
一种电机壳成型装置及其成型方法.pdf

一吃****仕龙

1/9

2/9

3/9

4/9
5/9
6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种电机壳成型装置及其成型方法.pdf
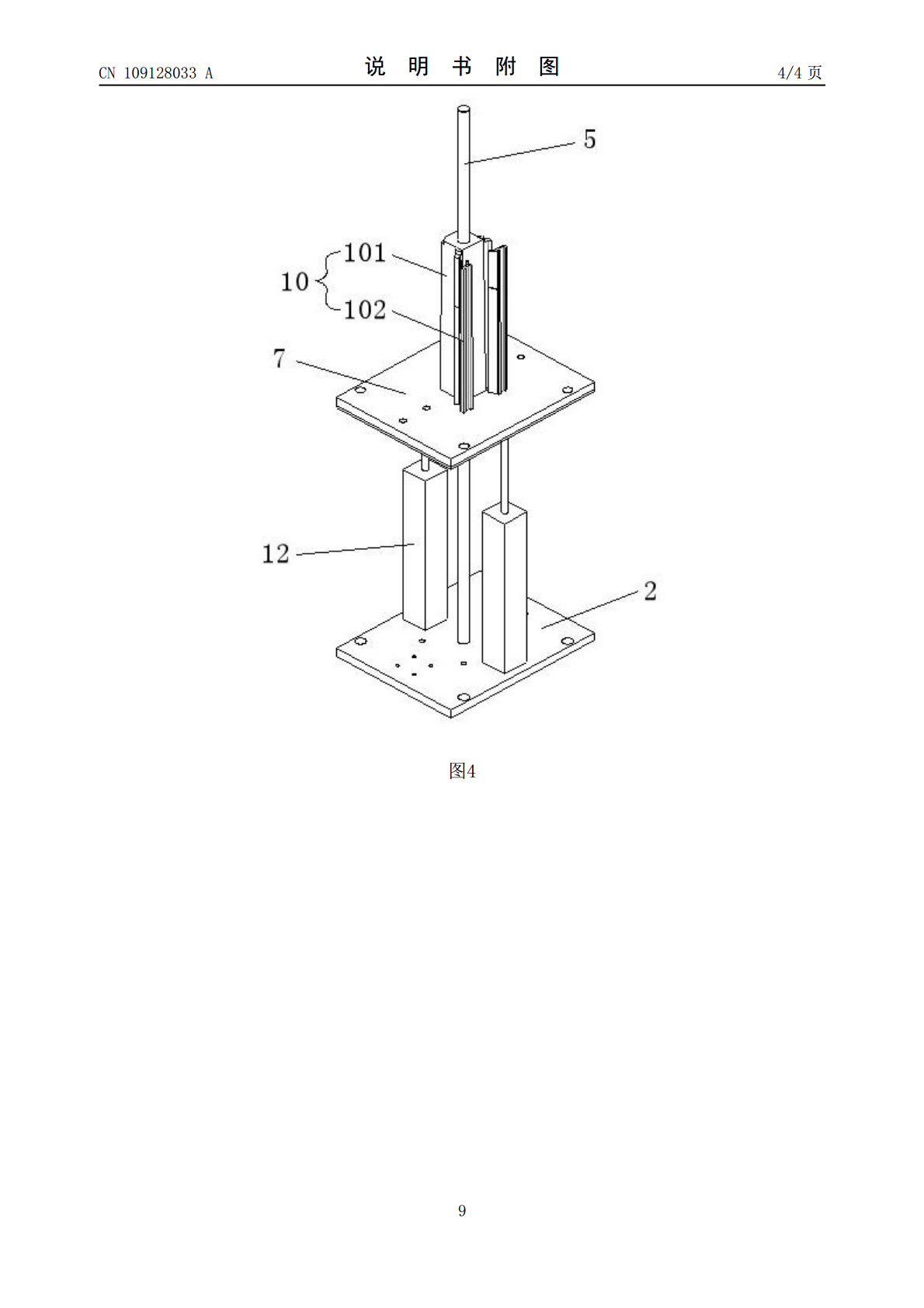
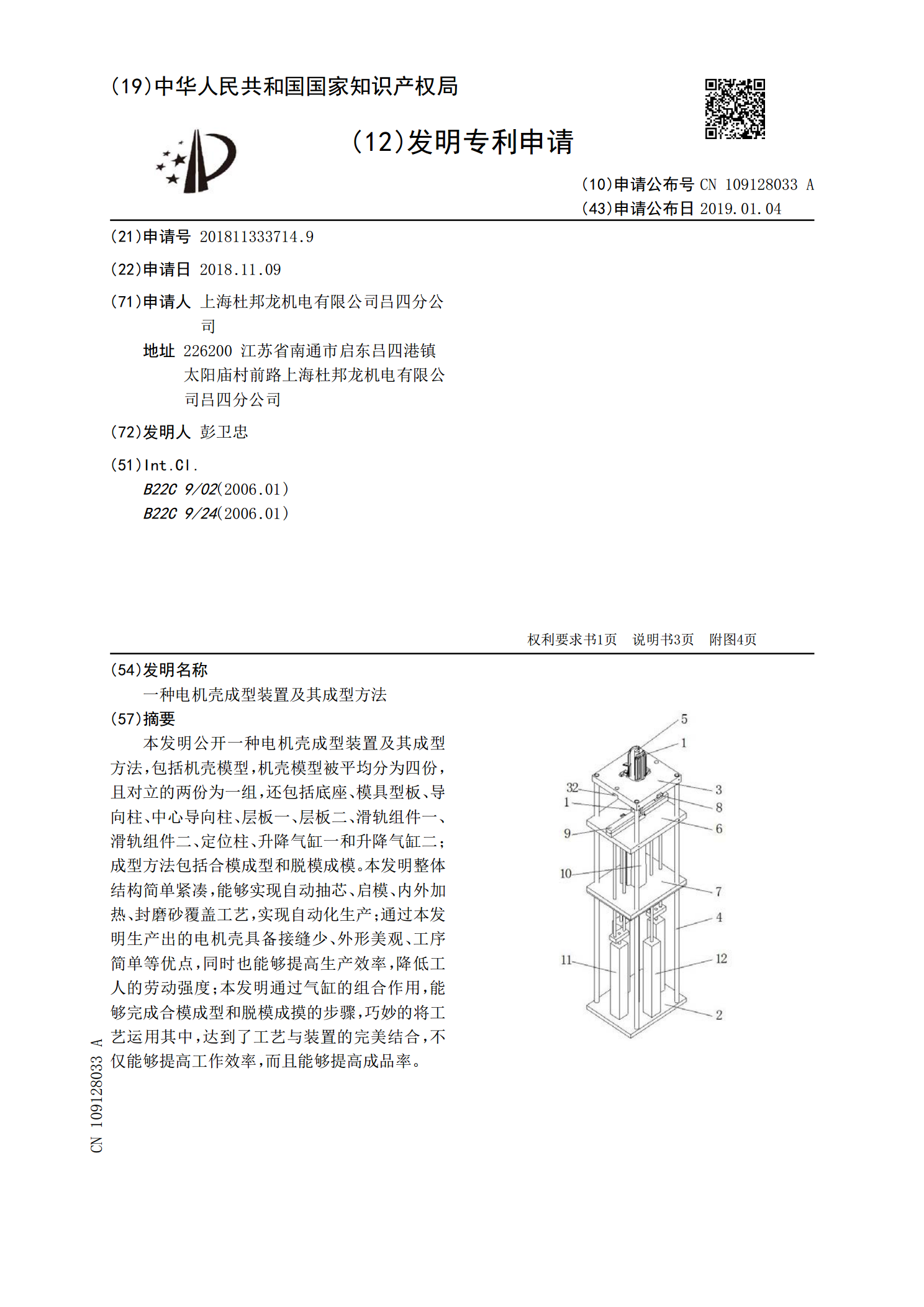
本发明公开一种电机壳成型装置及其成型方法,包括机壳模型,机壳模型被平均分为四份,且对立的两份为一组,还包括底座、模具型板、导向柱、中心导向柱、层板一、层板二、滑轨组件一、滑轨组件二、定位柱、升降气缸一和升降气缸二;成型方法包括合模成型和脱模成模。本发明整体结构简单紧凑,能够实现自动抽芯、启模、内外加热、封磨砂覆盖工艺,实现自动化生产;通过本发明生产出的电机壳具备接缝少、外形美观、工序简单等优点,同时也能够提高生产效率,降低工人的劳动强度;本发明通过气缸的组合作用,能够完成合模成型和脱模成摸的步骤,巧妙的将
一种蜂窝成型装置及其连续成型方法.pdf
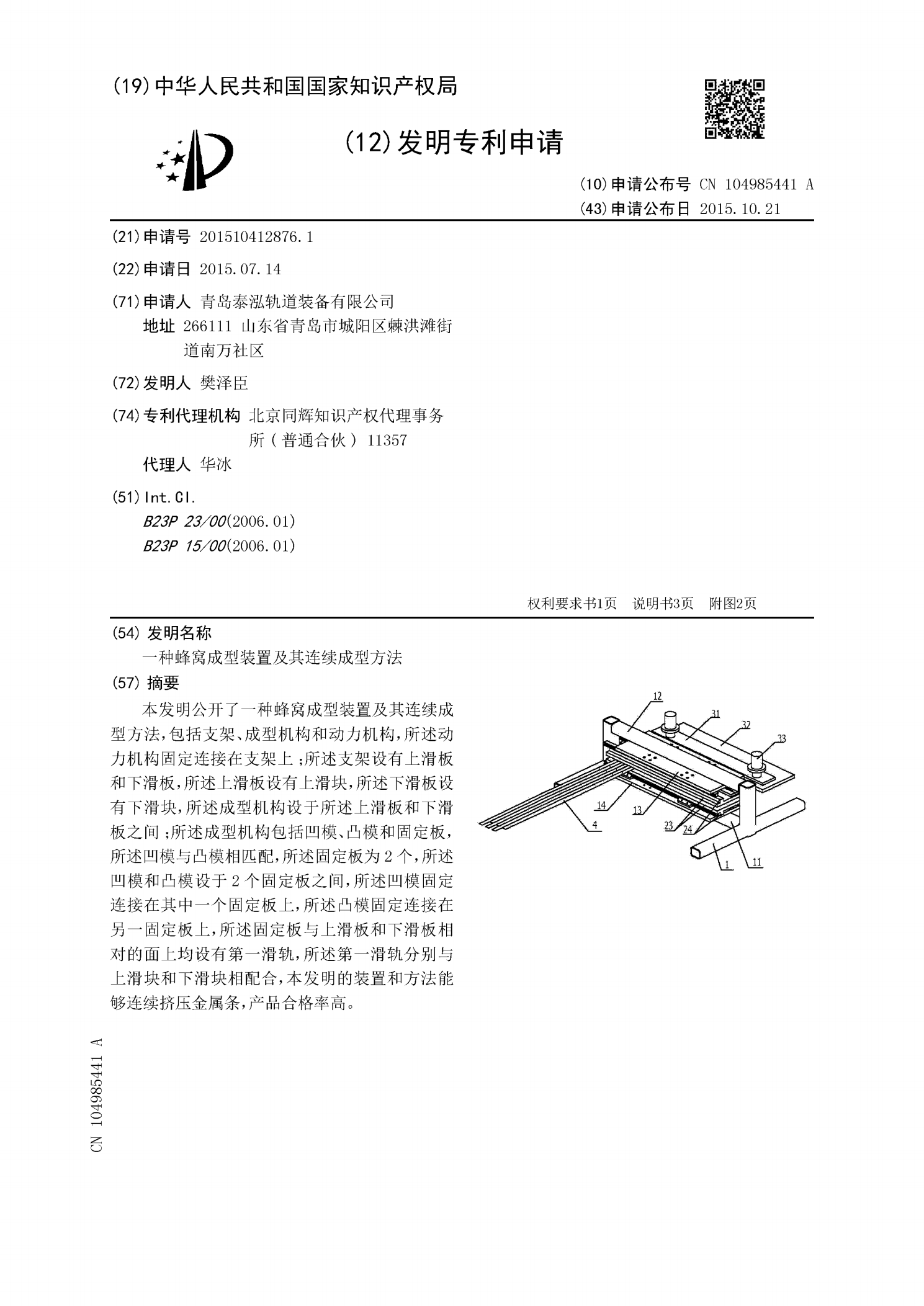
本发明公开了一种蜂窝成型装置及其连续成型方法,包括支架、成型机构和动力机构,所述动力机构固定连接在支架上;所述支架设有上滑板和下滑板,所述上滑板设有上滑块,所述下滑板设有下滑块,所述成型机构设于所述上滑板和下滑板之间;所述成型机构包括凹模、凸模和固定板,所述凹模与凸模相匹配,所述固定板为2个,所述凹模和凸模设于2个固定板之间,所述凹模固定连接在其中一个固定板上,所述凸模固定连接在另一固定板上,所述固定板与上滑板和下滑板相对的面上均设有第一滑轨,所述第一滑轨分别与上滑块和下滑块相配合,本发明的装置和方法能够
一种蜂窝成型装置及其连续成型方法.pdf
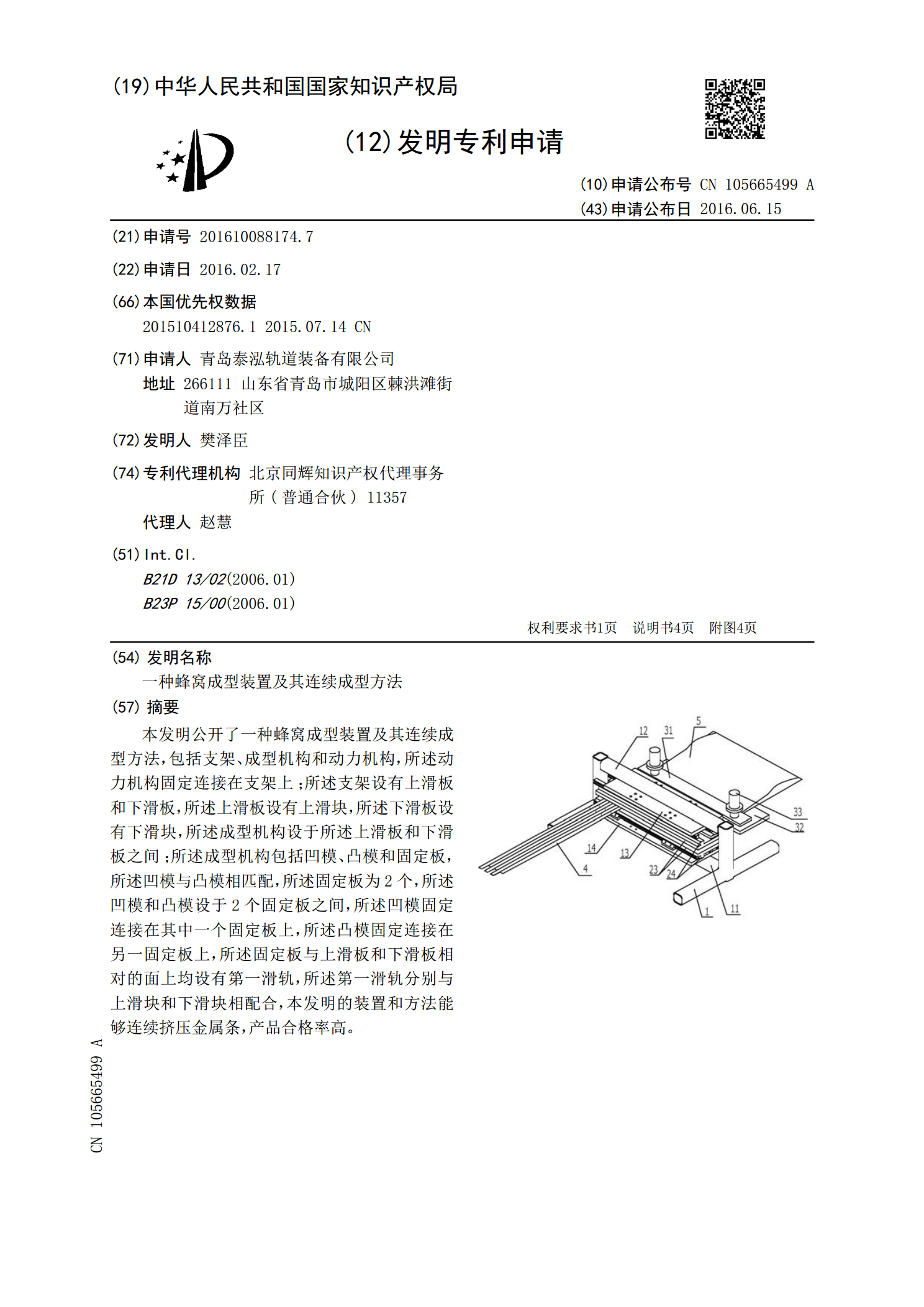
本发明公开了一种蜂窝成型装置及其连续成型方法,包括支架、成型机构和动力机构,所述动力机构固定连接在支架上;所述支架设有上滑板和下滑板,所述上滑板设有上滑块,所述下滑板设有下滑块,所述成型机构设于所述上滑板和下滑板之间;所述成型机构包括凹模、凸模和固定板,所述凹模与凸模相匹配,所述固定板为2个,所述凹模和凸模设于2个固定板之间,所述凹模固定连接在其中一个固定板上,所述凸模固定连接在另一固定板上,所述固定板与上滑板和下滑板相对的面上均设有第一滑轨,所述第一滑轨分别与上滑块和下滑块相配合,本发明的装置和方法能够
一种叠合板成型装置及其成型方法.pdf
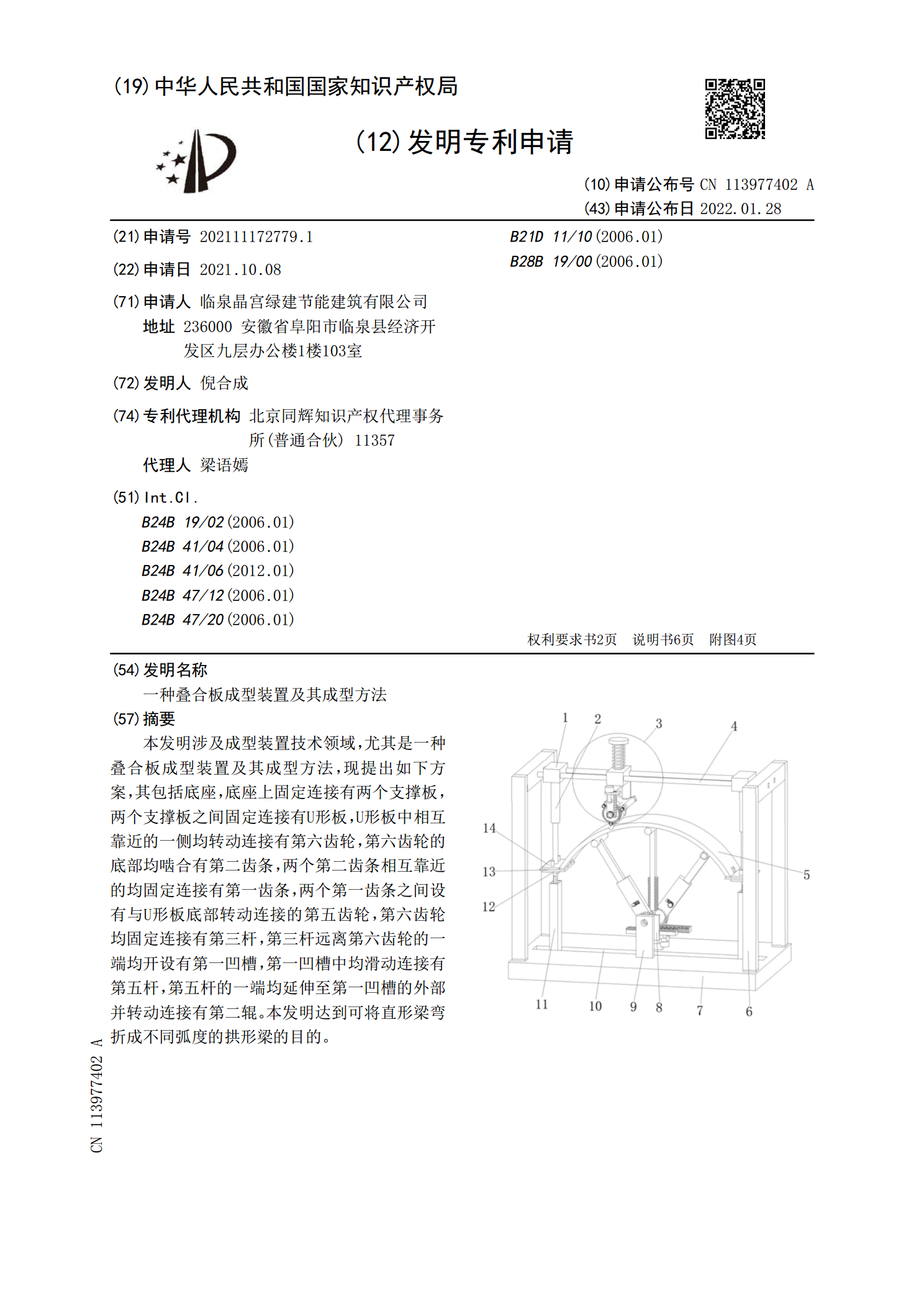
本发明涉及成型装置技术领域,尤其是一种叠合板成型装置及其成型方法,现提出如下方案,其包括底座,底座上固定连接有两个支撑板,两个支撑板之间固定连接有U形板,U形板中相互靠近的一侧均转动连接有第六齿轮,第六齿轮的底部均啮合有第二齿条,两个第二齿条相互靠近的均固定连接有第一齿条,两个第一齿条之间设有与U形板底部转动连接的第五齿轮,第六齿轮均固定连接有第三杆,第三杆远离第六齿轮的一端均开设有第一凹槽,第一凹槽中均滑动连接有第五杆,第五杆的一端均延伸至第一凹槽的外部并转动连接有第二辊。本发明达到可将直形梁弯折成不同

一种焊管线成型装置及其成型方法.pdf
本发明涉及一种焊管线加工成型装置及其成型方法,所述焊管线由金属材质的带料弯曲加工成型,所述加工装置依次包括:导向纠偏装置、一次预弯曲装置、二次预弯曲装置、三次预弯曲装置、弯曲成型装置、以及封焊装置及冷却装置,所述弯曲成型装置将带料弯曲,在带料内部形成封闭的空间;所述封焊装置将带料磨削和组立后焊接,形成焊管线。所述焊管线加工成型方法,包括:导向纠偏;预弯曲;弯曲成型封焊;冷却定型。所述加工装置,利用与带料材质相同的金属轮高速旋转,并与带料直接接触摩擦产生的热量使弯曲的带料组立在一起,这样同时实现磨削与组立,