
一种凸轮轴端面检测检测装置及方法.pdf

丹烟****魔王

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种凸轮轴端面检测检测装置及方法.pdf
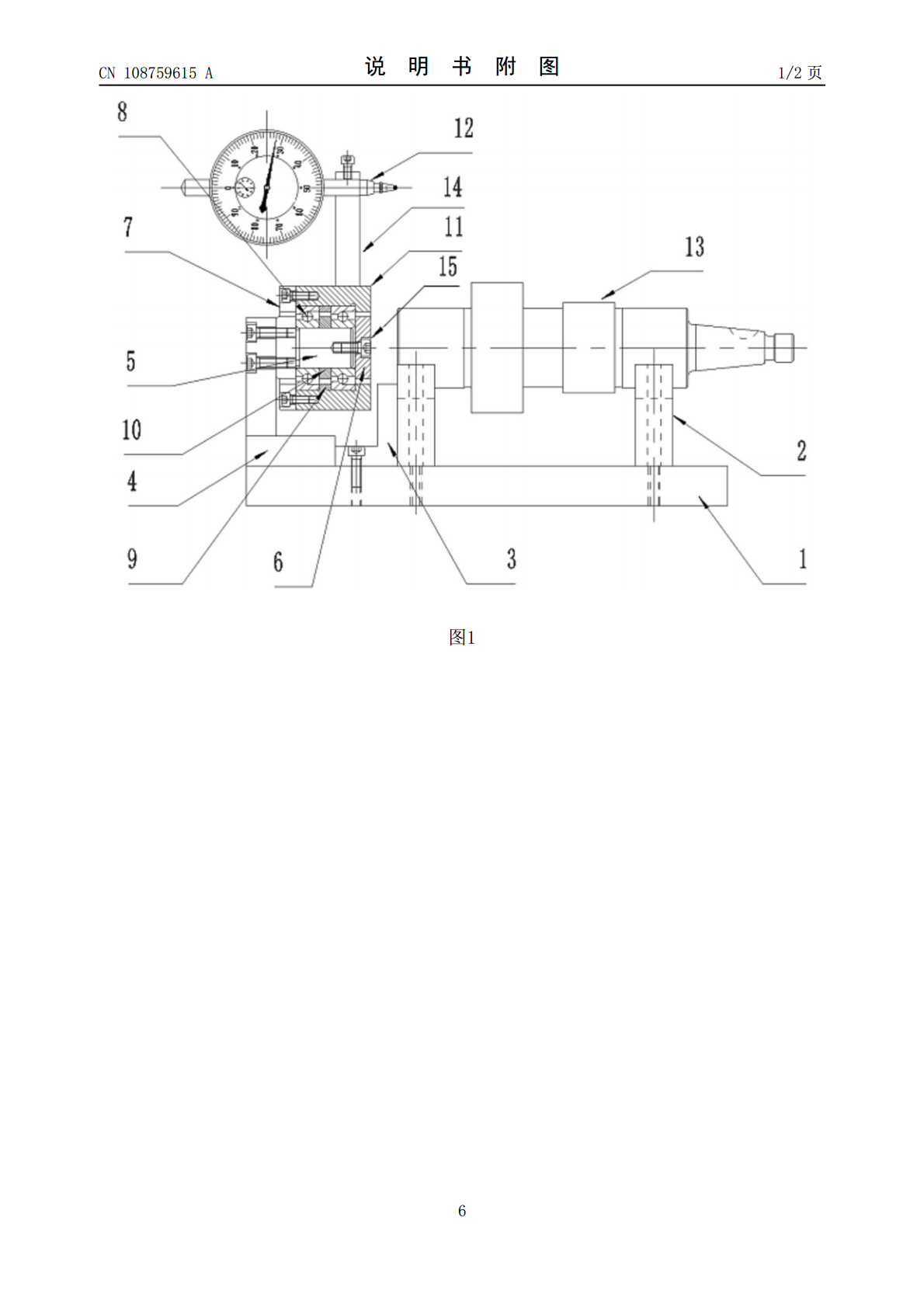
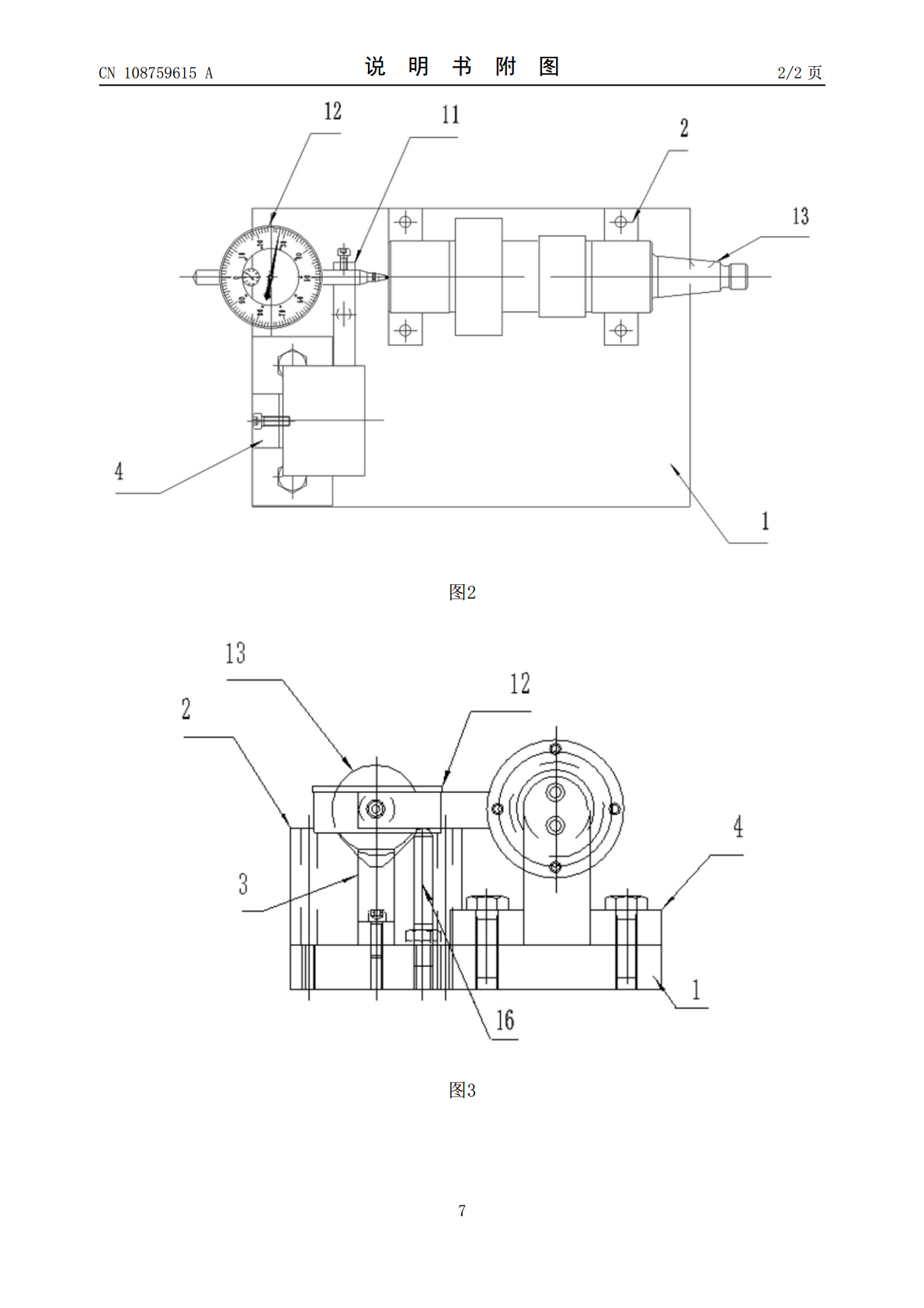
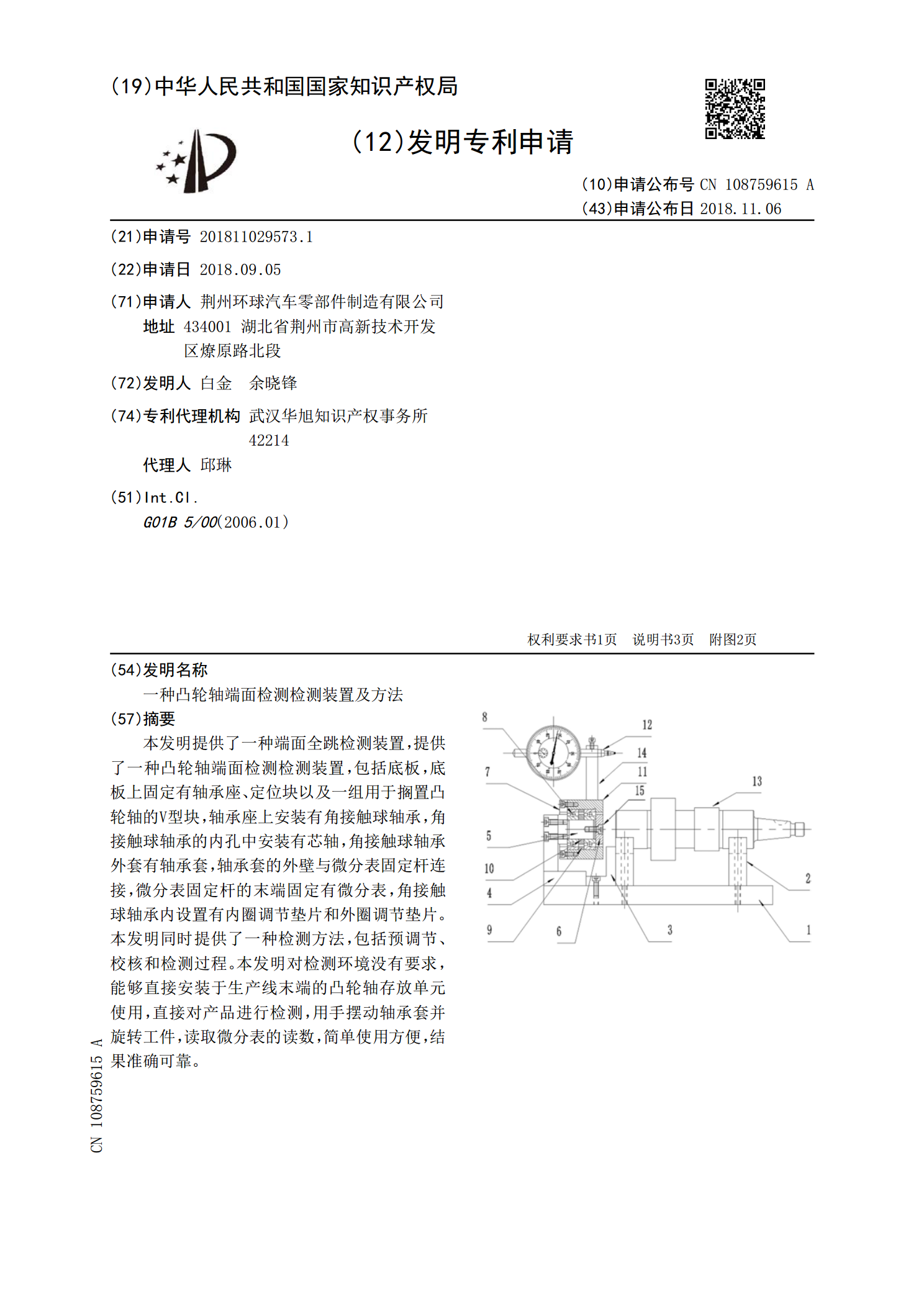
本发明提供了一种端面全跳检测装置,提供了一种凸轮轴端面检测检测装置,包括底板,底板上固定有轴承座、定位块以及一组用于搁置凸轮轴的V型块,轴承座上安装有角接触球轴承,角接触球轴承的内孔中安装有芯轴,角接触球轴承外套有轴承套,轴承套的外壁与微分表固定杆连接,微分表固定杆的末端固定有微分表,角接触球轴承内设置有内圈调节垫片和外圈调节垫片。本发明同时提供了一种检测方法,包括预调节、校核和检测过程。本发明对检测环境没有要求,能够直接安装于生产线末端的凸轮轴存放单元使用,直接对产品进行检测,用手摆动轴承套并旋转工件,
一种汽车凸轮轴端面检测装置及方法.pdf
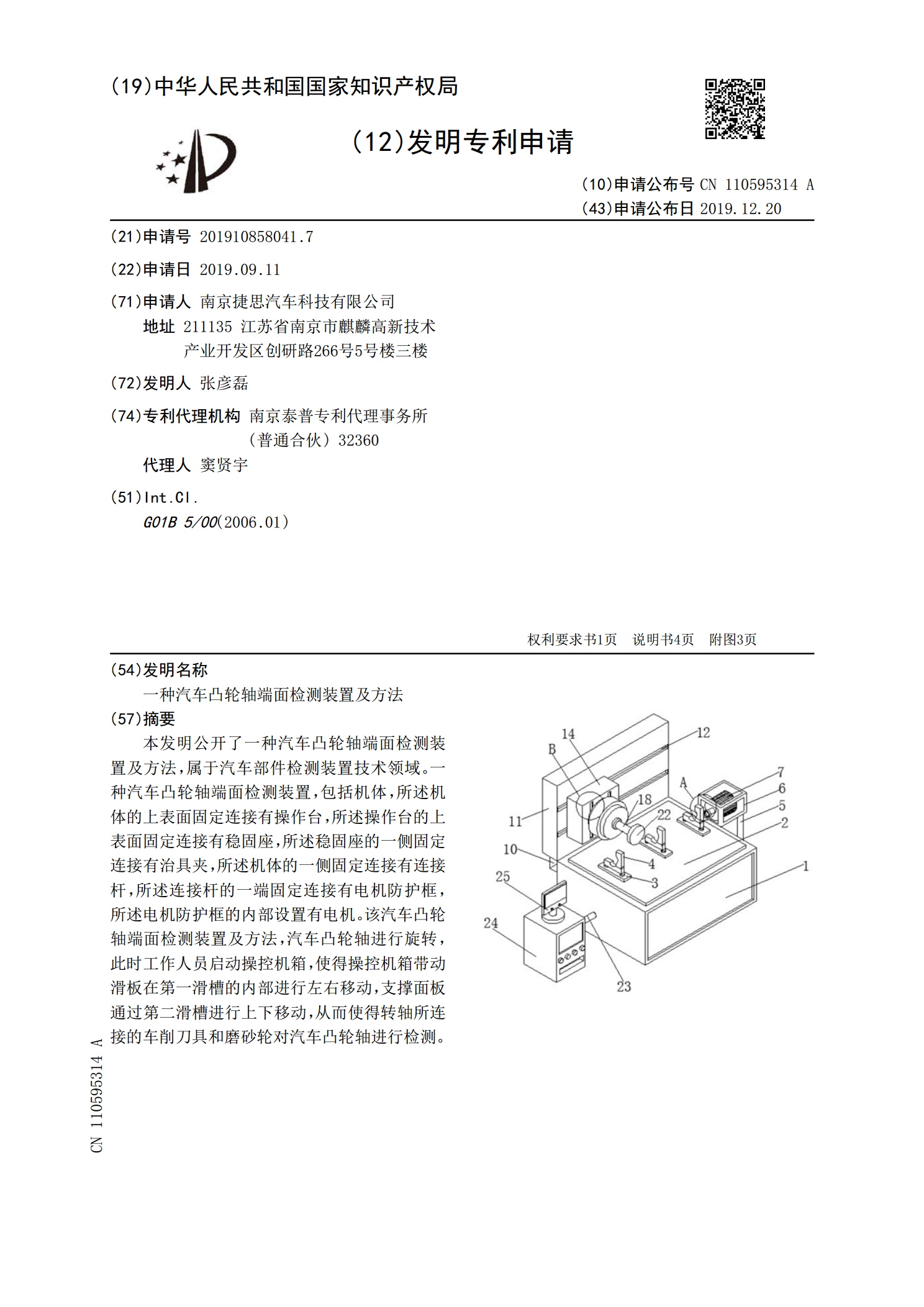
本发明公开了一种汽车凸轮轴端面检测装置及方法,属于汽车部件检测装置技术领域。一种汽车凸轮轴端面检测装置,包括机体,所述机体的上表面固定连接有操作台,所述操作台的上表面固定连接有稳固座,所述稳固座的一侧固定连接有治具夹,所述机体的一侧固定连接有连接杆,所述连接杆的一端固定连接有电机防护框,所述电机防护框的内部设置有电机。该汽车凸轮轴端面检测装置及方法,汽车凸轮轴进行旋转,此时工作人员启动操控机箱,使得操控机箱带动滑板在第一滑槽的内部进行左右移动,支撑面板通过第二滑槽进行上下移动,从而使得转轴所连接的车削刀具
一种凸轮轴端面螺纹孔位置度检测装置.pdf
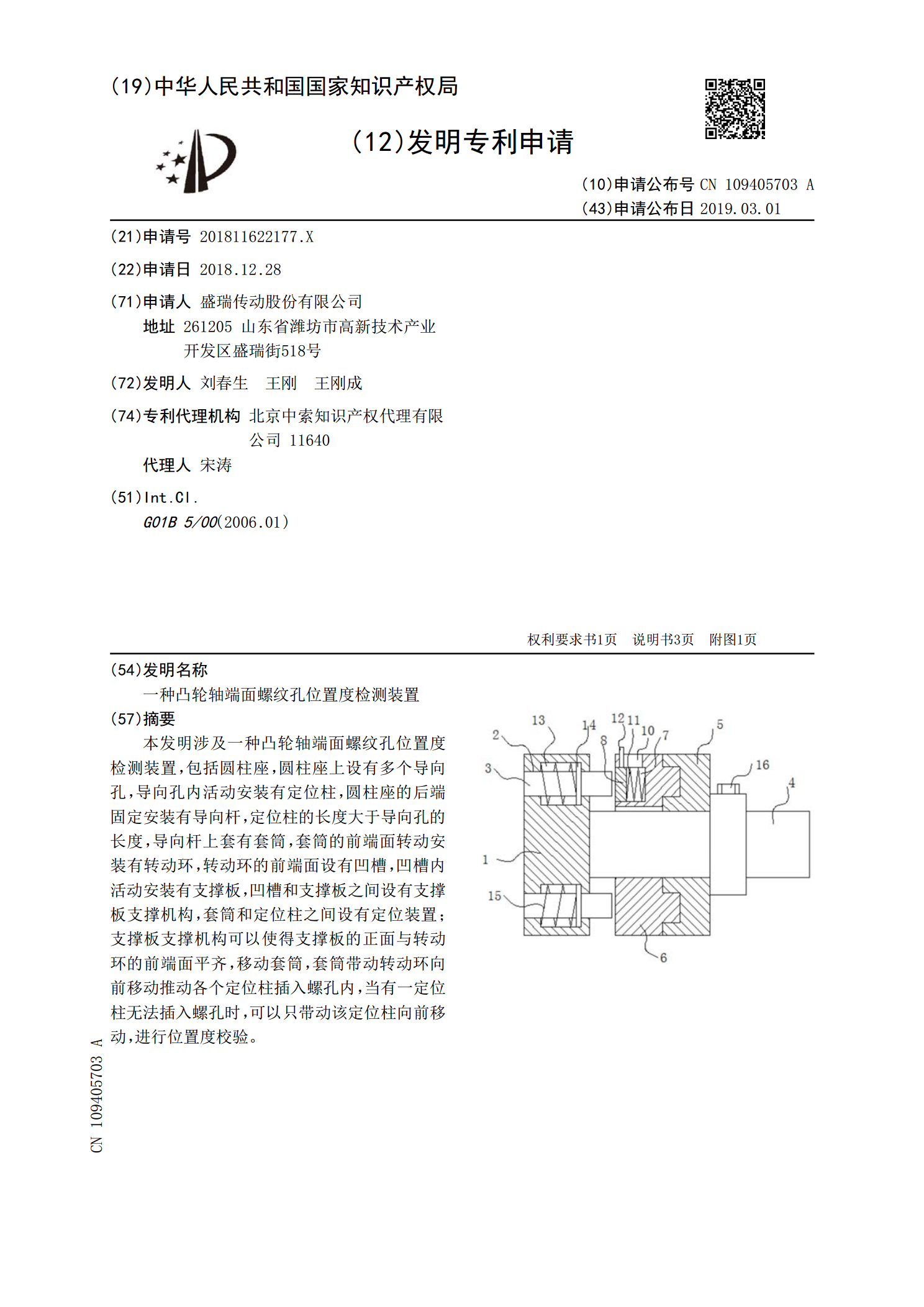
本发明涉及一种凸轮轴端面螺纹孔位置度检测装置,包括圆柱座,圆柱座上设有多个导向孔,导向孔内活动安装有定位柱,圆柱座的后端固定安装有导向杆,定位柱的长度大于导向孔的长度,导向杆上套有套筒,套筒的前端面转动安装有转动环,转动环的前端面设有凹槽,凹槽内活动安装有支撑板,凹槽和支撑板之间设有支撑板支撑机构,套筒和定位柱之间设有定位装置;支撑板支撑机构可以使得支撑板的正面与转动环的前端面平齐,移动套筒,套筒带动转动环向前移动推动各个定位柱插入螺孔内,当有一定位柱无法插入螺孔时,可以只带动该定位柱向前移动,进行位置度
光纤端面检测方法及装置.pdf
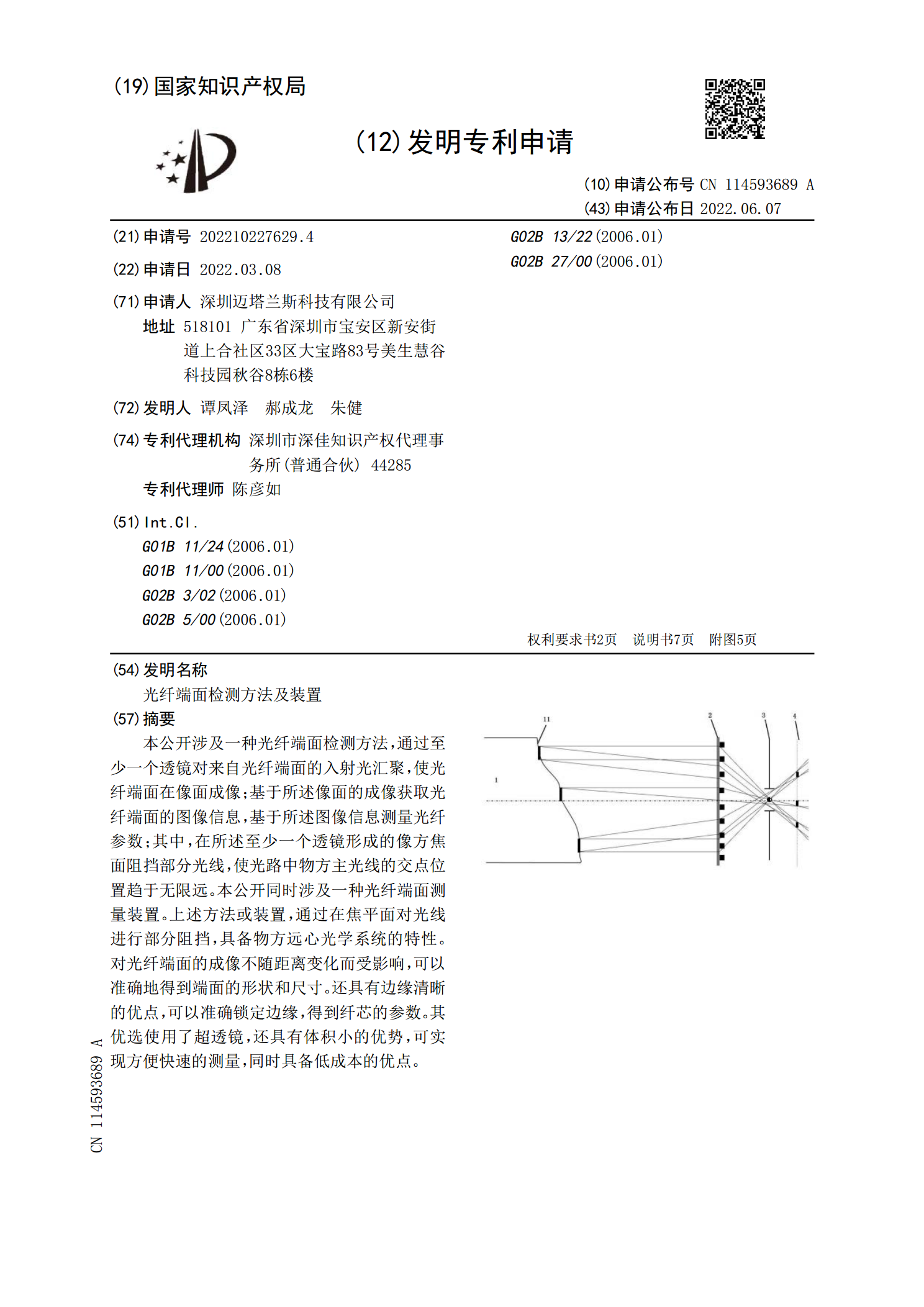
本公开涉及一种光纤端面检测方法,通过至少一个透镜对来自光纤端面的入射光汇聚,使光纤端面在像面成像;基于所述像面的成像获取光纤端面的图像信息,基于所述图像信息测量光纤参数;其中,在所述至少一个透镜形成的像方焦面阻挡部分光线,使光路中物方主光线的交点位置趋于无限远。本公开同时涉及一种光纤端面测量装置。上述方法或装置,通过在焦平面对光线进行部分阻挡,具备物方远心光学系统的特性。对光纤端面的成像不随距离变化而受影响,可以准确地得到端面的形状和尺寸。还具有边缘清晰的优点,可以准确锁定边缘,得到纤芯的参数。其优选使用
一种工件端面磨削烧伤实时检测装置及其检测方法.pdf
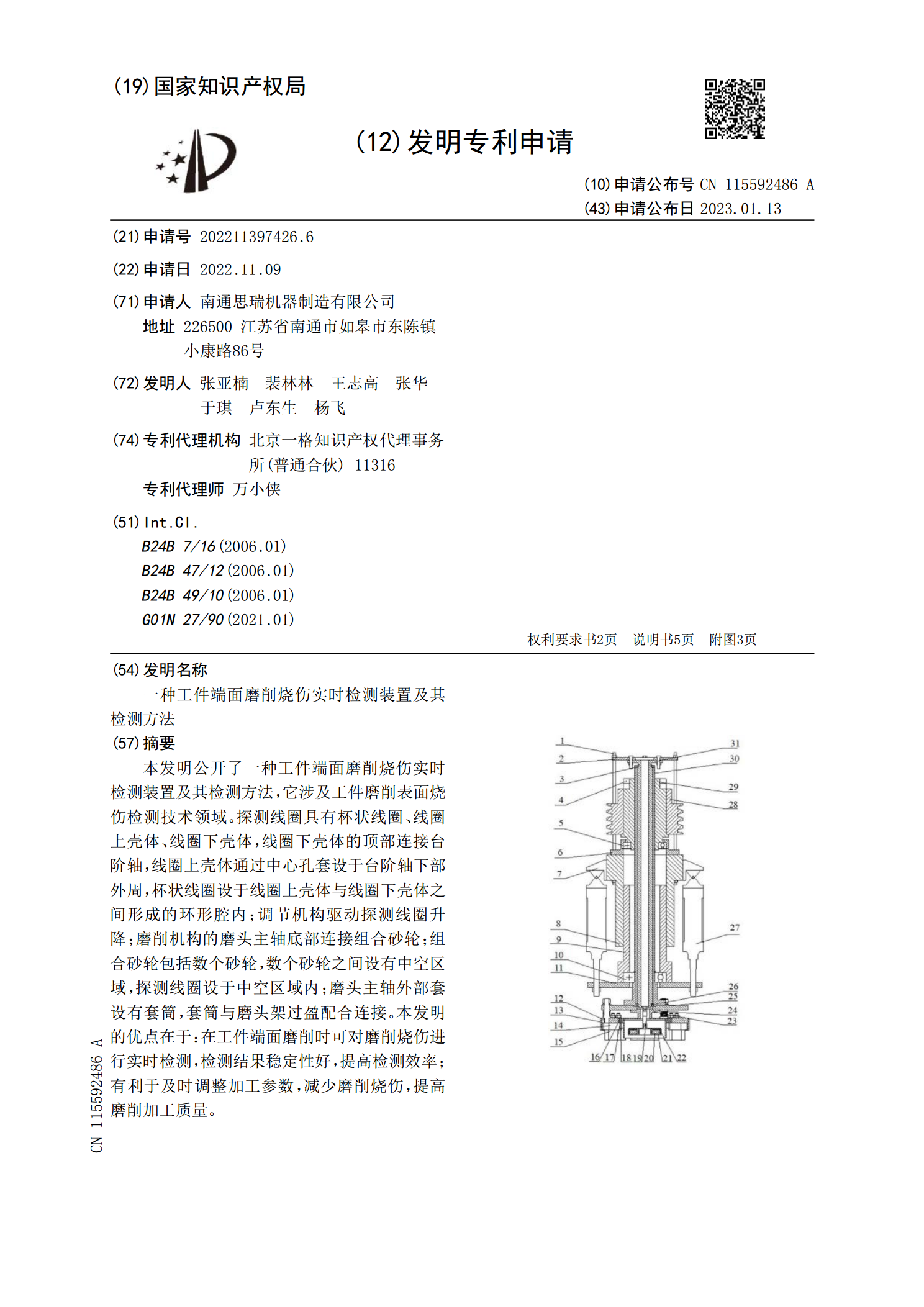
本发明公开了一种工件端面磨削烧伤实时检测装置及其检测方法,它涉及工件磨削表面烧伤检测技术领域。探测线圈具有杯状线圈、线圈上壳体、线圈下壳体,线圈下壳体的顶部连接台阶轴,线圈上壳体通过中心孔套设于台阶轴下部外周,杯状线圈设于线圈上壳体与线圈下壳体之间形成的环形腔内;调节机构驱动探测线圈升降;磨削机构的磨头主轴底部连接组合砂轮;组合砂轮包括数个砂轮,数个砂轮之间设有中空区域,探测线圈设于中空区域内;磨头主轴外部套设有套筒,套筒与磨头架过盈配合连接。本发明的优点在于:在工件端面磨削时可对磨削烧伤进行实时检测,检