
超声波焊接装置及焊接方法.pdf

淑然****by


1/10

2/10
3/10

4/10

5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
超声波焊接装置及焊接方法.pdf
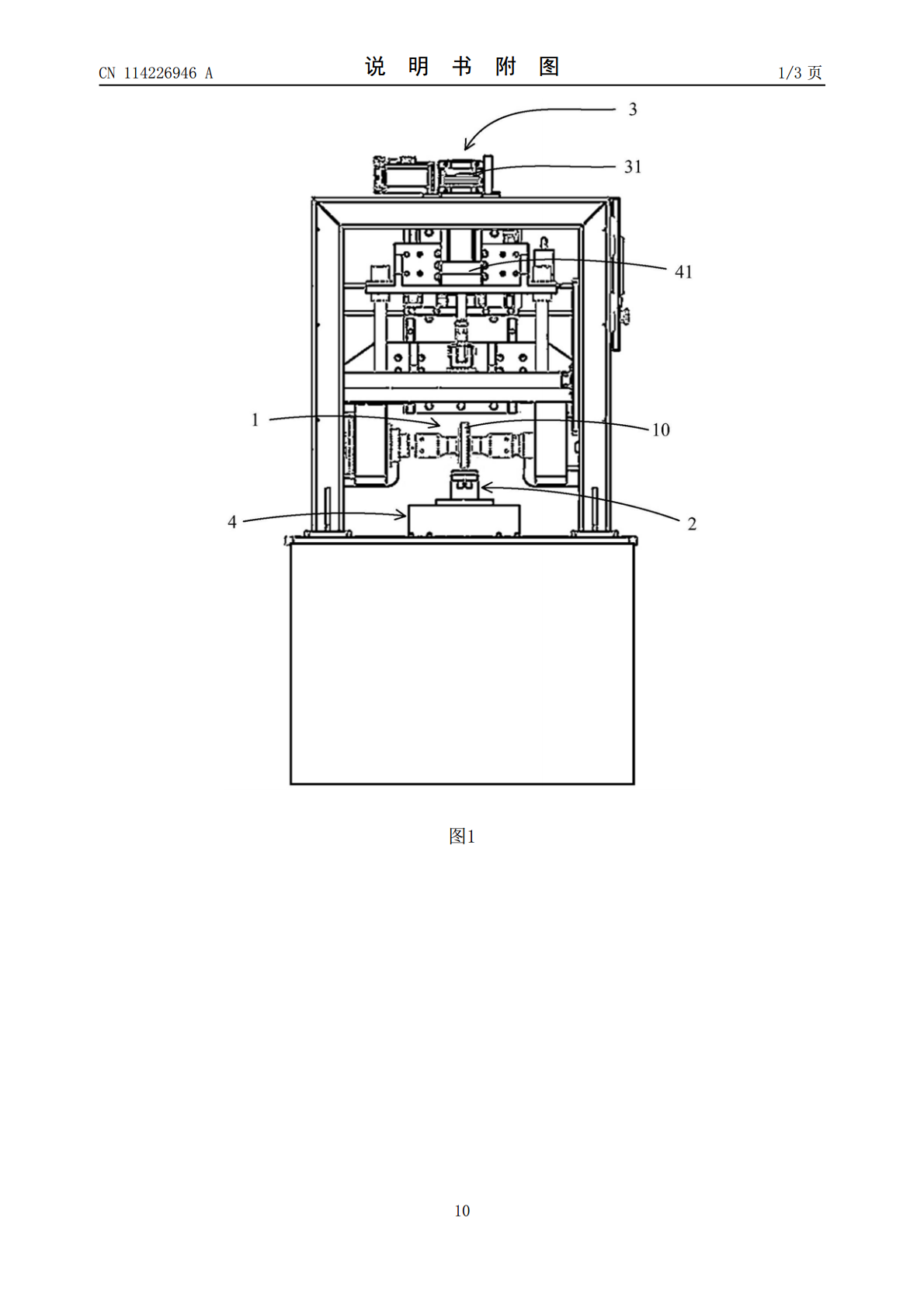
本发明的目的在于提供一种超声波焊接装置及焊接方法其中,超声波焊接装置包括超声波三联组、底模组件、第一姿态调节组件以及第二姿态调节组件。超声波三联组包括换能器、调幅器以及滚焊头。底模组件与滚焊头相对设置,底模组件与滚焊头限定出焊接装置内的焊接工位。第一姿态调节组件与超声波三联组传动连接,用于调节滚焊头的高度以及水平度。第二姿态调节组件与底模组件传动连接,用于调节底模组件的水平度。通过保证滚焊头与底模组件之间的平行度,能够减少在对板材与箔材时出现的跑偏现象,能够实现利用滚动焊接的方式实现箔材与板材之间的焊接。
超声波焊接装置及连续焊接方法.pdf
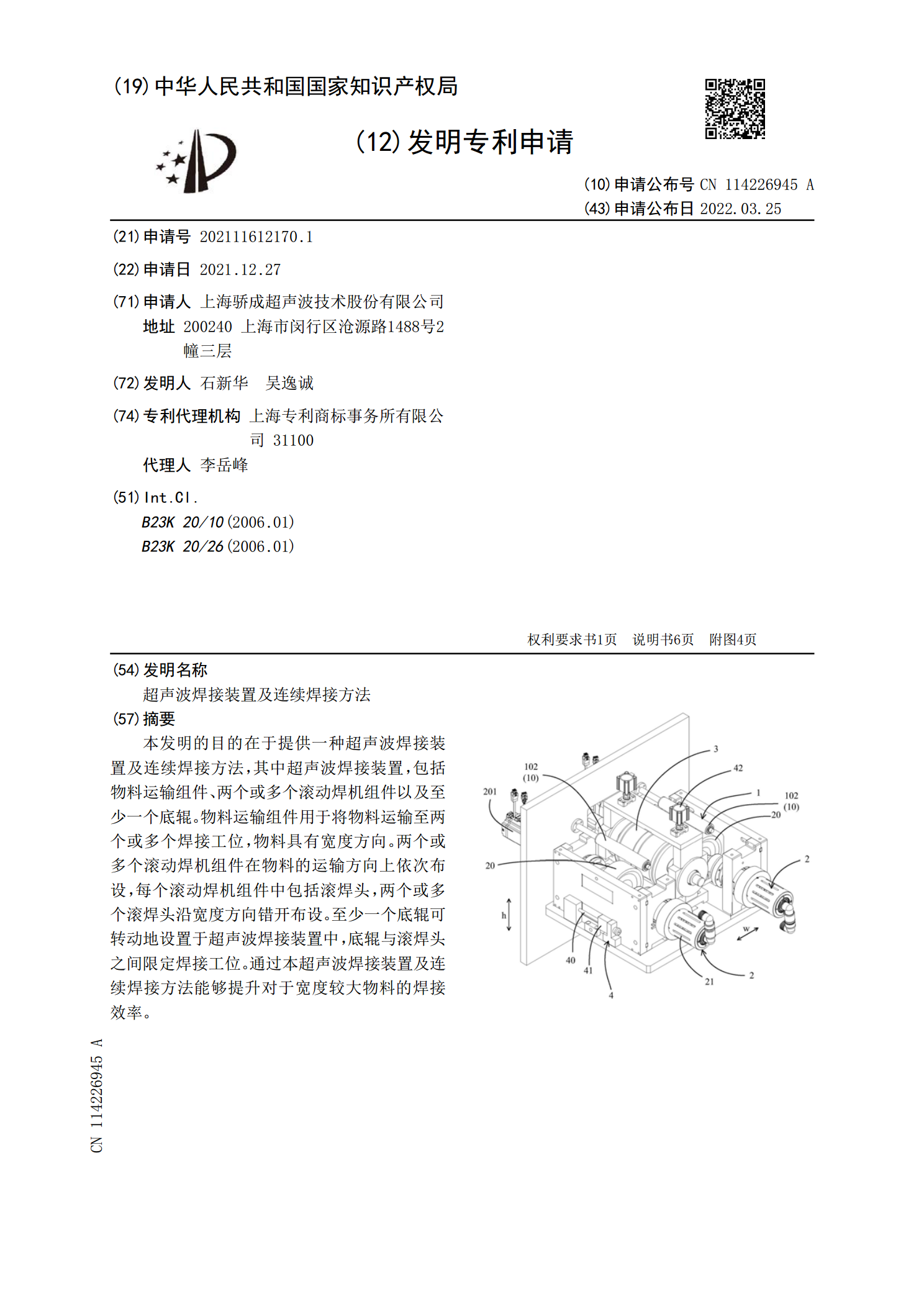
本发明的目的在于提供一种超声波焊接装置及连续焊接方法,其中超声波焊接装置,包括物料运输组件、两个或多个滚动焊机组件以及至少一个底辊。物料运输组件用于将物料运输至两个或多个焊接工位,物料具有宽度方向。两个或多个滚动焊机组件在物料的运输方向上依次布设,每个滚动焊机组件中包括滚焊头,两个或多个滚焊头沿宽度方向错开布设。至少一个底辊可转动地设置于超声波焊接装置中,底辊与滚焊头之间限定焊接工位。通过本超声波焊接装置及连续焊接方法能够提升对于宽度较大物料的焊接效率。

腰围橡筋超声波焊接装置及其焊接方法.pdf
本发明公开了一种腰围橡筋超声波焊接装置及其焊接方法,包括焊接支架、焊接辊体、超声波发生器、表层无纺布输送线、底层无纺布输送线和橡筋输送线,表层无纺布输送线上设有至少一个第一纠偏器和至少一个第一过渡轮,底层无纺布输送线上设有至少一个第二纠偏器和至少一个第二过渡轮,橡筋输送线上设有若干橡筋定位轮,焊接辊体上设有若干排凸点,凸点倾斜设置,每两排相邻的凸点相互对称设置,表层无纺布和底层无纺布压合时,在两层无纺布上形成若干排配合凸点的压点,每个压点上均有若干压槽,橡筋从每排压点最中间的压槽穿过。本发明各层材料的输送
一种摩擦焊接辅助超声波焊接的方法及装置.pdf
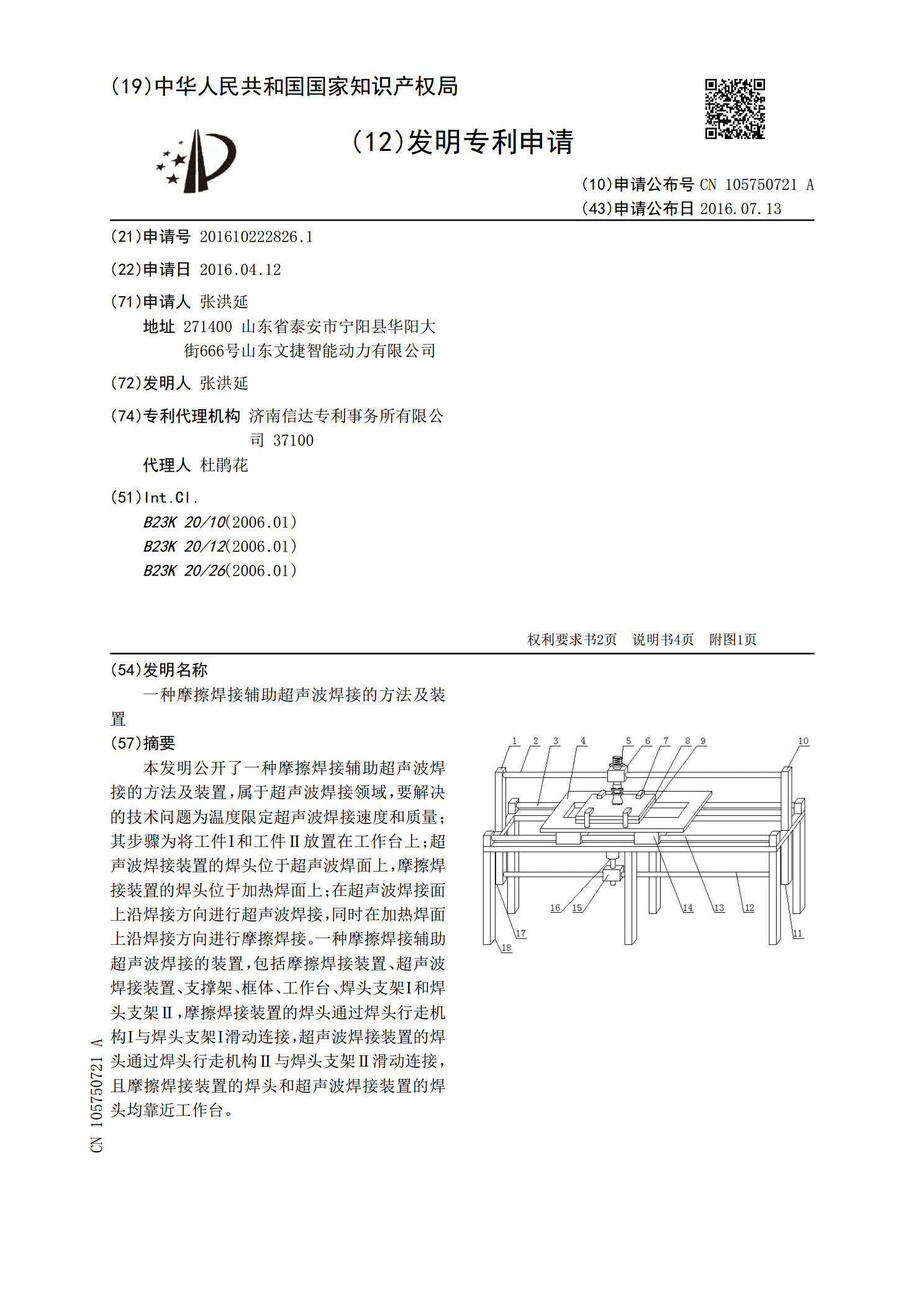
本发明公开了一种摩擦焊接辅助超声波焊接的方法及装置,属于超声波焊接领域,要解决的技术问题为温度限定超声波焊接速度和质量;其步骤为将工件Ⅰ和工件Ⅱ放置在工作台上;超声波焊接装置的焊头位于超声波焊面上,摩擦焊接装置的焊头位于加热焊面上;在超声波焊接面上沿焊接方向进行超声波焊接,同时在加热焊面上沿焊接方向进行摩擦焊接。一种摩擦焊接辅助超声波焊接的装置,包括摩擦焊接装置、超声波焊接装置、支撑架、框体、工作台、焊头支架Ⅰ和焊头支架Ⅱ,摩擦焊接装置的焊头通过焊头行走机构Ⅰ与焊头支架Ⅰ滑动连接,超声波焊接装置的焊头通过

一种晶体管超声波焊接方法及焊接装置.pdf
本发明涉及超声波焊接技术领域,具体公开了一种晶体管超声波焊接方法及焊接装置。本方法用于将晶体管端子焊接于晶体管基板,包括以下步骤:将晶体管基板安装于承接盘,将晶体管端子置于晶体管基板上;使焊头件移动至晶体管基板上方,下移焊头件;等到焊头件受到的外部压力大于第一临界值后,开启超声波发生器,使超声波发生器发出超声波辅助焊接;等到焊头件受到的外部压力大于第二临界值后,焊头件停止移动;等到超声波发生器达到焊接目标后,关闭超声波发生器,上升焊头件,然后拆卸晶体管基板。通过上述步骤的优化,能够改进端子在基板上的焊接效