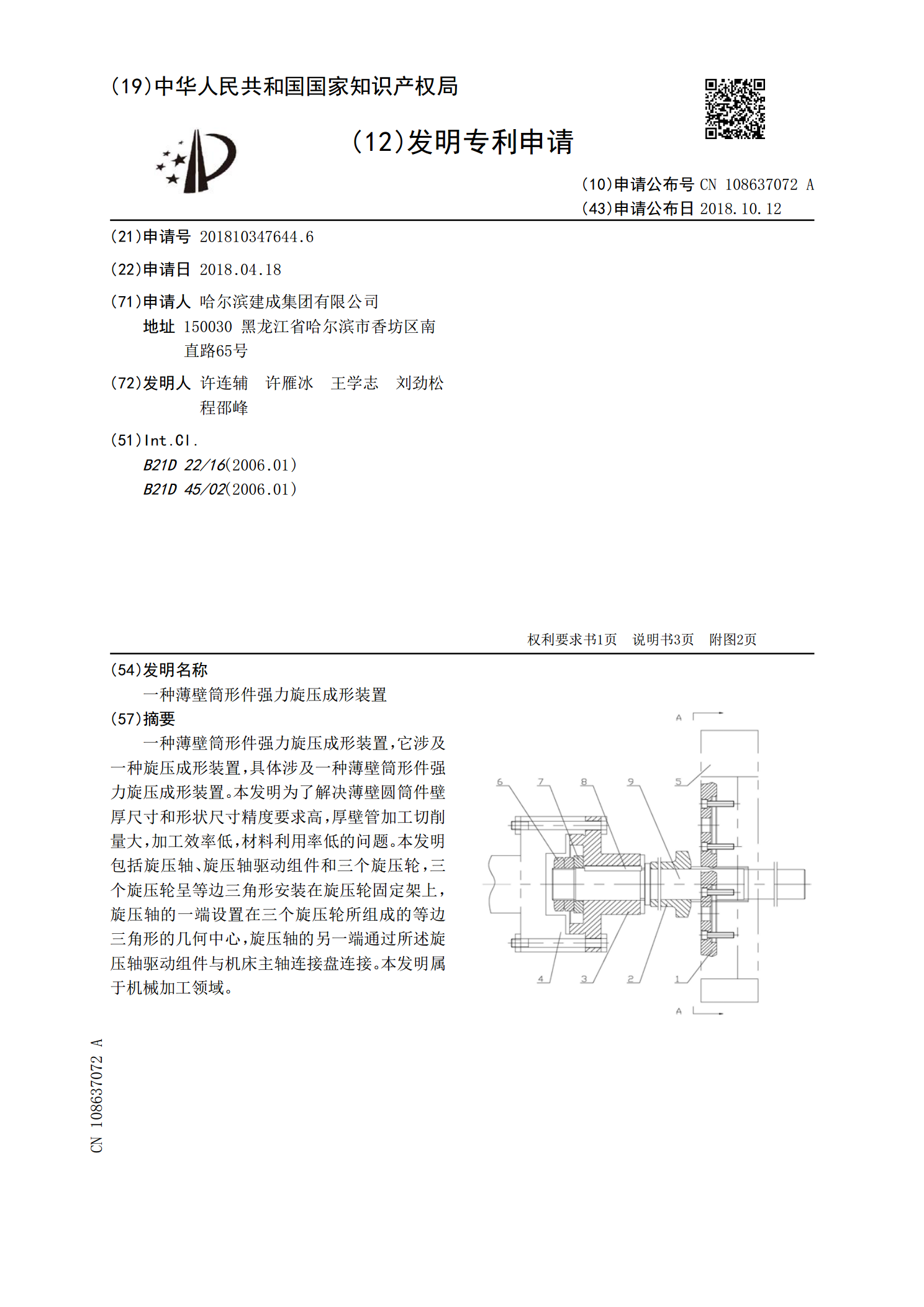
一种薄壁筒形件强力旋压成形装置,它涉及一种旋压成形装置,具体涉及一种薄壁筒形件强力旋压成形装置。本发明为了解决薄壁圆筒件壁厚尺寸和形状尺寸精度要求高,厚壁管加工切削量大,加工效率低,材料利用率低的问题。本发明包括旋压轴、旋压轴驱动组件和三个旋压轮,三个旋压轮呈等边三角形安装在旋压轮固定架上,旋压轴的一端设置在三个旋压轮所组成的等边三角形的几何中心,旋压轴的另一端通过所述旋压轴驱动组件与机床主轴连接盘连接。本发明属于机械加工领域。
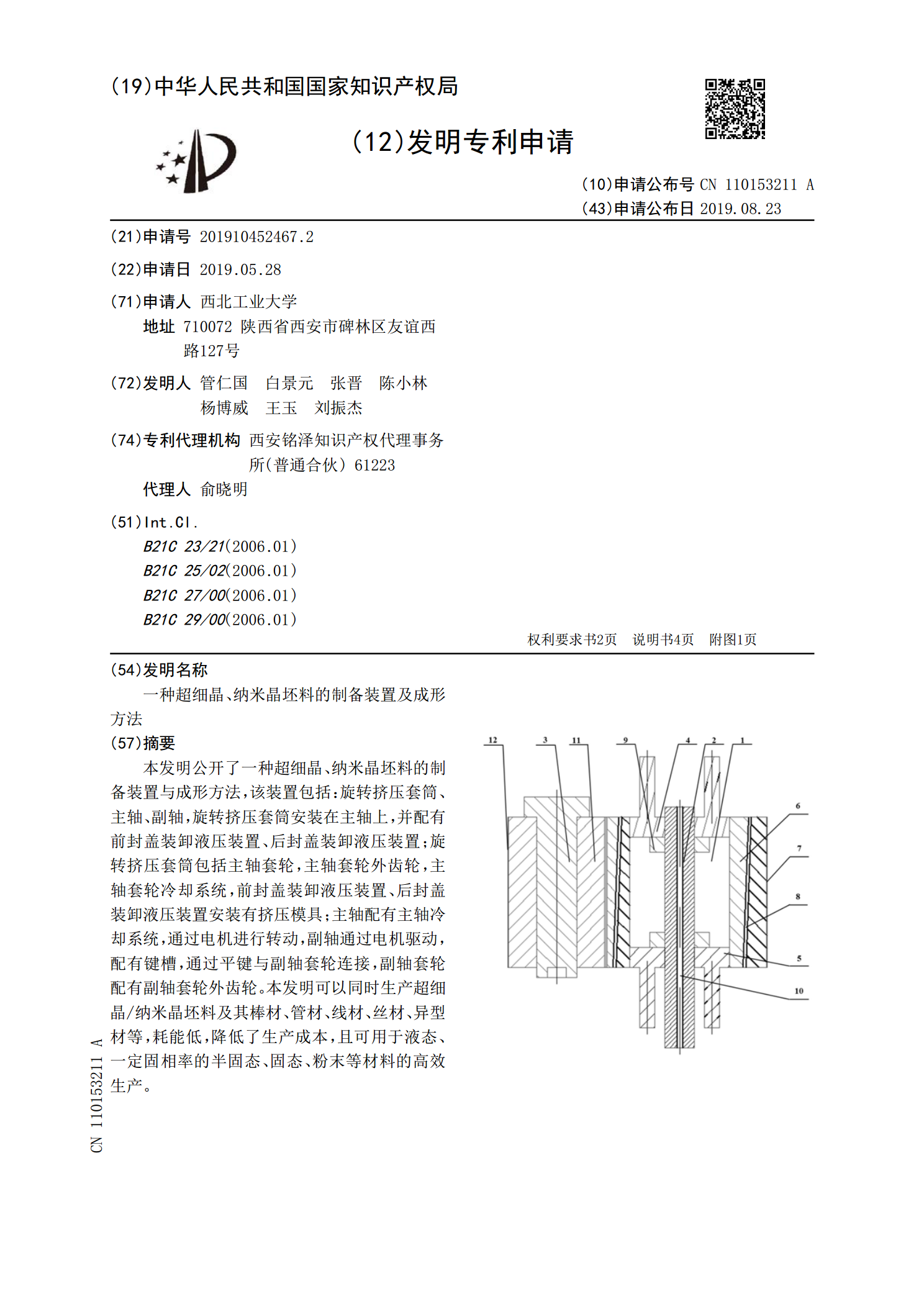
一种超细晶、纳米晶坯料的制备装置及成形方法.pdf
本发明公开了一种超细晶、纳米晶坯料的制备装置与成形方法,该装置包括:旋转挤压套筒、主轴、副轴,旋转挤压套筒安装在主轴上,并配有前封盖装卸液压装置、后封盖装卸液压装置;旋转挤压套筒包括主轴套轮,主轴套轮外齿轮,主轴套轮冷却系统,前封盖装卸液压装置、后封盖装卸液压装置安装有挤压模具;主轴配有主轴冷却系统,通过电机进行转动,副轴通过电机驱动,配有键槽,通过平键与副轴套轮连接,副轴套轮配有副轴套轮外齿轮。本发明可以同时生产超细晶/纳米晶坯料及其棒材、管材、线材、丝材、异型材等,耗能低,降低了生产成本,且可用于液态
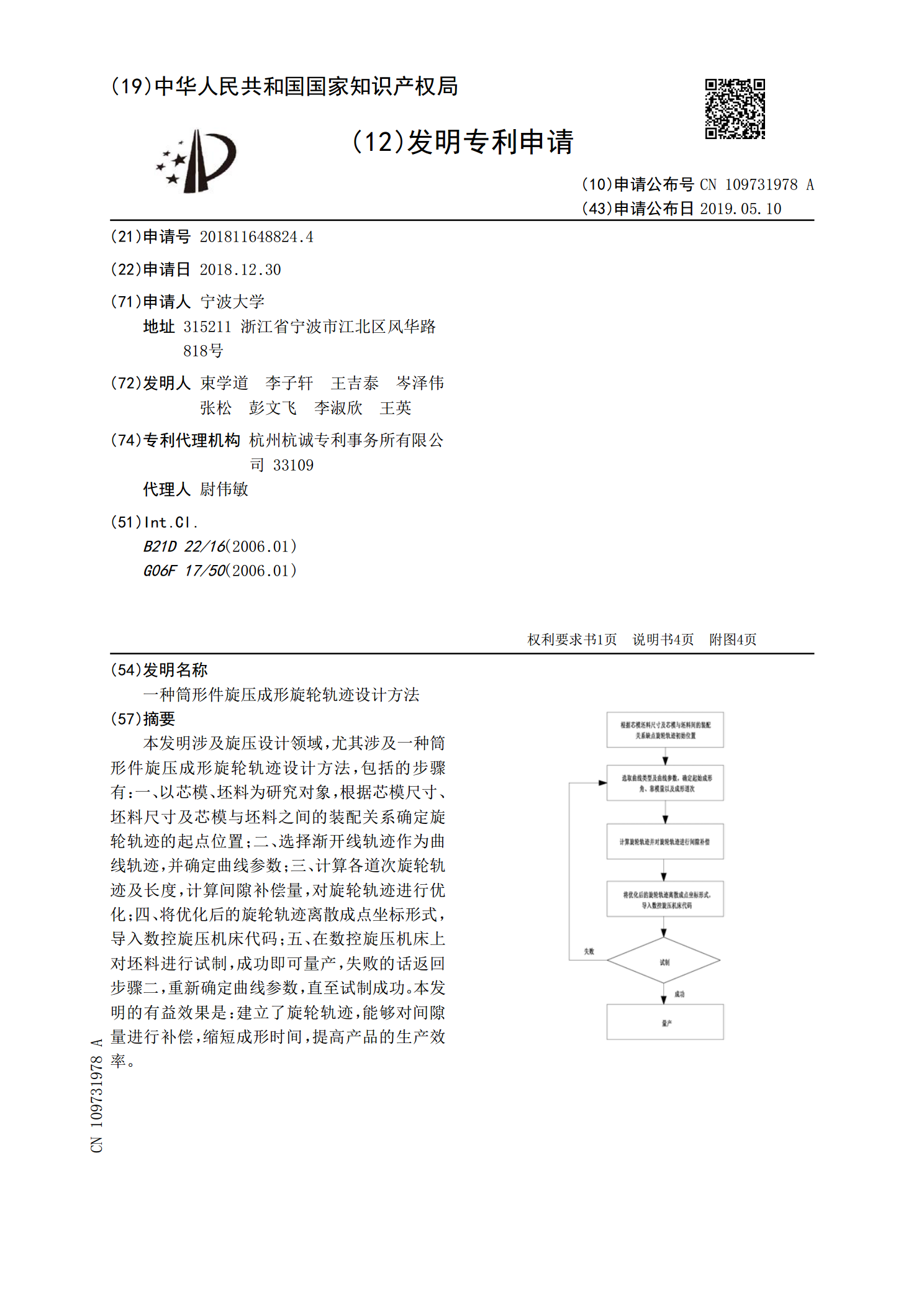
一种筒形件旋压成形旋轮轨迹设计方法.pdf
本发明涉及旋压设计领域,尤其涉及一种筒形件旋压成形旋轮轨迹设计方法,包括的步骤有:一、以芯模、坯料为研究对象,根据芯模尺寸、坯料尺寸及芯模与坯料之间的装配关系确定旋轮轨迹的起点位置;二、选择渐开线轨迹作为曲线轨迹,并确定曲线参数;三、计算各道次旋轮轨迹及长度,计算间隙补偿量,对旋轮轨迹进行优化;四、将优化后的旋轮轨迹离散成点坐标形式,导入数控旋压机床代码;五、在数控旋压机床上对坯料进行试制,成功即可量产,失败的话返回步骤二,重新确定曲线参数,直至试制成功。本发明的有益效果是:建立了旋轮轨迹,能够对间隙量进