
一种减速机不锈钢材质微小齿轮加热挤压成形工艺.pdf

宏硕****mo

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种减速机不锈钢材质微小齿轮加热挤压成形工艺.pdf
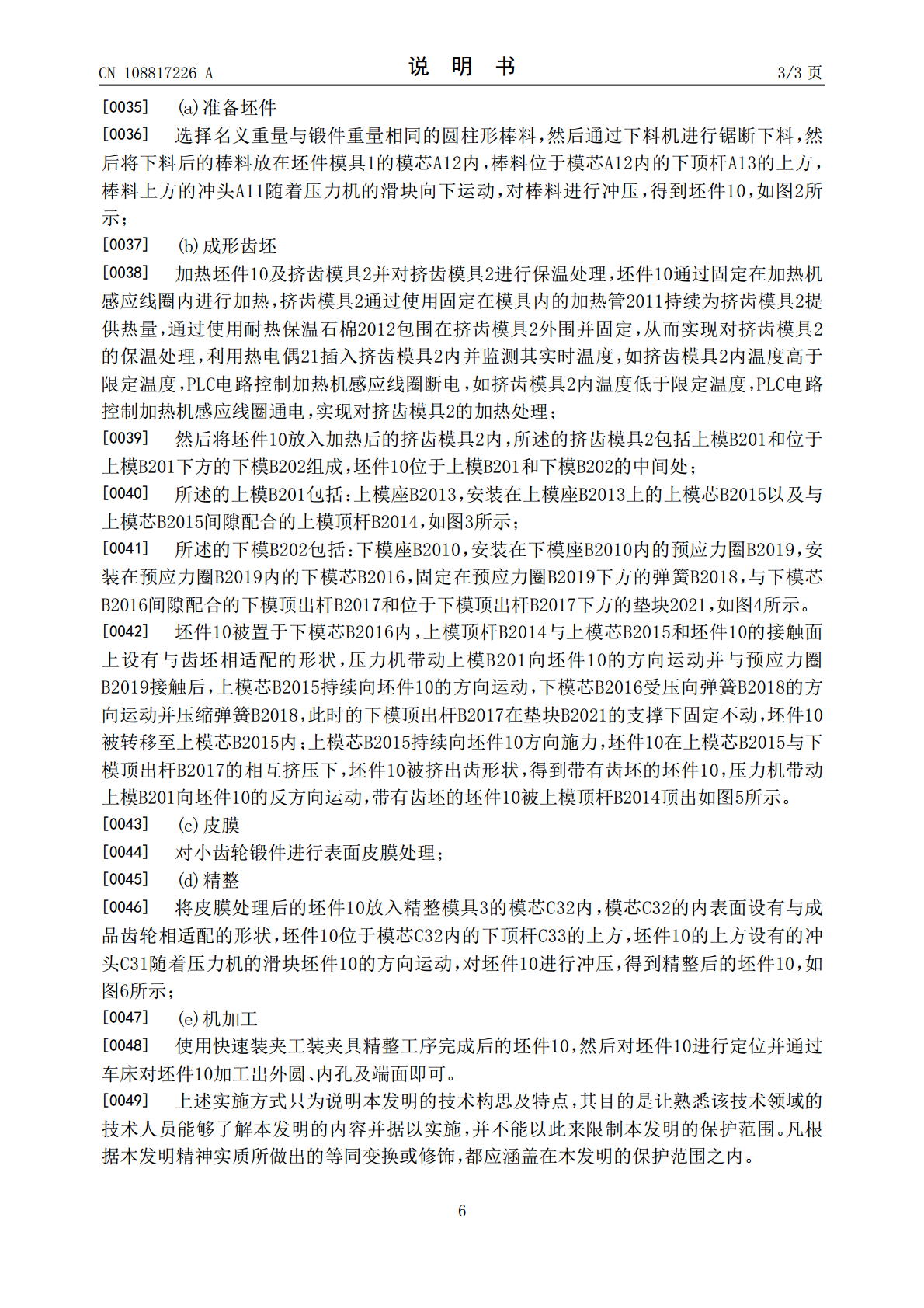
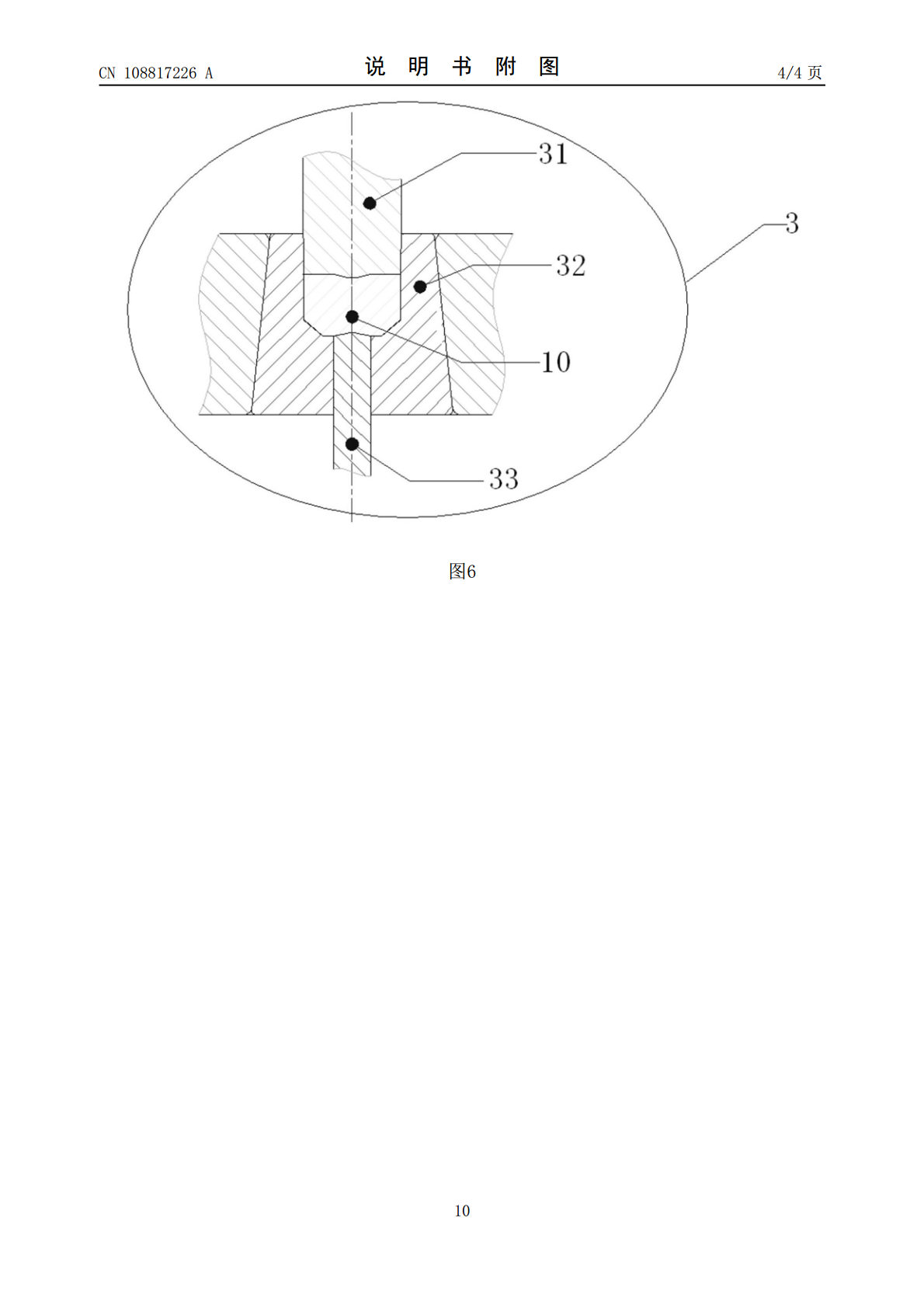
本发明公开了一种减速机不锈钢材质微小齿轮加热挤压成形工艺,该工艺的具体步骤为:准备坯件‑成形齿坯‑皮膜‑精整‑机加工,本发明与现有技术相比,利用加热方式挤压微小齿轮,可以解决不锈钢材质在锻造过程中变形困难的问题,采用加热挤压成形齿方式,压完齿部再做一道精整齿,机加工为成品,可提高生产效率,且产品尺寸稳定、有效利用材料,优化产品性能。

一种减速机微小齿轮冷挤压成形工艺.pdf
本发明公开了一种减速机微小齿轮冷挤压成形工艺,该工艺的具体步骤为:下料‑热处理‑抛丸‑磷皂化‑预成型‑磷皂化‑挤齿‑机加工,该工艺与现有技术相比,齿形部分表面粗糙度可达到传统工艺,不需后续加工,提高生产效率,并且保证成品的力学性能更好,材料利用率高。

一种减速机微小齿轮冷挤压成形设备及其工艺.pdf
本发明公开的属于齿轮冷挤压成形技术领域,具体为一种减速机微小齿轮冷挤压成形设备及其工艺,包括支撑组件,所述支撑组件包括底板,所述底板两端固定连接支撑杆,所述支撑杆远离所述底板的一端可拆卸连接顶板,所述支撑组件上固定安装有驱动机构,所述驱动机构上设置有上模组件,所述支撑组件上安装有下模组件,本发明的有益效果是:通过设置驱动机构带动上模组件下降,使得上模组件中的凸模能够稳定地进行下降,从而使得加工的精度高,质量好,通过设置缓冲组件,凸模与凹模接触时进行缓冲,使得凸模与凹模接触刚接触时为柔性接触,再转化为刚性接

一种内齿轮的冷挤压成形工艺及模具.pdf
本发明提供的是一种内齿轮的冷挤压精密成形工艺及模具技术,具体涉及冷挤压成形的贯通圆柱直齿内齿轮的成形工艺及模具。其工艺步骤为:下料制坯—冷挤压成形—退料—脱模—修整。贯通内齿轮冷挤压成形模具主要由齿形冲头、凹模和退料环等组件组成。齿形冲头上部连接一个冲头座以便于挤压时压力机压块向下运动:齿形冲头设计由导向部分和齿形成形部分组成,导向部分的长度与坯料的高度相仿,直径略小于坯料内径,齿形成形部分设计有45°的导向角;退料环的上端设计有45°的斜面。模具的顶料圈和顶块能实现内齿轮的快速脱模。本发明的优点是:加工
一种大型齿轮局部感应加热挤压成形方法.pdf
一种大型齿轮局部感应加热挤压成型方法,其主要步骤是:制坯时坯料横截面积等于齿轮横截面积的1.005‑1.01倍;上料时放在坯料顶件器上的坯料顶面高于或等于感应线圈顶面;坯料加热深度为齿高的1.5‑1.8倍;挤压时与凹模内凸区接触的坯料被挤入凹模外凹区,形成齿轮和齿形;最后再经热处理和精加工。本发明的模具主要包括:下模座、凹模、压头、导套、上模座、压头固定件、导柱、顶件器、顶出杆、感应加热线圈及控制系统。本发明可以使大型齿轮锻造时的成形力降低85‑90%,实现大型齿轮齿形的近净成形,为大齿轮的生产提供一个更