
一种电弧辅助激光的薄壁焊接钛管高效焊接方法和装置.pdf

努力****向丝


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共28页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种电弧辅助激光的薄壁焊接钛管高效焊接方法和装置.pdf
本发明涉及一种电弧辅助激光的薄壁焊接钛管高效焊接方法和装置,以激光为主要热源,以TIG电弧为辅助热源,沿着由平展的薄壁带状的钛板或钛带卷曲成形的圆形薄壁钛管的轴线方向,对圆形薄壁钛管的对接部位实施无填充的全熔透直线对接焊缝的焊接。与现有技术相比,本发明采用预热TIG在前、形成熔池的激光在后的热源布置方法,较小的TIG电弧电流预热被焊的钛管,提高激光吸收率;较大功率的激光束作用在已预热的钛管并形成的熔池,提高熔透能力;配合较大的激光正离焦量以及优化的焊接参数,降低被焊钛管表面的激光能量密度,消除焊接过程中在

超声电弧贴合滚压薄壁钢管焊接装置及焊接方法.pdf
本发明属于焊接工艺领域,公开了一种超声电弧贴合滚压薄壁钢管焊接装置及焊接方法,该装置包括超声电弧发生装置和滚压贴合装置;上滚压贴合轮(5.1)零间隙贴合安装在薄壁钢管外壁面,且所述上滚压贴合轮(5.1)弧度曲率与薄壁钢管外侧直径相匹配;下滚压贴合轮(5.2)零间隙贴合安装在薄壁钢管内壁面,且所述下滚压贴合轮(5.2)弧度曲率与薄壁钢管内侧直径相匹配;所述上滚压贴合轮(5.1)和下滚压贴合轮(5.2)位置相对应。超声电弧装置将超声电弧引入到焊接熔池中;上下滚压贴合轮与钢管无间隙贴合滚压,可以使钢管焊缝晶粒细
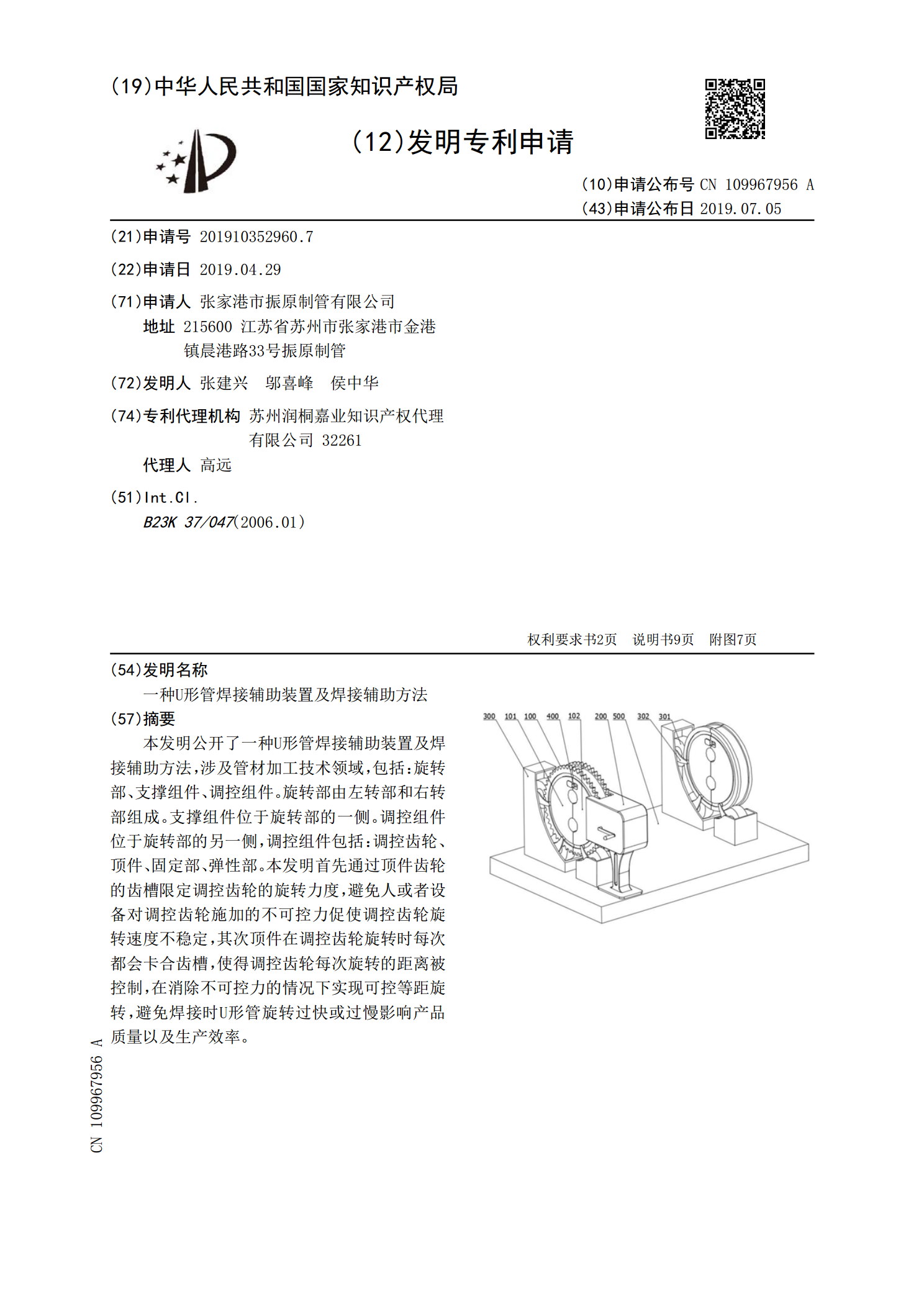
一种U形管焊接辅助装置及焊接辅助方法.pdf
本发明公开了一种U形管焊接辅助装置及焊接辅助方法,涉及管材加工技术领域,包括:旋转部、支撑组件、调控组件。旋转部由左转部和右转部组成。支撑组件位于旋转部的一侧。调控组件位于旋转部的另一侧,调控组件包括:调控齿轮、顶件、固定部、弹性部。本发明首先通过顶件齿轮的齿槽限定调控齿轮的旋转力度,避免人或者设备对调控齿轮施加的不可控力促使调控齿轮旋转速度不稳定,其次顶件在调控齿轮旋转时每次都会卡合齿槽,使得调控齿轮每次旋转的距离被控制,在消除不可控力的情况下实现可控等距旋转,避免焊接时U形管旋转过快或过慢影响产品质量
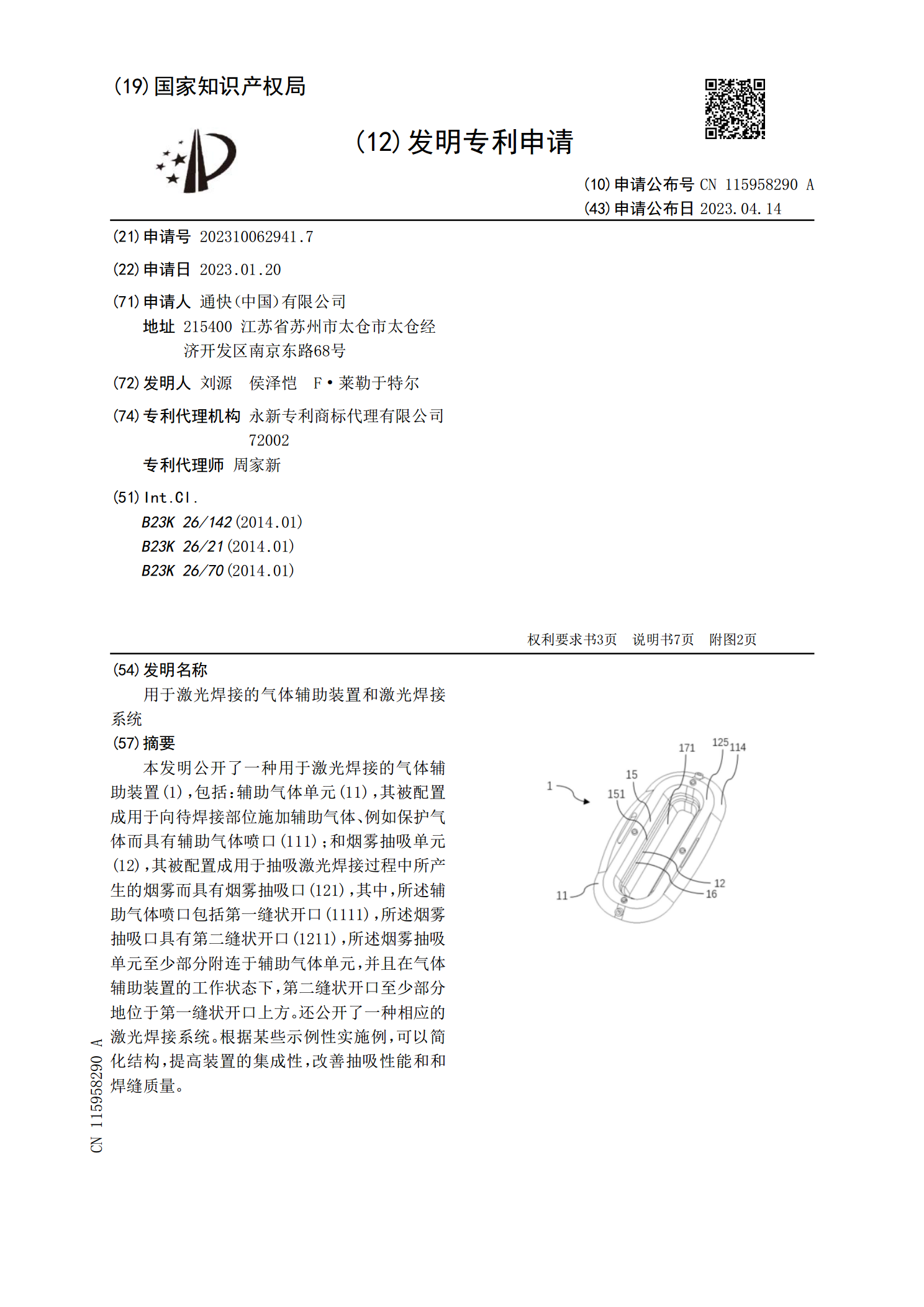
用于激光焊接的气体辅助装置和激光焊接系统.pdf
本发明公开了一种用于激光焊接的气体辅助装置(1),包括:辅助气体单元(11),其被配置成用于向待焊接部位施加辅助气体、例如保护气体而具有辅助气体喷口(111);和烟雾抽吸单元(12),其被配置成用于抽吸激光焊接过程中所产生的烟雾而具有烟雾抽吸口(121),其中,所述辅助气体喷口包括第一缝状开口(1111),所述烟雾抽吸口具有第二缝状开口(1211),所述烟雾抽吸单元至少部分附连于辅助气体单元,并且在气体辅助装置的工作状态下,第二缝状开口至少部分地位于第一缝状开口上方。还公开了一种相应的激光焊接系统。根据某
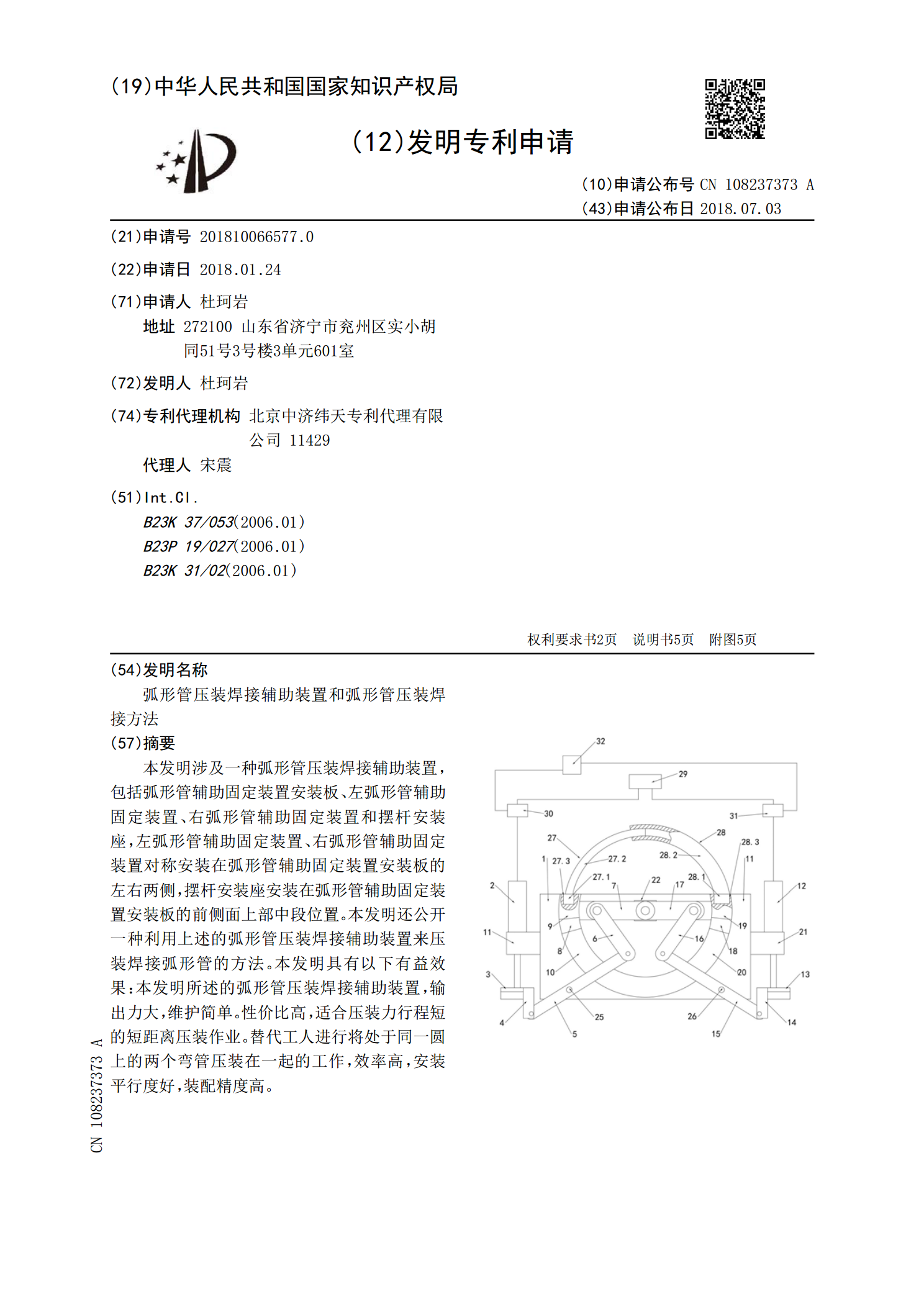
弧形管压装焊接辅助装置和弧形管压装焊接方法.pdf
本发明涉及一种弧形管压装焊接辅助装置,包括弧形管辅助固定装置安装板、左弧形管辅助固定装置、右弧形管辅助固定装置和摆杆安装座,左弧形管辅助固定装置、右弧形管辅助固定装置对称安装在弧形管辅助固定装置安装板的左右两侧,摆杆安装座安装在弧形管辅助固定装置安装板的前侧面上部中段位置。本发明还公开一种利用上述的弧形管压装焊接辅助装置来压装焊接弧形管的方法。本发明具有以下有益效果:本发明所述的弧形管压装焊接辅助装置,输出力大,维护简单。性价比高,适合压装力行程短的短距离压装作业。替代工人进行将处于同一圆上的两个弯管压装