
一种内齿轮的冷挤压成形工艺及模具.pdf

佳宁****么啦

1/6
2/6

3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种内齿轮的冷挤压成形工艺及模具.pdf
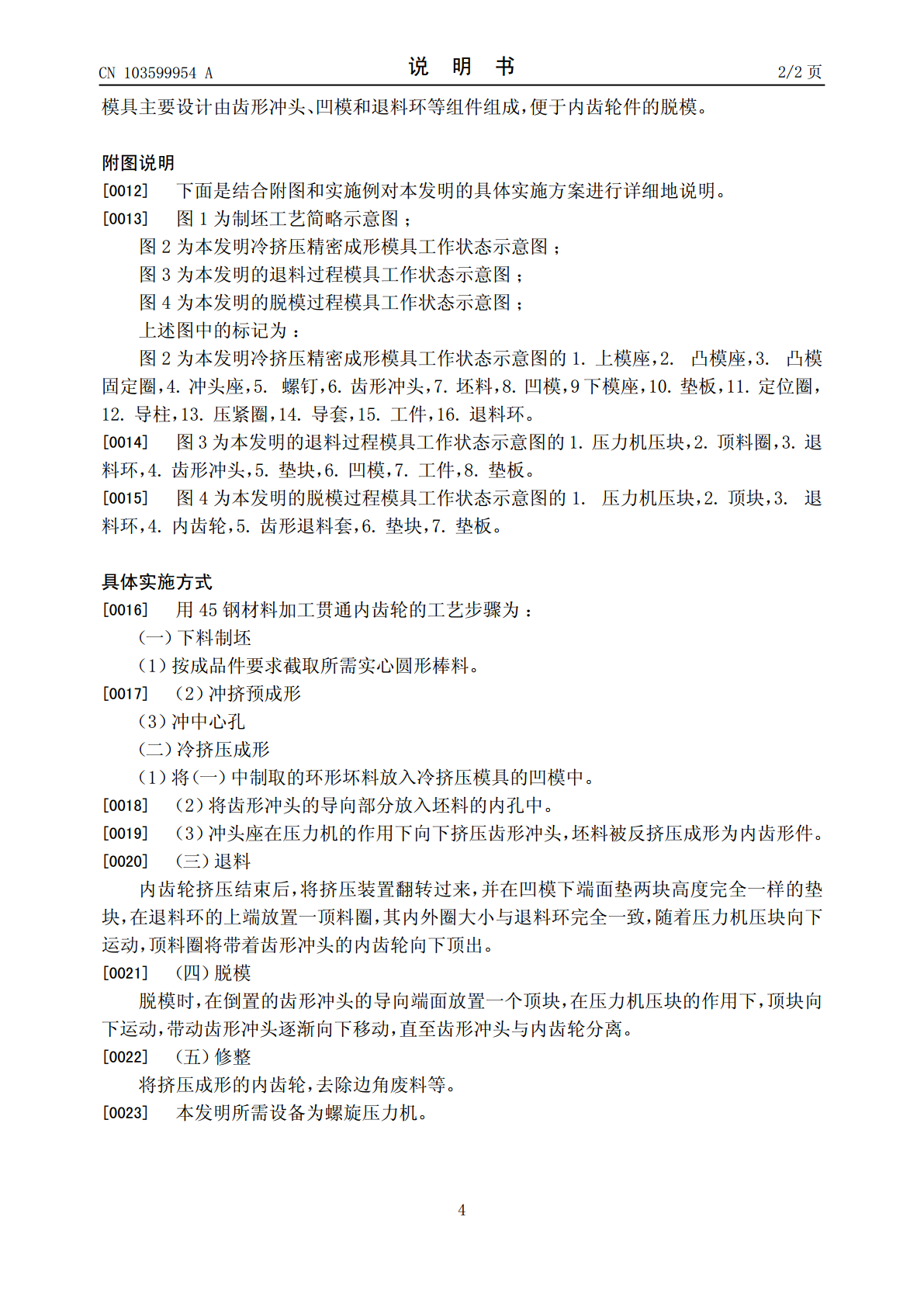
本发明提供的是一种内齿轮的冷挤压精密成形工艺及模具技术,具体涉及冷挤压成形的贯通圆柱直齿内齿轮的成形工艺及模具。其工艺步骤为:下料制坯—冷挤压成形—退料—脱模—修整。贯通内齿轮冷挤压成形模具主要由齿形冲头、凹模和退料环等组件组成。齿形冲头上部连接一个冲头座以便于挤压时压力机压块向下运动:齿形冲头设计由导向部分和齿形成形部分组成,导向部分的长度与坯料的高度相仿,直径略小于坯料内径,齿形成形部分设计有45°的导向角;退料环的上端设计有45°的斜面。模具的顶料圈和顶块能实现内齿轮的快速脱模。本发明的优点是:加工

一种斜齿轮径向冷挤压成形方法及其模具.pdf
本发明公开的斜齿轮径向冷挤压成形模具,包括上模和下模,模具采用上凸模(14)与下凸模(16)构成的双凸模结构;固定板与下模座之间设有浮动机构,浮动机构包括组合凹模(8)、支撑板(5)和设置在两者间的弹簧(17);组合凹模与固定板之间,支撑板与下模座之间均通过轴承支撑;冷挤压成形时,上凸模与下凸模共同作用于毛坯,使毛坯在组合凹模内腔沿径向塑性流动而成形;当上凸模与组合凹模啮合时给组合凹模一个周向力使组合凹模通过推力轴承发生转动,有效保证了凸凹模运动的协调性;在上凸模、下凸模共同作用挤压毛坯时,在摩擦力作用下

一种齿轮轴冷挤压工艺及模具.pdf
本发明公开了一种齿轮轴冷挤压工艺及模具,属于齿轮轴加工技术领域;在加工齿轮轴零件时通常采用切削的加工方法,其生产工艺较复杂,成本较高,效率较低,质量也不易保证,而且工人劳动强度大,为解决现有技术的不足,本发明提供一种齿轮轴冷挤压工艺及模具,工艺为:1、坯料形状和尺寸的确定,2、坯料的软化处理,3、坯料表面处理及润滑,4、冷挤压毛坯;模具主要由上底板、固定圈、模柄、上垫板、凸模、上螺杆、调节螺母、内层凹模、中加强圈、顶出杆、下底板、下螺杆、顶板、顶杆、顶出杆座套、齿形镶块凹模、下垫板、导柱、外加强圈和导套组

内螺旋圆柱齿轮旋转冷挤压模具.pdf
一种齿轮加工技术领域的内螺旋圆柱齿轮旋转冷挤压模具,包括:上模结构和下模结构,上模结构包括:上模结构包括:凸模、凸模定位圈、凸模固定圈、凸模座、凸模上垫板、止推轴承和上模座;下模结构包括:卸料板、凹模、凹模定位圈、凹模下垫板、限位块、顶杆套筒、顶杆和下模座。本发明改善现有机械切削方法以及滚齿方法存在的不足,便于生产操作,利于成本节约,同时可提高生产效率、材料利用率和产品精度。

一种减速机微小齿轮冷挤压成形工艺.pdf
本发明公开了一种减速机微小齿轮冷挤压成形工艺,该工艺的具体步骤为:下料‑热处理‑抛丸‑磷皂化‑预成型‑磷皂化‑挤齿‑机加工,该工艺与现有技术相比,齿形部分表面粗糙度可达到传统工艺,不需后续加工,提高生产效率,并且保证成品的力学性能更好,材料利用率高。