
一种磨削用金刚石砂轮及其制备方法.pdf

景山****魔王

1/8
2/8
3/8
4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种磨削用金刚石砂轮及其制备方法.pdf
一种磨削用金刚石砂轮及其制备方法,超硬磨料领域;砂轮包括钢芯、磨料圈,钢芯和磨料圈通过树脂结合剂树脂胶粘结剂结合,磨料圈由金刚石磨料、金属结合剂和辅助粘结剂制备而成;金属结合剂含有Cu粉和TiH

一种陶瓷磨削用金刚石砂轮及其制备方法.pdf
本发明公开一种陶瓷磨削用金刚石砂轮及其制备方法,该金刚石砂轮由重量百分比的金刚石磨料18.7~27%、聚酰亚胺树脂14~20%、Cu粉8~13%、Co粉9~14%、Al2O33~8%、稀土3~6%、炭黑0.7~1.2%、余量为Cr2O3组成。该金刚石砂轮的制备工艺是:①将各组元充分混和;②将混合料投到模具采用加温压制,再进行固化处理,最后进行机械加工便可。该金刚石砂轮能有效地克服了现有常规金刚石砂轮的缺点,提高磨削加工时的每次进刀量达至0.1~0.8毫米,且不易堵塞,并兼顾砂轮的耐磨性,提高氧化锆结构陶瓷

一种磨削用CBN砂轮及其制备方法.pdf
一种磨削用CBN砂轮及其制备方法,砂轮包括钢芯、磨料圈,钢芯和磨料圈通过树脂结合剂树脂胶粘结剂结合;烧结前磨料圈按质量百分比由CBN磨料、金属结合剂和辅助粘结剂制备而成;金属结合剂由Cu粉和TiH
一种钨电极磨削用砂轮及其制备方法.pdf
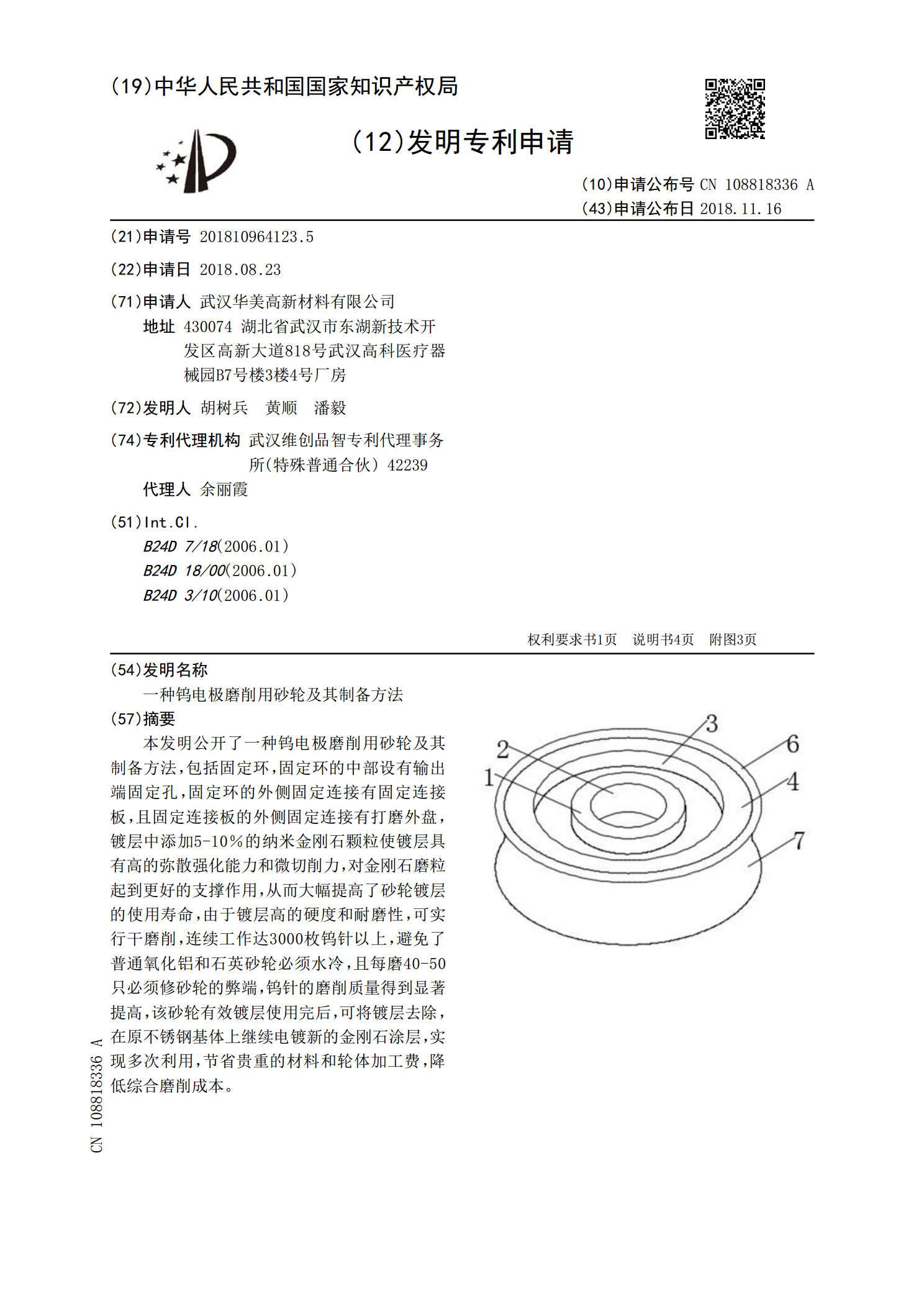
本发明公开了一种钨电极磨削用砂轮及其制备方法,包括固定环,固定环的中部设有输出端固定孔,固定环的外侧固定连接有固定连接板,且固定连接板的外侧固定连接有打磨外盘,镀层中添加5‑10%的纳米金刚石颗粒使镀层具有高的弥散强化能力和微切削力,对金刚石磨粒起到更好的支撑作用,从而大幅提高了砂轮镀层的使用寿命,由于镀层高的硬度和耐磨性,可实行干磨削,连续工作达3000枚钨针以上,避免了普通氧化铝和石英砂轮必须水冷,且每磨40‑50只必须修砂轮的弊端,钨针的磨削质量得到显著提高,该砂轮有效镀层使用完后,可将镀层去除,在

一种铝基金刚石复合材料ELID磨削用砂轮及其制备方法.pdf
本发明公开了一种铝基金刚石复合材料ELID磨削用砂轮及其制备方法,该砂轮的磨料为金刚石或立方氮化硼粉末,砂轮金属结合剂成分为:45%~50%的铁粉,40%~45%的铜粉,5~15%的钴、镍、钛、锡、银等添加剂,采用热压真空烧结。工艺包括以下步骤:将金刚石或立方氮化硼按100%~180%浓度配料后与铁粉、铜粉及金属添加剂放在一起混合搅拌均匀,然后进行热压成型压制,压制压力为18MPa。压制完成后,放入真空烧结炉烧结6~7小时。烧结完成后,冷却至25~35℃后脱模并修型修整,得到本发明的砂轮。本发明解决了铝基