
纤维簇自动吹散成型装置及其吹散成型方法.pdf

一条****杉淑

1/7

2/7
3/7

4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

纤维簇自动吹散成型装置及其吹散成型方法.pdf
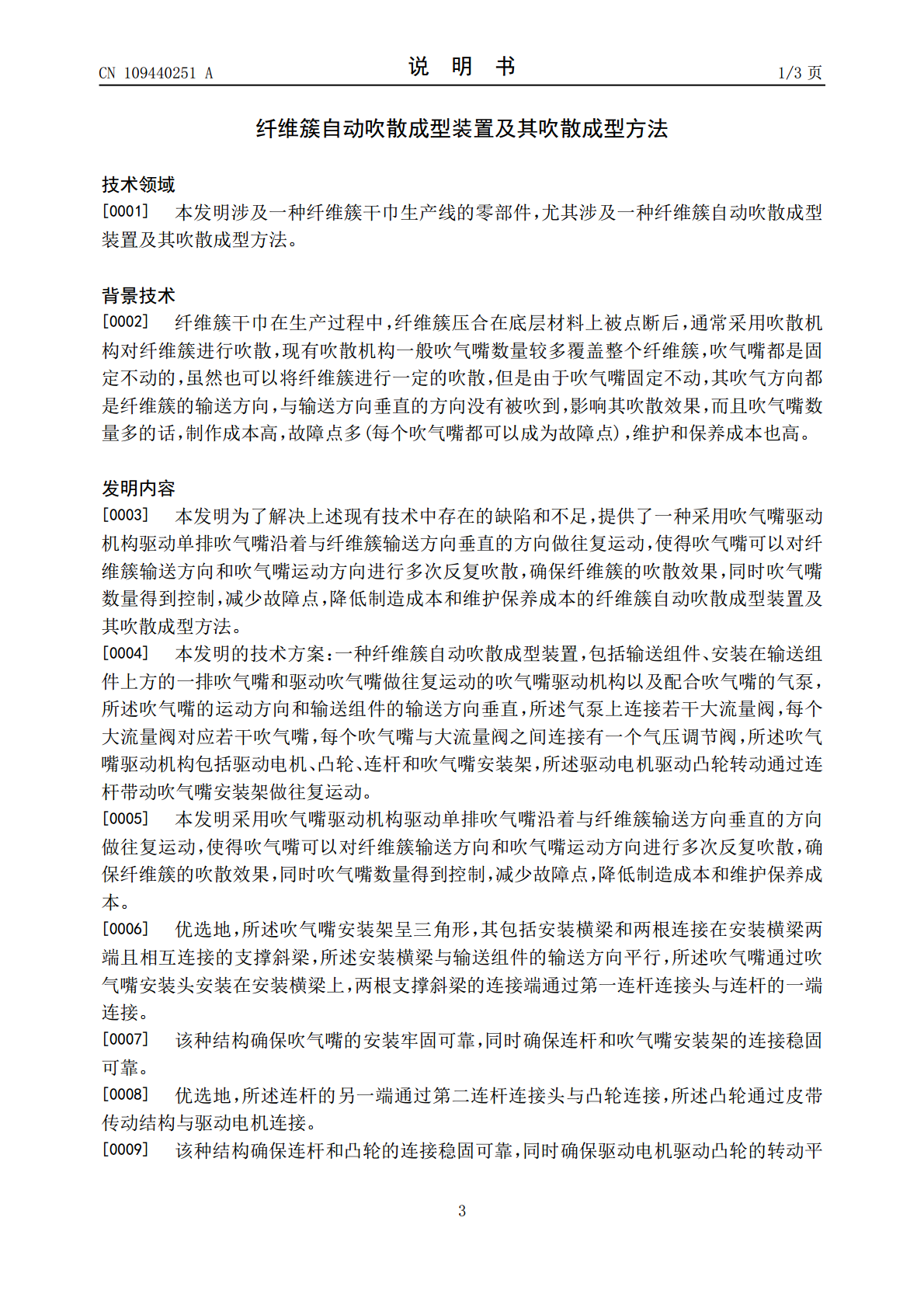
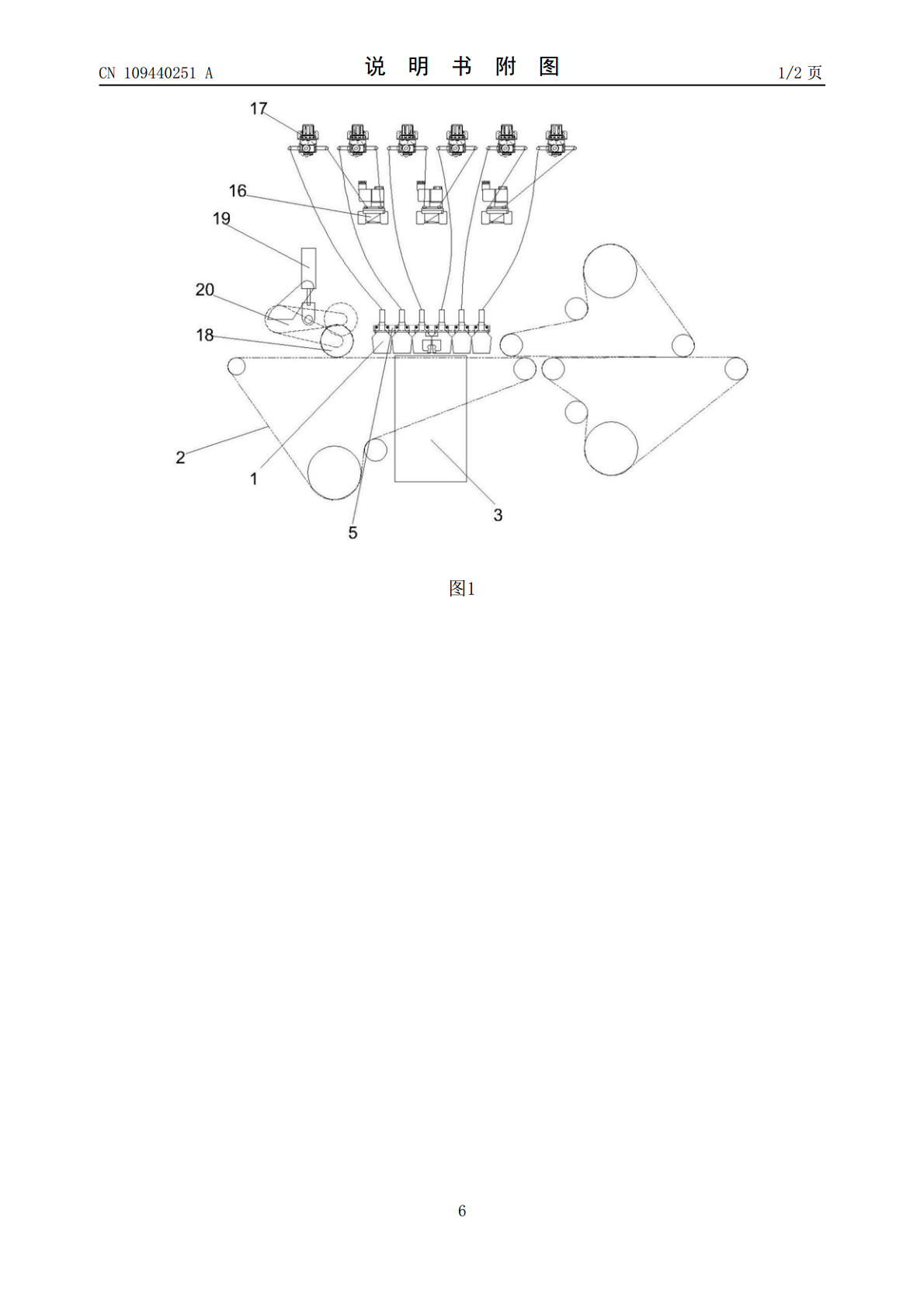
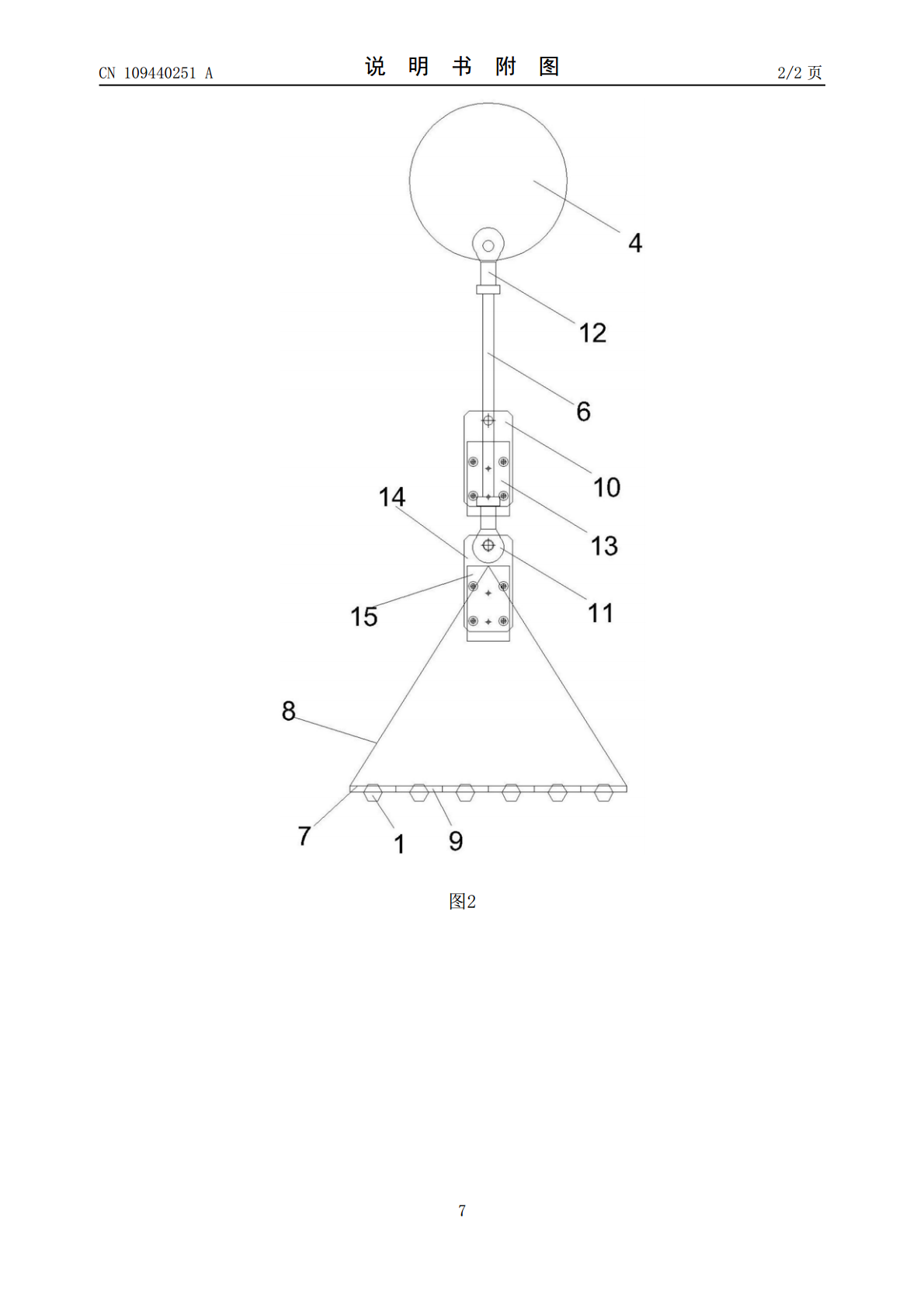
本发明公开了一种纤维簇自动吹散成型装置,包括输送组件、吹气嘴和驱动吹气嘴做往复运动的吹气嘴驱动机构以及配合吹气嘴的气泵,吹气嘴的运动方向和输送组件的输送方向垂直,气泵上连接若干大流量阀,每个大流量阀对应若干吹气嘴,每个吹气嘴与大流量阀之间连接有一个气压调节阀,吹气嘴驱动机构包括驱动电机、凸轮、连杆和吹气嘴安装架,驱动电机驱动凸轮转动通过连杆带动吹气嘴安装架做往复运动。本发明采用吹气嘴驱动机构驱动单排吹气嘴沿着与纤维簇输送方向垂直的方向做往复运动,使得吹气嘴可以对纤维簇输送方向和吹气嘴运动方向进行多次反复吹
一种袖叉自动成型装置及其成型方法.pdf
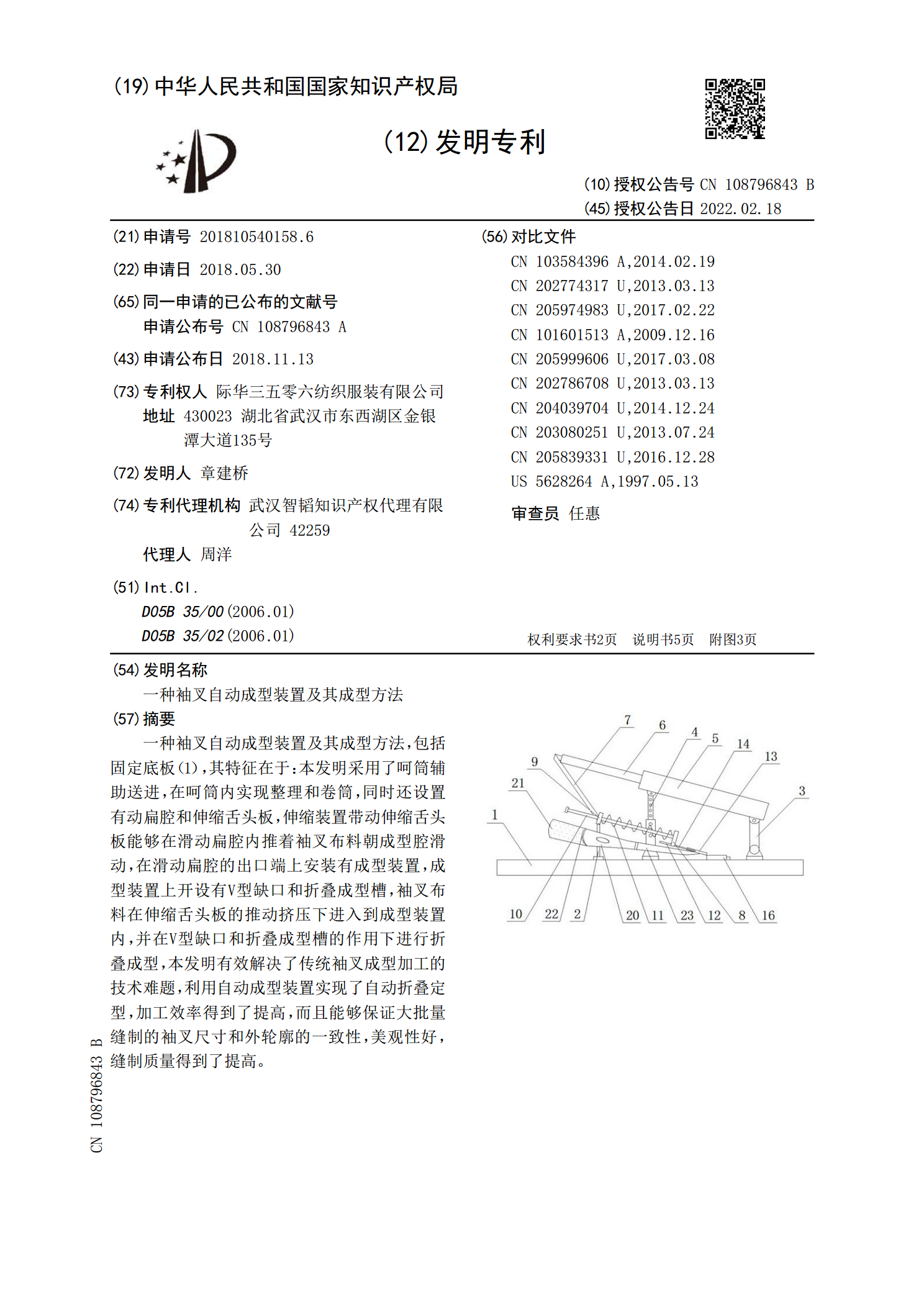
一种袖叉自动成型装置及其成型方法,包括固定底板(1),其特征在于:本发明采用了呵筒辅助送进,在呵筒内实现整理和卷筒,同时还设置有动扁腔和伸缩舌头板,伸缩装置带动伸缩舌头板能够在滑动扁腔内推着袖叉布料朝成型腔滑动,在滑动扁腔的出口端上安装有成型装置,成型装置上开设有V型缺口和折叠成型槽,袖叉布料在伸缩舌头板的推动挤压下进入到成型装置内,并在V型缺口和折叠成型槽的作用下进行折叠成型,本发明有效解决了传统袖叉成型加工的技术难题,利用自动成型装置实现了自动折叠定型,加工效率得到了提高,而且能够保证大批量缝制的袖叉
螺纹管自动成型装置及成型方法.pdf
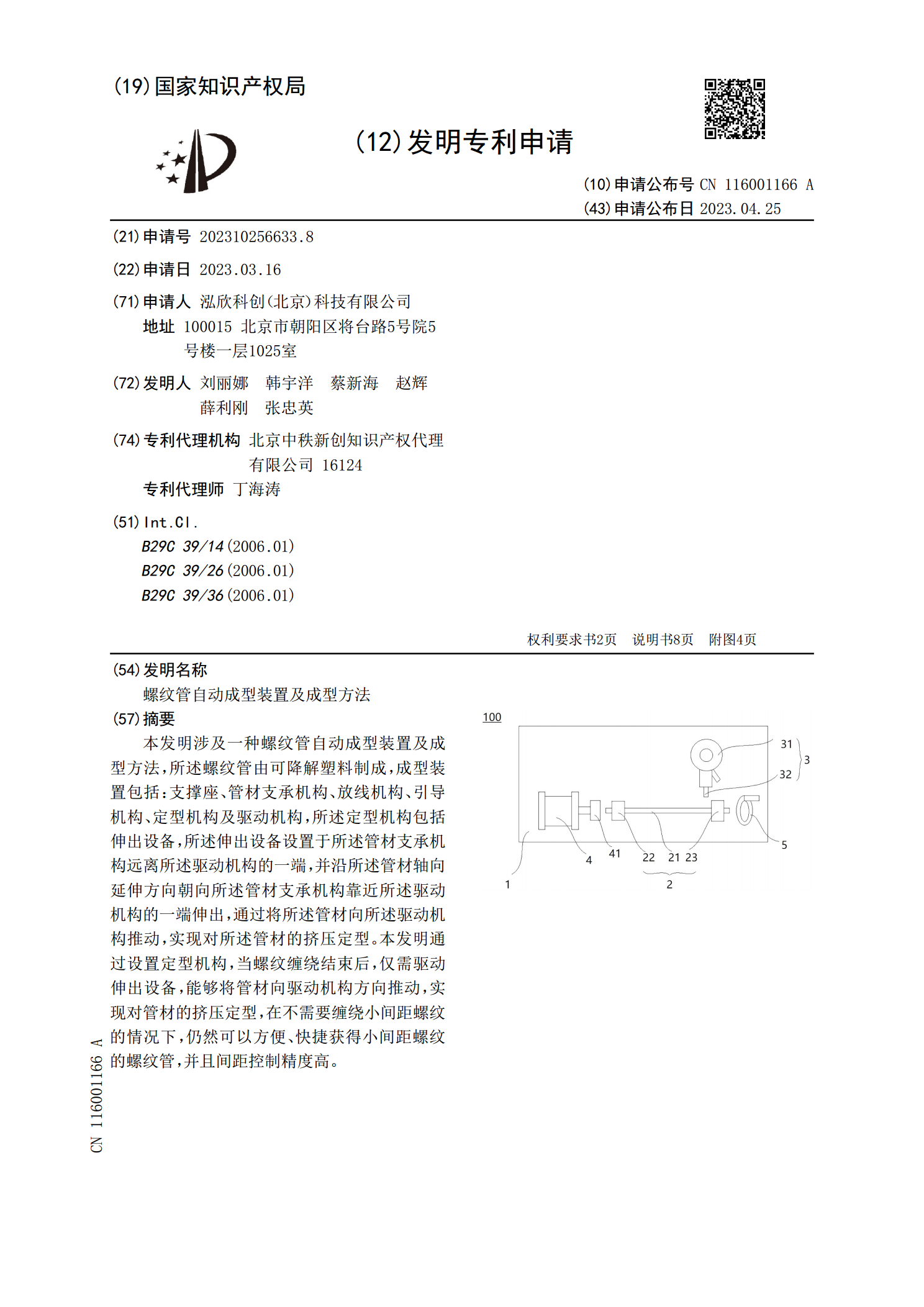
本发明涉及一种螺纹管自动成型装置及成型方法,所述螺纹管由可降解塑料制成,成型装置包括:支撑座、管材支承机构、放线机构、引导机构、定型机构及驱动机构,所述定型机构包括伸出设备,所述伸出设备设置于所述管材支承机构远离所述驱动机构的一端,并沿所述管材轴向延伸方向朝向所述管材支承机构靠近所述驱动机构的一端伸出,通过将所述管材向所述驱动机构推动,实现对所述管材的挤压定型。本发明通过设置定型机构,当螺纹缠绕结束后,仅需驱动伸出设备,能够将管材向驱动机构方向推动,实现对管材的挤压定型,在不需要缠绕小间距螺纹的情况下,仍

树脂成型品及其成型方法、以及成型装置.pdf
本发明提供一种树脂成型品及其成型方法以及成型装置,其防止由熔接线引起的外观品质的降低。具有:腔室(2C),其包含通过连结部(20)将前端彼此连结的多个成型部(21~23);浇口(24),其向腔室(2C)注入树脂;以及树脂阻止部(25A、25B),其配置在成型部(22、23)和连结部(20)的连结部位上,使在连结部(20)中流动的树脂停留,树脂阻止部(25A、25B)具有滑块(27)和压缩螺旋弹簧(28),它们用于利用在成型部(22、23)中流动的树脂解除树脂的停留。

纤维床垫自动化加工成型装置.pdf
纤维床垫自动化加工成型装置,由链轮式输送平台、上下两个筐模循环导链架、备料工位、装料工位、预压工位、循环压型工位、预热工位、加热工位、保温工位、水循环降温工位和筐模循环工位组成,备料工位底部和装料工位底部设置连通管,预压工位出口与循环压型工位相连,循环压型工位与预热工位之间设置电动升降门,预热工位通过一个电动升降门与加热工位相连,循环压型工位底部与加热工位底部设置自循环风管,高处的筐模循环导链架分别与装料工位和筐模循环工位相连,低处的筐模循环导链架分别与循环压型工位和保温工位相连。本发明实现了纤维床垫加工