
超声电弧贴合滚压薄壁钢管焊接装置及焊接方法.pdf

东耀****哥哥


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

超声电弧贴合滚压薄壁钢管焊接装置及焊接方法.pdf
本发明属于焊接工艺领域,公开了一种超声电弧贴合滚压薄壁钢管焊接装置及焊接方法,该装置包括超声电弧发生装置和滚压贴合装置;上滚压贴合轮(5.1)零间隙贴合安装在薄壁钢管外壁面,且所述上滚压贴合轮(5.1)弧度曲率与薄壁钢管外侧直径相匹配;下滚压贴合轮(5.2)零间隙贴合安装在薄壁钢管内壁面,且所述下滚压贴合轮(5.2)弧度曲率与薄壁钢管内侧直径相匹配;所述上滚压贴合轮(5.1)和下滚压贴合轮(5.2)位置相对应。超声电弧装置将超声电弧引入到焊接熔池中;上下滚压贴合轮与钢管无间隙贴合滚压,可以使钢管焊缝晶粒细

一种电弧辅助激光的薄壁焊接钛管高效焊接方法和装置.pdf
本发明涉及一种电弧辅助激光的薄壁焊接钛管高效焊接方法和装置,以激光为主要热源,以TIG电弧为辅助热源,沿着由平展的薄壁带状的钛板或钛带卷曲成形的圆形薄壁钛管的轴线方向,对圆形薄壁钛管的对接部位实施无填充的全熔透直线对接焊缝的焊接。与现有技术相比,本发明采用预热TIG在前、形成熔池的激光在后的热源布置方法,较小的TIG电弧电流预热被焊的钛管,提高激光吸收率;较大功率的激光束作用在已预热的钛管并形成的熔池,提高熔透能力;配合较大的激光正离焦量以及优化的焊接参数,降低被焊钛管表面的激光能量密度,消除焊接过程中在
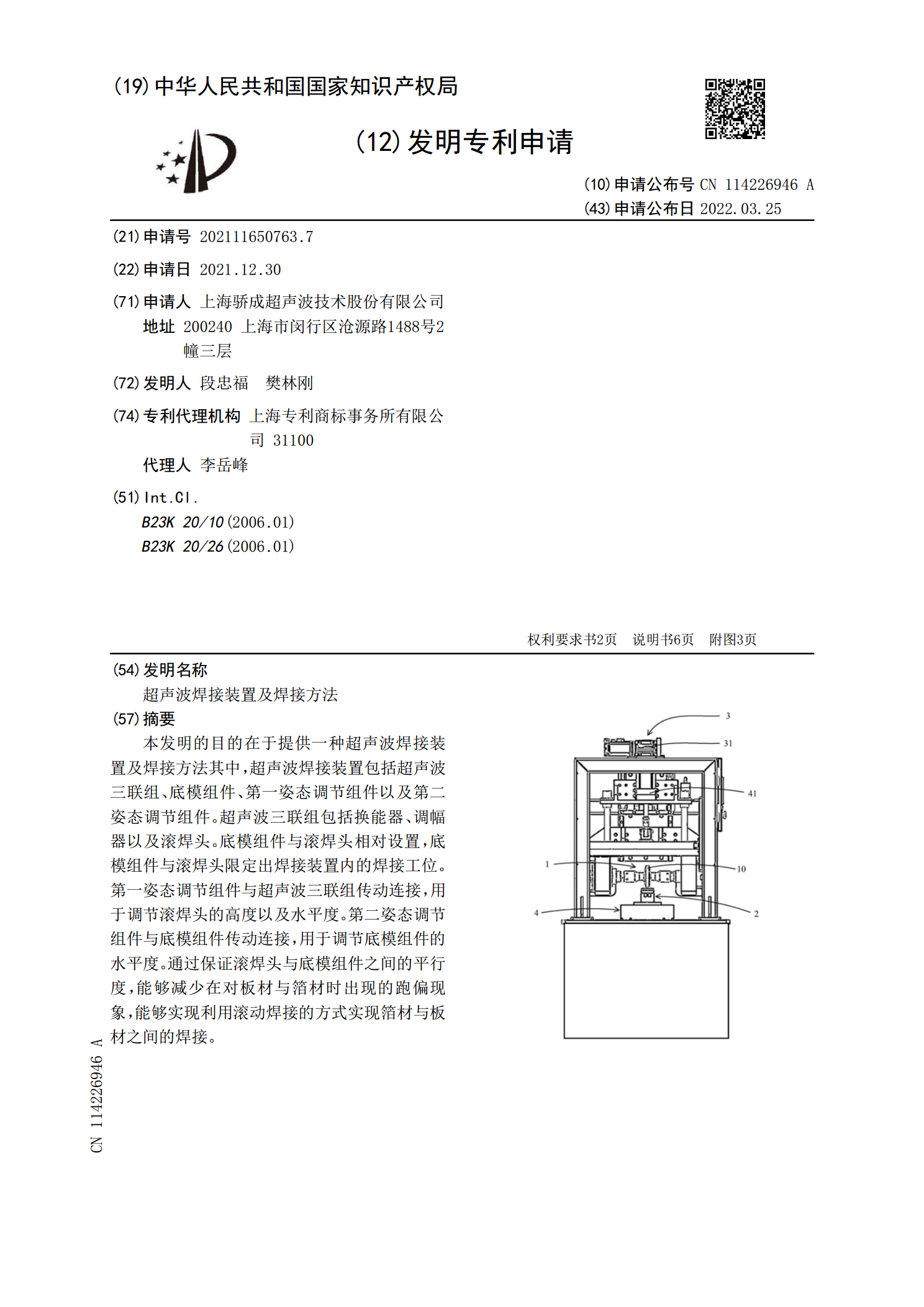
超声波焊接装置及焊接方法.pdf
本发明的目的在于提供一种超声波焊接装置及焊接方法其中,超声波焊接装置包括超声波三联组、底模组件、第一姿态调节组件以及第二姿态调节组件。超声波三联组包括换能器、调幅器以及滚焊头。底模组件与滚焊头相对设置,底模组件与滚焊头限定出焊接装置内的焊接工位。第一姿态调节组件与超声波三联组传动连接,用于调节滚焊头的高度以及水平度。第二姿态调节组件与底模组件传动连接,用于调节底模组件的水平度。通过保证滚焊头与底模组件之间的平行度,能够减少在对板材与箔材时出现的跑偏现象,能够实现利用滚动焊接的方式实现箔材与板材之间的焊接。

细长薄壁空心轴焊接装置及其焊接方法.pdf
本发明公开了一种细长薄壁空心轴焊接装置及其焊接方法,焊接装置包括:龙门架;组装支墩,中心镂空,镂空部能用于放置待焊接的下轴,组装支墩上部侧壁开设有多个上螺纹孔、下部侧壁开设有多个下螺纹孔,组装支墩还开设有多个测量穿孔;钢丝绳,顶部与龙门架固定,底部悬挂重锤;定位套,放置在组装支墩上,下轴能插入定位套,定位套能支撑下轴上部的凸环;高度调节装置,其均匀放置在定位套和组装支墩之间;上轴固定装置,其固定在龙门架的顶部,上轴的底部套在下轴的顶部,上轴与下轴之间留有焊接缝隙;千分尺,其一端触及上轴或下轴,另一端触及钢
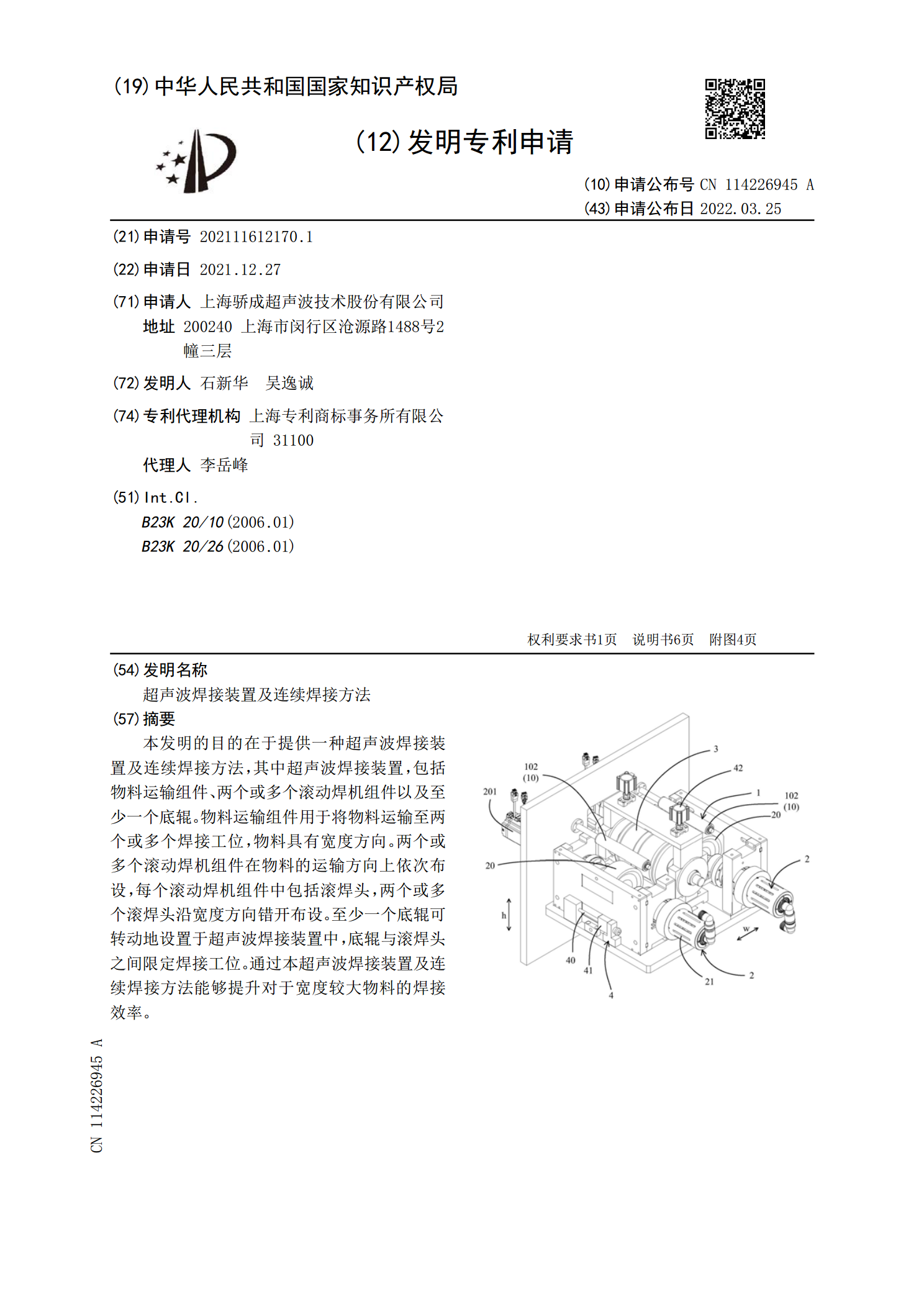
超声波焊接装置及连续焊接方法.pdf
本发明的目的在于提供一种超声波焊接装置及连续焊接方法,其中超声波焊接装置,包括物料运输组件、两个或多个滚动焊机组件以及至少一个底辊。物料运输组件用于将物料运输至两个或多个焊接工位,物料具有宽度方向。两个或多个滚动焊机组件在物料的运输方向上依次布设,每个滚动焊机组件中包括滚焊头,两个或多个滚焊头沿宽度方向错开布设。至少一个底辊可转动地设置于超声波焊接装置中,底辊与滚焊头之间限定焊接工位。通过本超声波焊接装置及连续焊接方法能够提升对于宽度较大物料的焊接效率。