
细长薄壁空心轴焊接装置及其焊接方法.pdf

Jo****63


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

细长薄壁空心轴焊接装置及其焊接方法.pdf
本发明公开了一种细长薄壁空心轴焊接装置及其焊接方法,焊接装置包括:龙门架;组装支墩,中心镂空,镂空部能用于放置待焊接的下轴,组装支墩上部侧壁开设有多个上螺纹孔、下部侧壁开设有多个下螺纹孔,组装支墩还开设有多个测量穿孔;钢丝绳,顶部与龙门架固定,底部悬挂重锤;定位套,放置在组装支墩上,下轴能插入定位套,定位套能支撑下轴上部的凸环;高度调节装置,其均匀放置在定位套和组装支墩之间;上轴固定装置,其固定在龙门架的顶部,上轴的底部套在下轴的顶部,上轴与下轴之间留有焊接缝隙;千分尺,其一端触及上轴或下轴,另一端触及钢

空心轴焊接用的夹具及其方法.pdf
本发明涉及空心轴焊接用的夹具及其方法,工字型支撑架的两端分别设有支撑盘,左右支撑盘的端面上均布有三个燕尾导槽,每一燕尾导槽上均嵌装有可沿导槽滑动的扇形滑块,每侧的三只扇形滑块构成具有锥角的内孔,内孔中配装有与其相配的圆锥锲块,第一丝杆穿过右侧圆锥锲块上通孔与工字型支撑架上的螺纹旋配,且第一丝杆的左端与左侧圆锥锲块相连,第二丝杆穿过右侧圆锥锲块,且右侧圆锥锲块轴向定位于第二丝杆上,第二丝杆与工字型支撑架上的螺纹旋配,丝杆的旋转运动带动圆锥锲块轴向直线运动,圆锥锲块的轴向直线运动使扇形滑块在导槽上沿径向运动,
焊接装置及其焊接方法.pdf
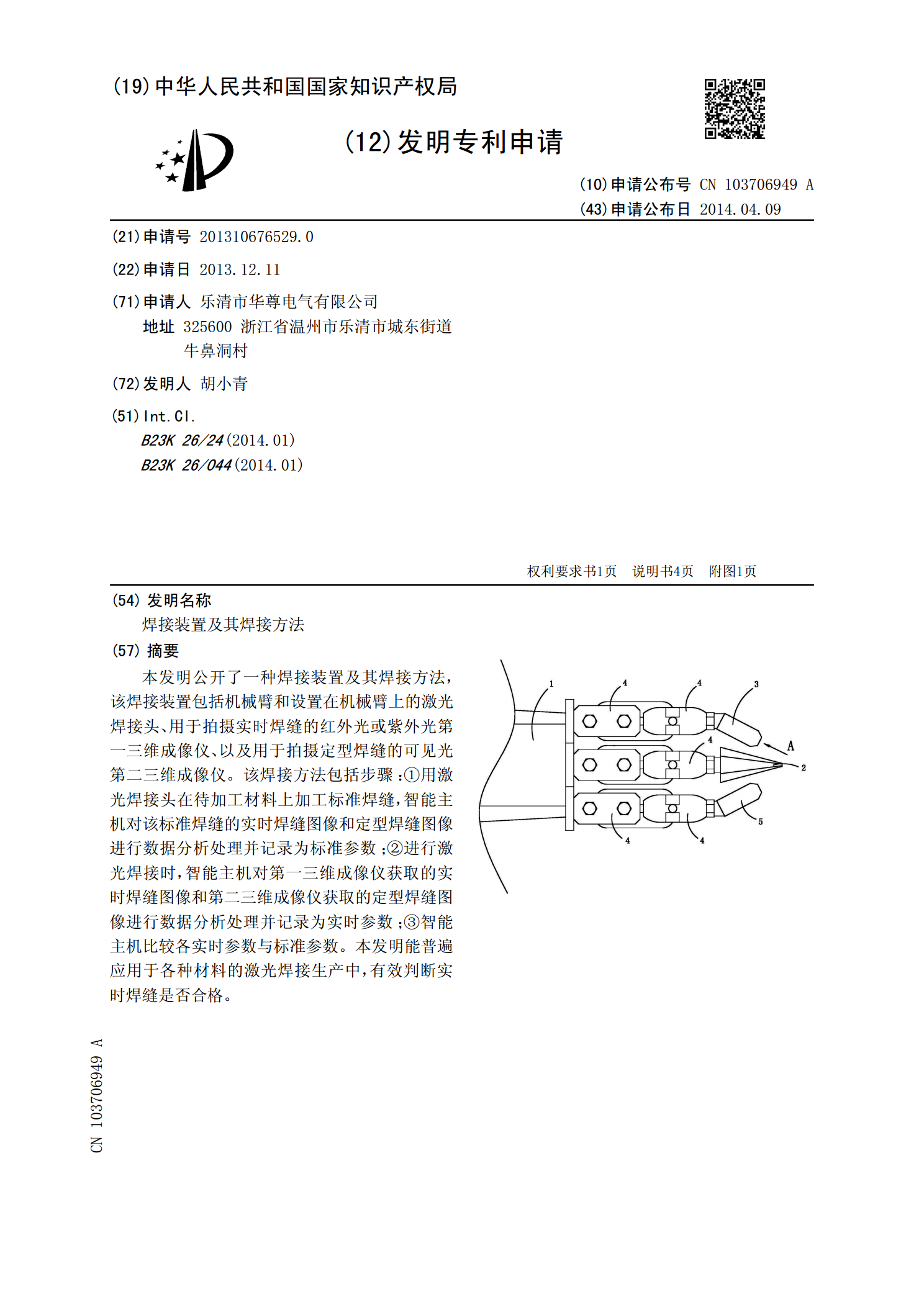
本发明公开了一种焊接装置及其焊接方法,该焊接装置包括机械臂和设置在机械臂上的激光焊接头、用于拍摄实时焊缝的红外光或紫外光第一三维成像仪、以及用于拍摄定型焊缝的可见光第二三维成像仪。该焊接方法包括步骤:①用激光焊接头在待加工材料上加工标准焊缝,智能主机对该标准焊缝的实时焊缝图像和定型焊缝图像进行数据分析处理并记录为标准参数;②进行激光焊接时,智能主机对第一三维成像仪获取的实时焊缝图像和第二三维成像仪获取的定型焊缝图像进行数据分析处理并记录为实时参数;③智能主机比较各实时参数与标准参数。本发明能普遍应用于各种
焊接装置及其焊接方法.pdf
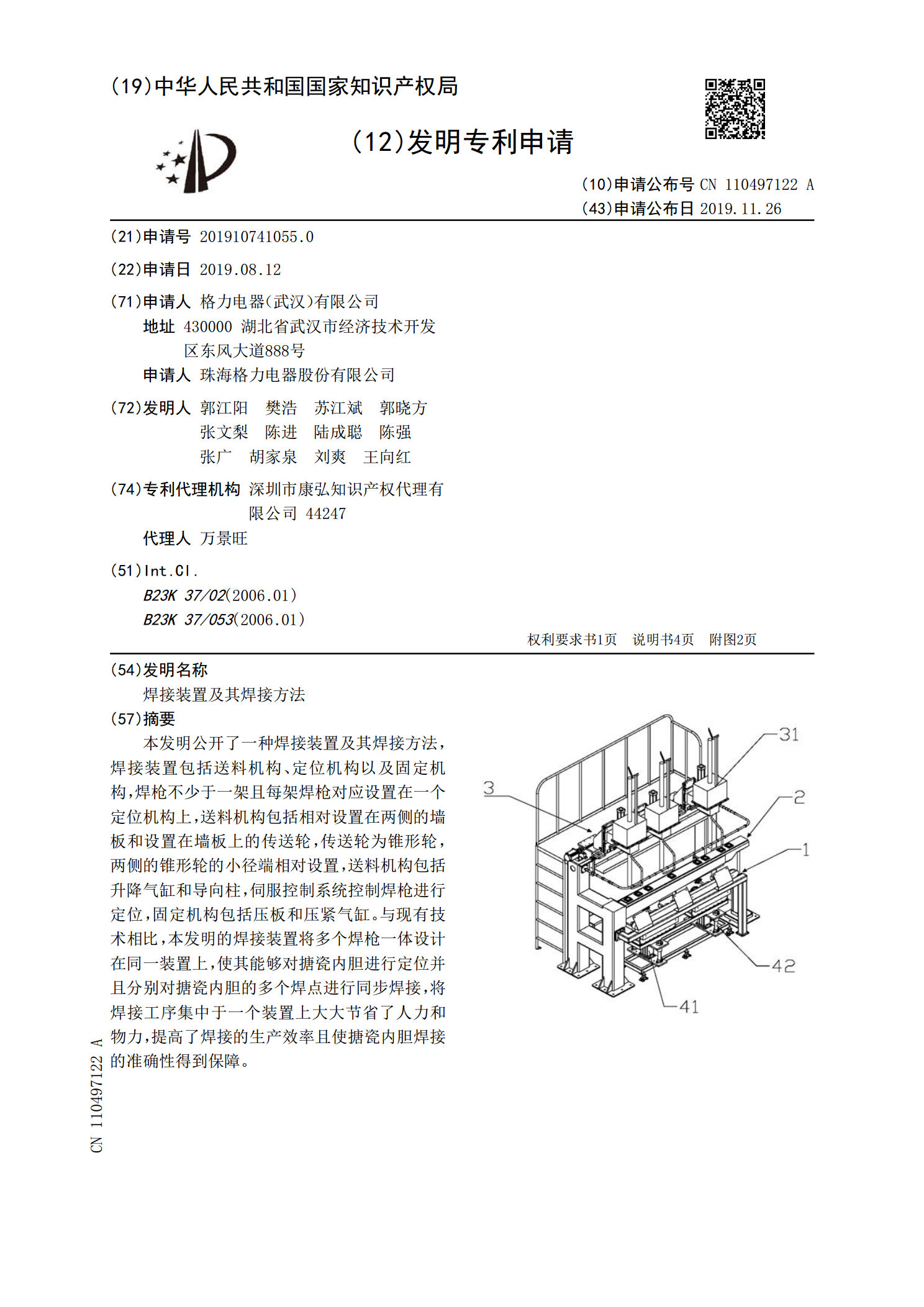
本发明公开了一种焊接装置及其焊接方法,焊接装置包括送料机构、定位机构以及固定机构,焊枪不少于一架且每架焊枪对应设置在一个定位机构上,送料机构包括相对设置在两侧的墙板和设置在墙板上的传送轮,传送轮为锥形轮,两侧的锥形轮的小径端相对设置,送料机构包括升降气缸和导向柱,伺服控制系统控制焊枪进行定位,固定机构包括压板和压紧气缸。与现有技术相比,本发明的焊接装置将多个焊枪一体设计在同一装置上,使其能够对搪瓷内胆进行定位并且分别对搪瓷内胆的多个焊点进行同步焊接,将焊接工序集中于一个装置上大大节省了人力和物力,提高了焊

超声电弧贴合滚压薄壁钢管焊接装置及焊接方法.pdf
本发明属于焊接工艺领域,公开了一种超声电弧贴合滚压薄壁钢管焊接装置及焊接方法,该装置包括超声电弧发生装置和滚压贴合装置;上滚压贴合轮(5.1)零间隙贴合安装在薄壁钢管外壁面,且所述上滚压贴合轮(5.1)弧度曲率与薄壁钢管外侧直径相匹配;下滚压贴合轮(5.2)零间隙贴合安装在薄壁钢管内壁面,且所述下滚压贴合轮(5.2)弧度曲率与薄壁钢管内侧直径相匹配;所述上滚压贴合轮(5.1)和下滚压贴合轮(5.2)位置相对应。超声电弧装置将超声电弧引入到焊接熔池中;上下滚压贴合轮与钢管无间隙贴合滚压,可以使钢管焊缝晶粒细