
一种袖叉自动成型装置及其成型方法.pdf

康佳****文库


1/10

2/10
3/10

4/10
5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种袖叉自动成型装置及其成型方法.pdf
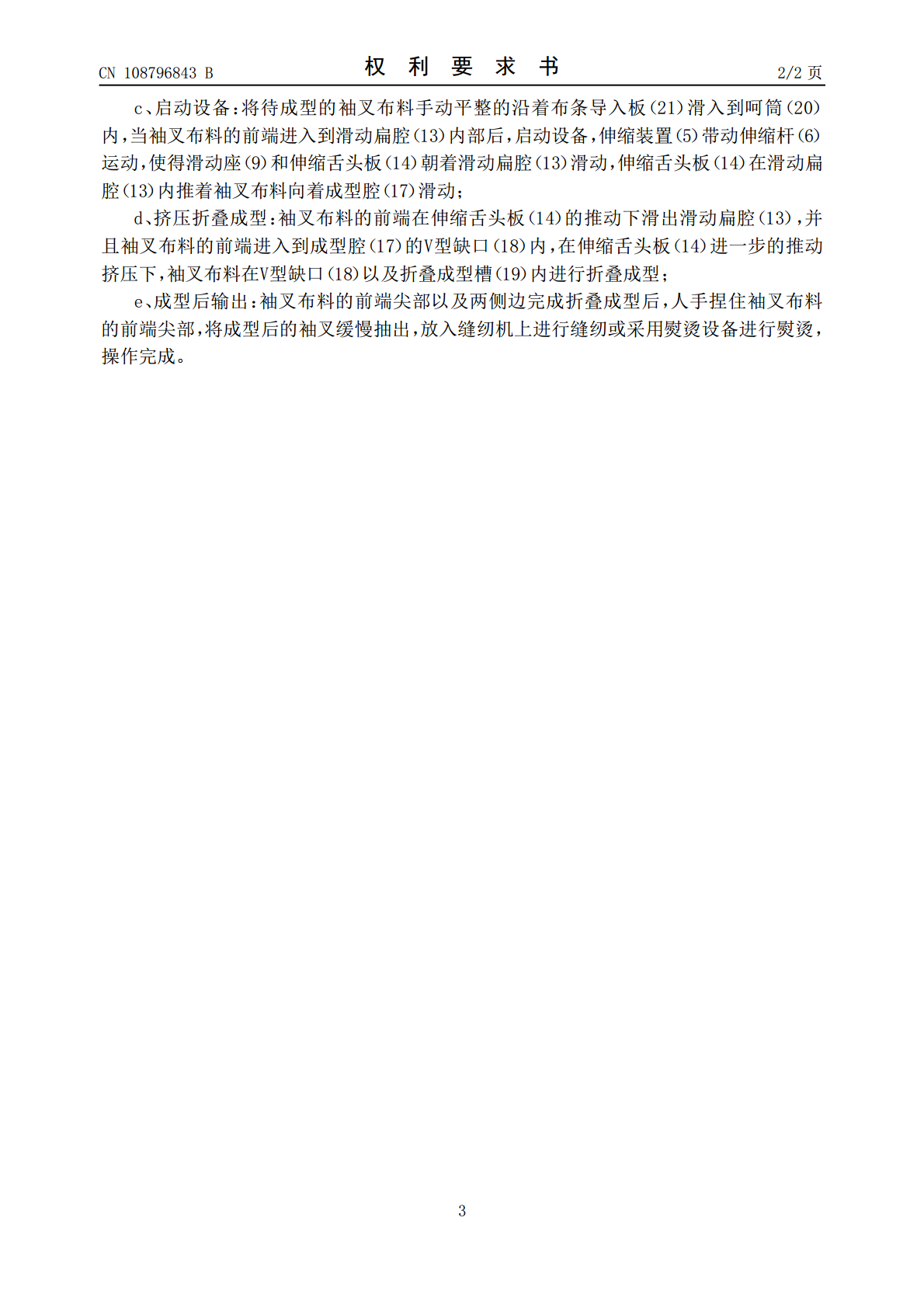
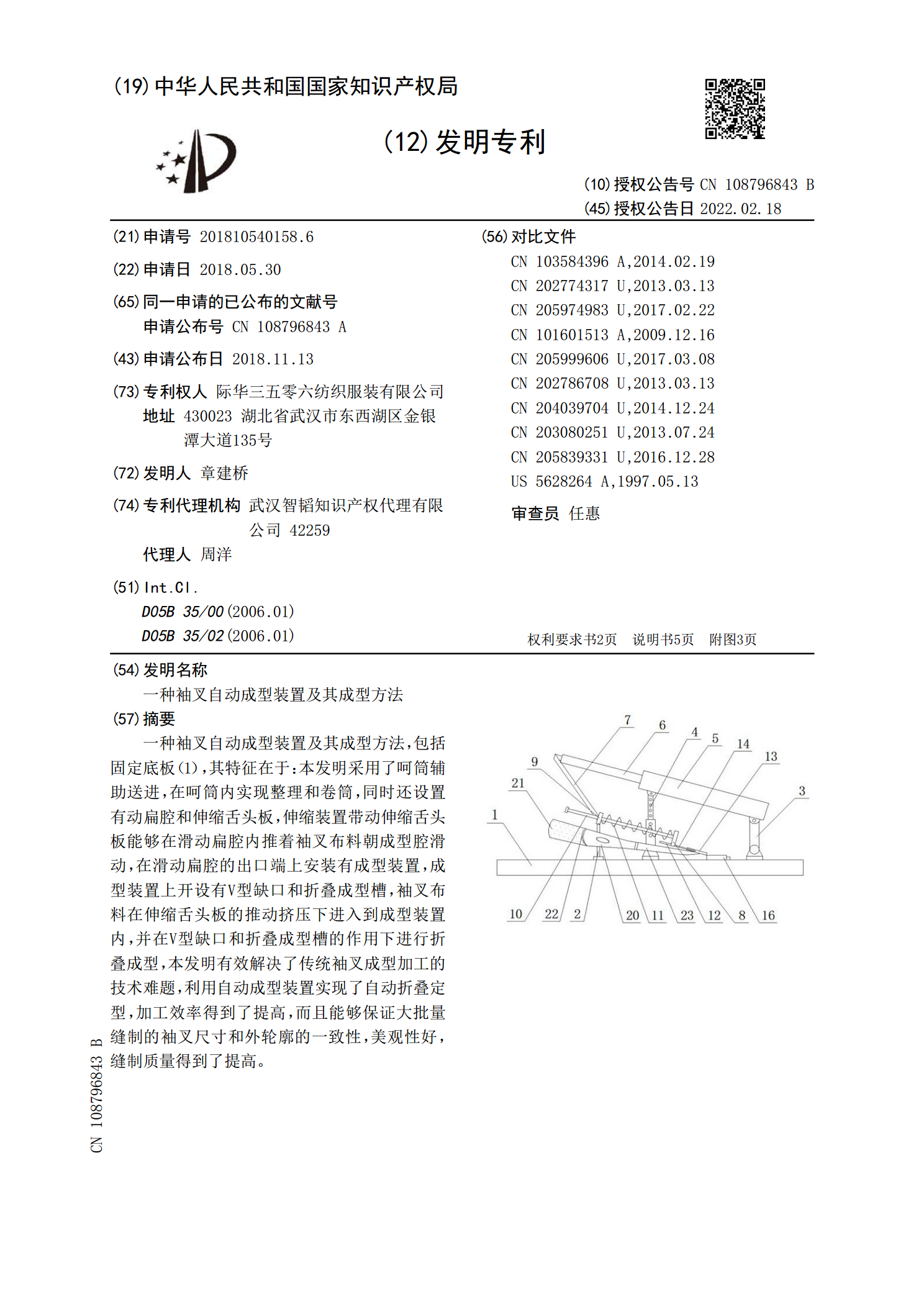
一种袖叉自动成型装置及其成型方法,包括固定底板(1),其特征在于:本发明采用了呵筒辅助送进,在呵筒内实现整理和卷筒,同时还设置有动扁腔和伸缩舌头板,伸缩装置带动伸缩舌头板能够在滑动扁腔内推着袖叉布料朝成型腔滑动,在滑动扁腔的出口端上安装有成型装置,成型装置上开设有V型缺口和折叠成型槽,袖叉布料在伸缩舌头板的推动挤压下进入到成型装置内,并在V型缺口和折叠成型槽的作用下进行折叠成型,本发明有效解决了传统袖叉成型加工的技术难题,利用自动成型装置实现了自动折叠定型,加工效率得到了提高,而且能够保证大批量缝制的袖叉

纤维簇自动吹散成型装置及其吹散成型方法.pdf
本发明公开了一种纤维簇自动吹散成型装置,包括输送组件、吹气嘴和驱动吹气嘴做往复运动的吹气嘴驱动机构以及配合吹气嘴的气泵,吹气嘴的运动方向和输送组件的输送方向垂直,气泵上连接若干大流量阀,每个大流量阀对应若干吹气嘴,每个吹气嘴与大流量阀之间连接有一个气压调节阀,吹气嘴驱动机构包括驱动电机、凸轮、连杆和吹气嘴安装架,驱动电机驱动凸轮转动通过连杆带动吹气嘴安装架做往复运动。本发明采用吹气嘴驱动机构驱动单排吹气嘴沿着与纤维簇输送方向垂直的方向做往复运动,使得吹气嘴可以对纤维簇输送方向和吹气嘴运动方向进行多次反复吹
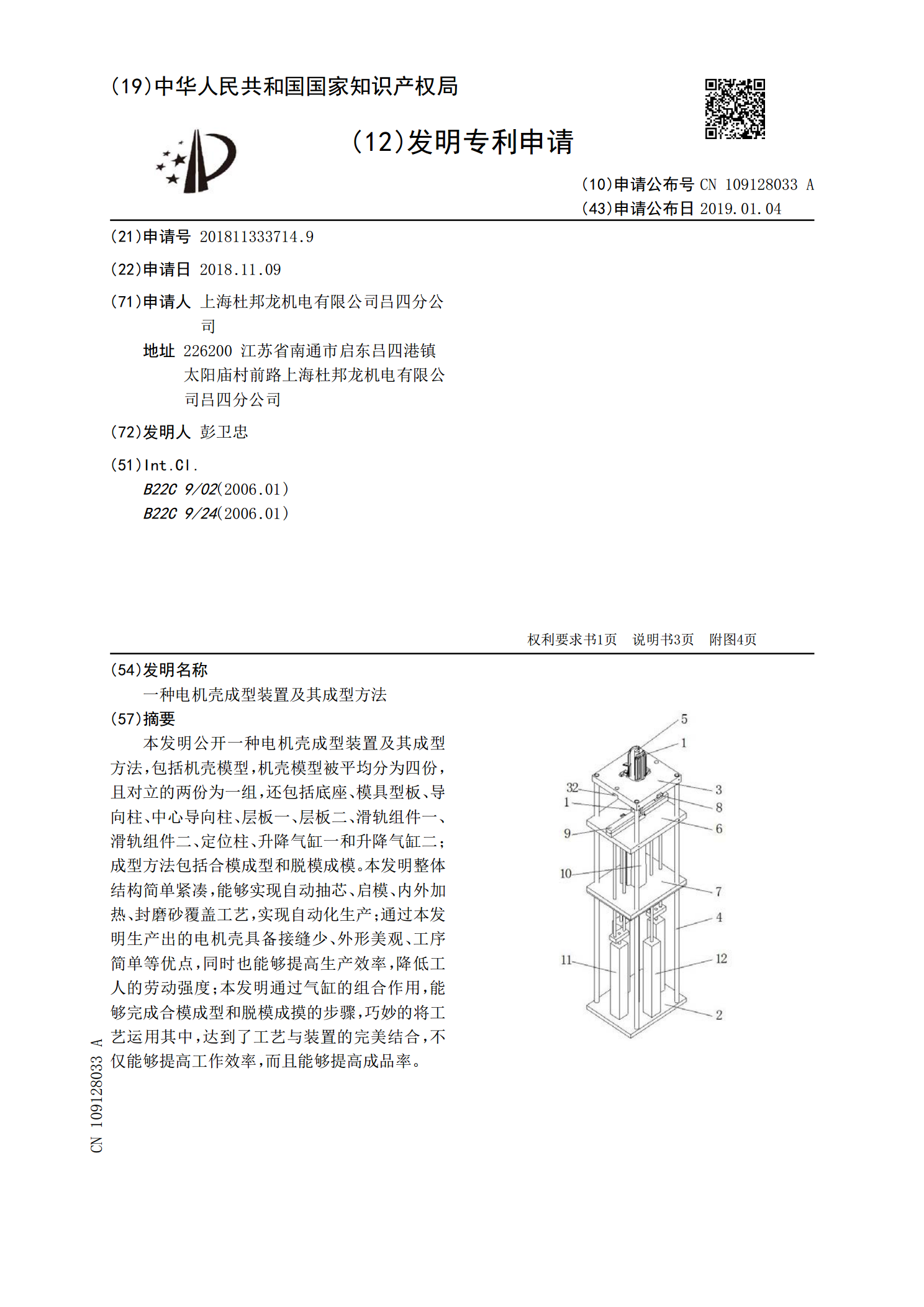
一种电机壳成型装置及其成型方法.pdf
本发明公开一种电机壳成型装置及其成型方法,包括机壳模型,机壳模型被平均分为四份,且对立的两份为一组,还包括底座、模具型板、导向柱、中心导向柱、层板一、层板二、滑轨组件一、滑轨组件二、定位柱、升降气缸一和升降气缸二;成型方法包括合模成型和脱模成模。本发明整体结构简单紧凑,能够实现自动抽芯、启模、内外加热、封磨砂覆盖工艺,实现自动化生产;通过本发明生产出的电机壳具备接缝少、外形美观、工序简单等优点,同时也能够提高生产效率,降低工人的劳动强度;本发明通过气缸的组合作用,能够完成合模成型和脱模成摸的步骤,巧妙的将
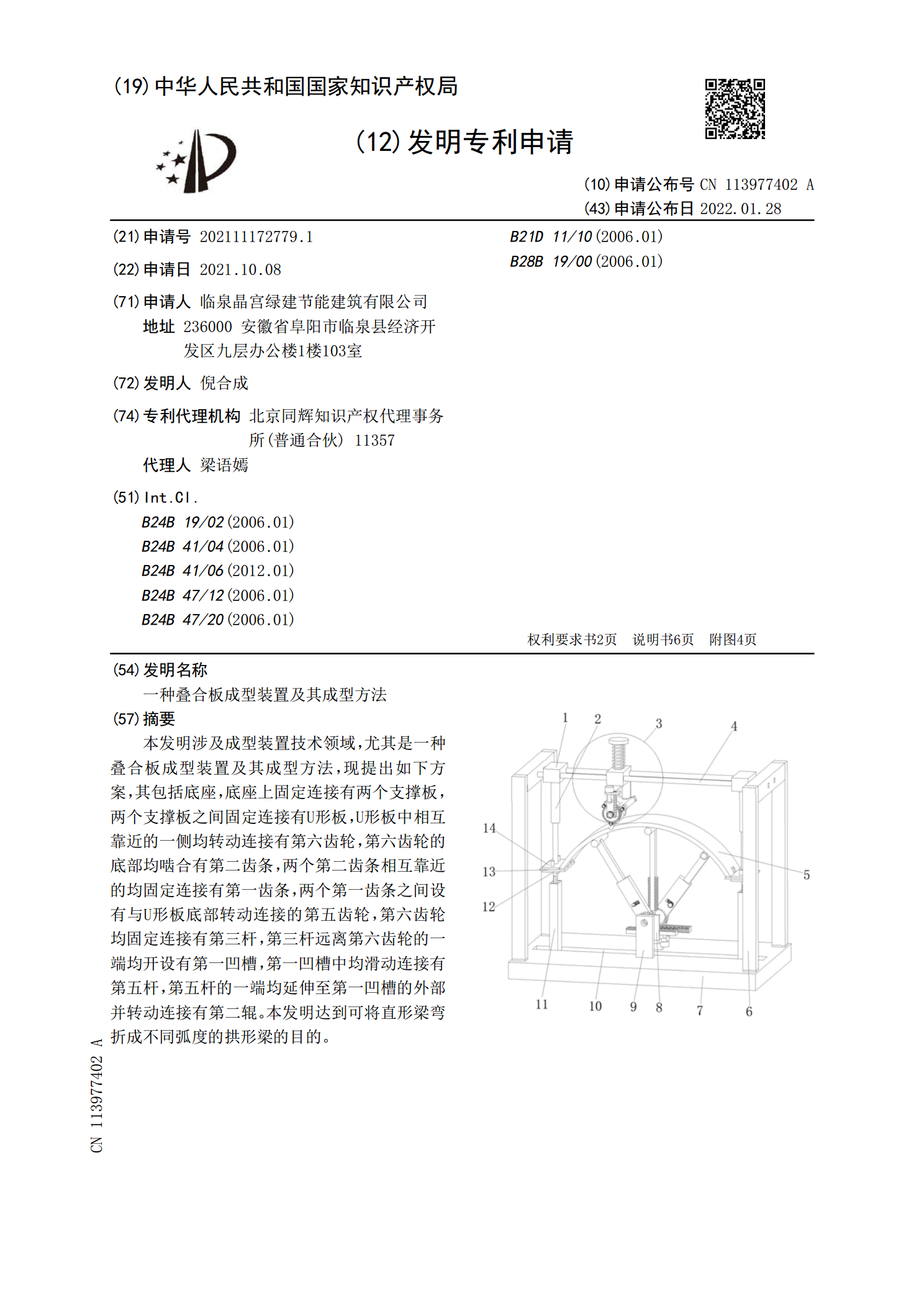
一种叠合板成型装置及其成型方法.pdf
本发明涉及成型装置技术领域,尤其是一种叠合板成型装置及其成型方法,现提出如下方案,其包括底座,底座上固定连接有两个支撑板,两个支撑板之间固定连接有U形板,U形板中相互靠近的一侧均转动连接有第六齿轮,第六齿轮的底部均啮合有第二齿条,两个第二齿条相互靠近的均固定连接有第一齿条,两个第一齿条之间设有与U形板底部转动连接的第五齿轮,第六齿轮均固定连接有第三杆,第三杆远离第六齿轮的一端均开设有第一凹槽,第一凹槽中均滑动连接有第五杆,第五杆的一端均延伸至第一凹槽的外部并转动连接有第二辊。本发明达到可将直形梁弯折成不同

一种焊管线成型装置及其成型方法.pdf
本发明涉及一种焊管线加工成型装置及其成型方法,所述焊管线由金属材质的带料弯曲加工成型,所述加工装置依次包括:导向纠偏装置、一次预弯曲装置、二次预弯曲装置、三次预弯曲装置、弯曲成型装置、以及封焊装置及冷却装置,所述弯曲成型装置将带料弯曲,在带料内部形成封闭的空间;所述封焊装置将带料磨削和组立后焊接,形成焊管线。所述焊管线加工成型方法,包括:导向纠偏;预弯曲;弯曲成型封焊;冷却定型。所述加工装置,利用与带料材质相同的金属轮高速旋转,并与带料直接接触摩擦产生的热量使弯曲的带料组立在一起,这样同时实现磨削与组立,