
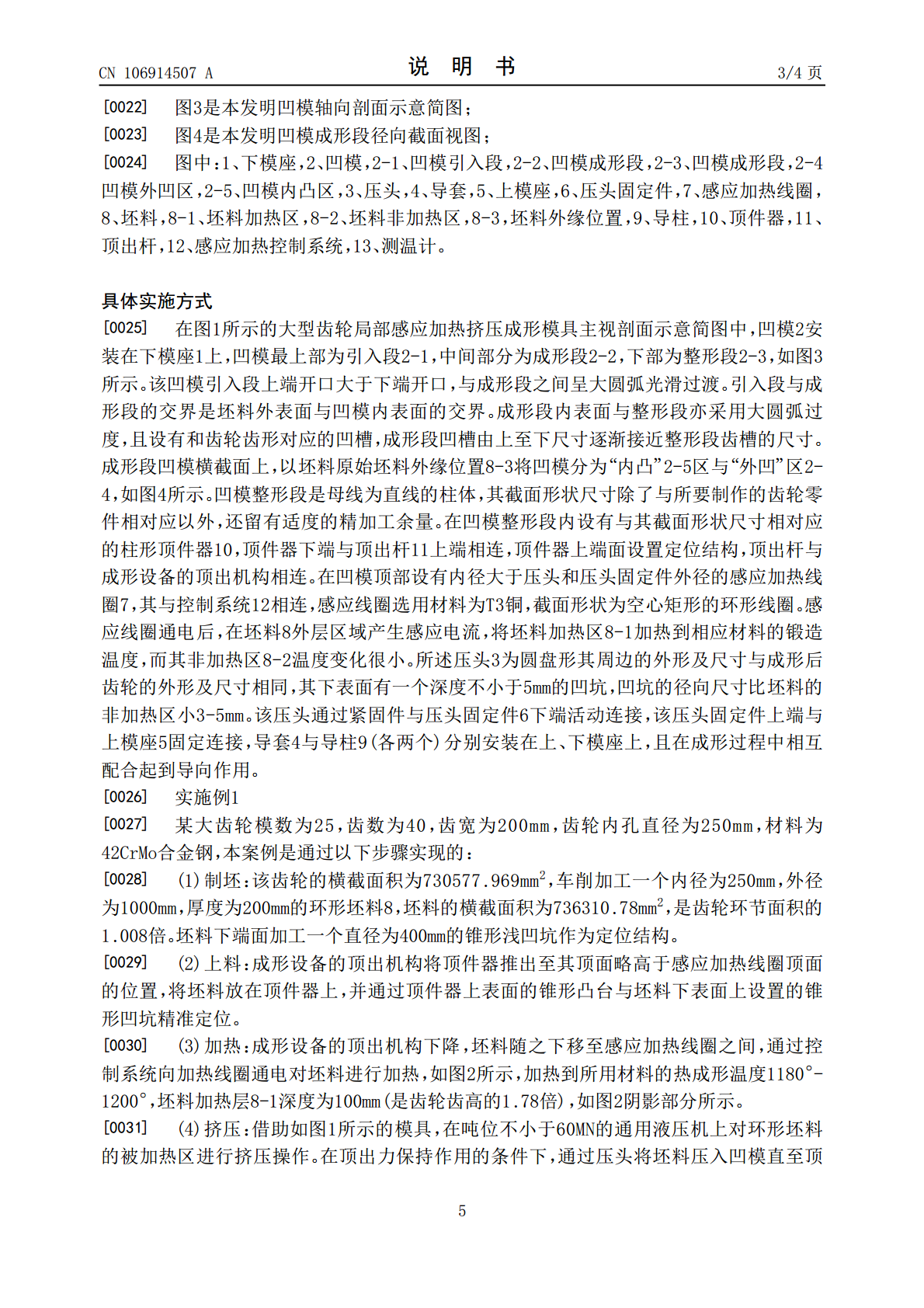
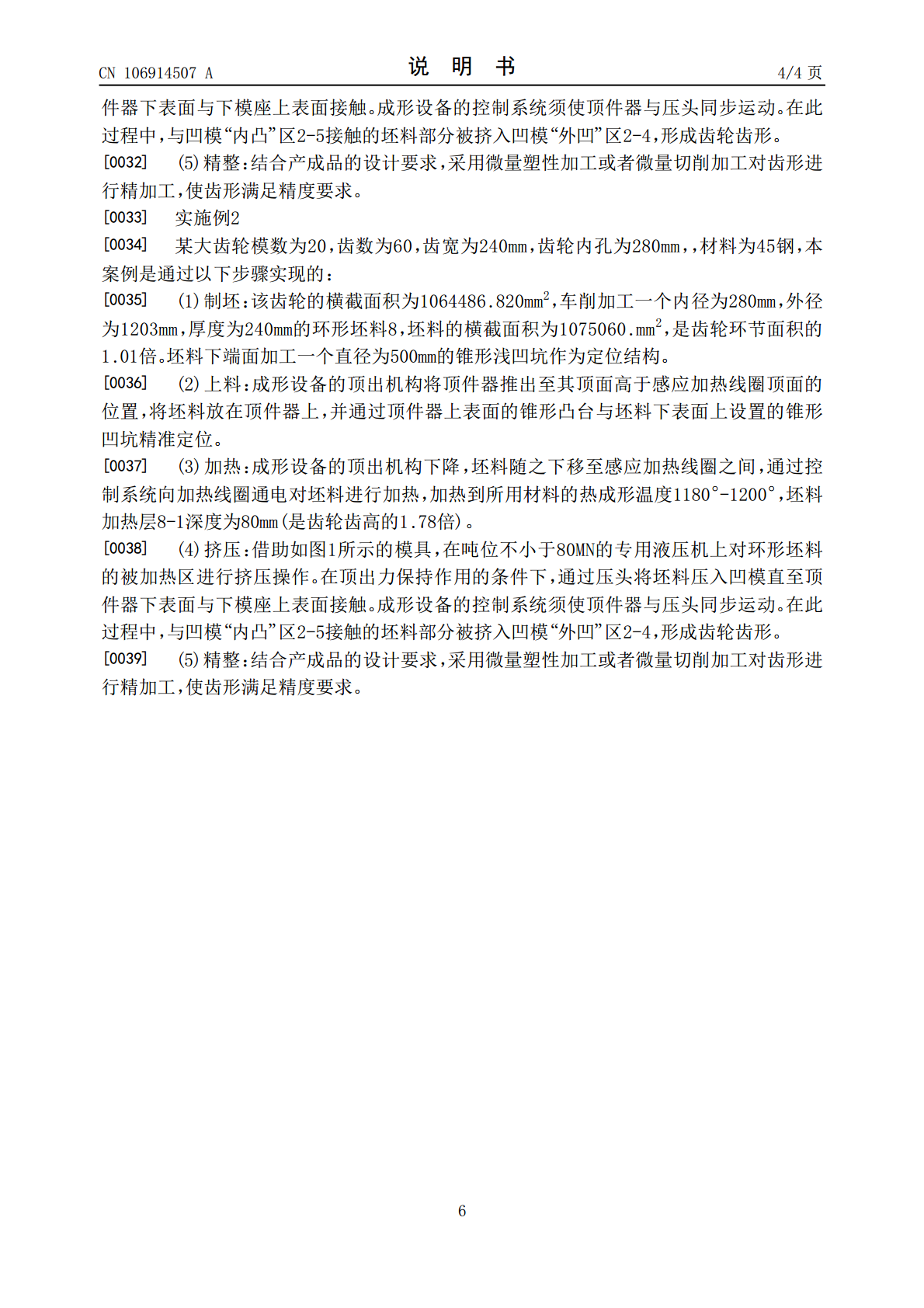
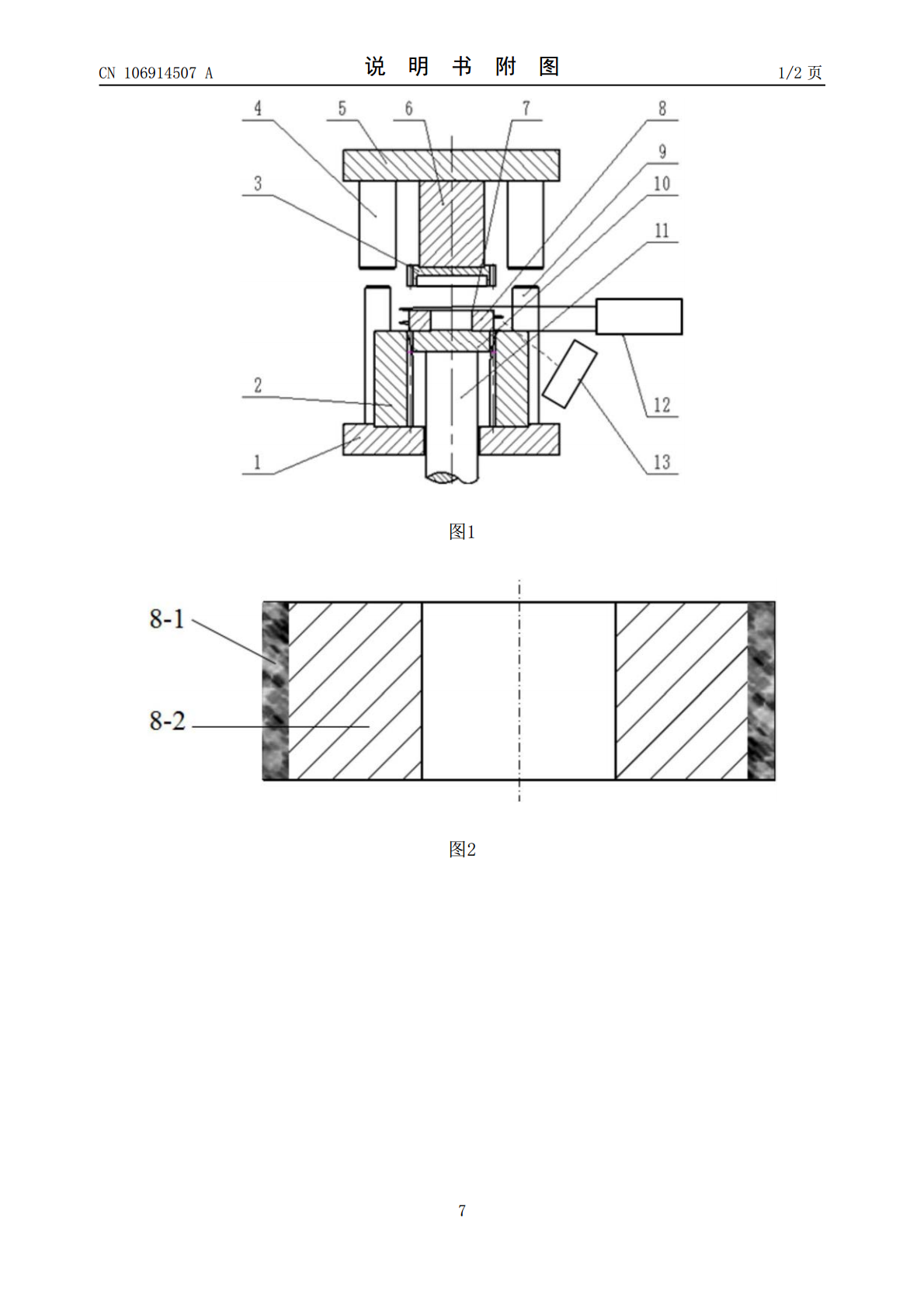
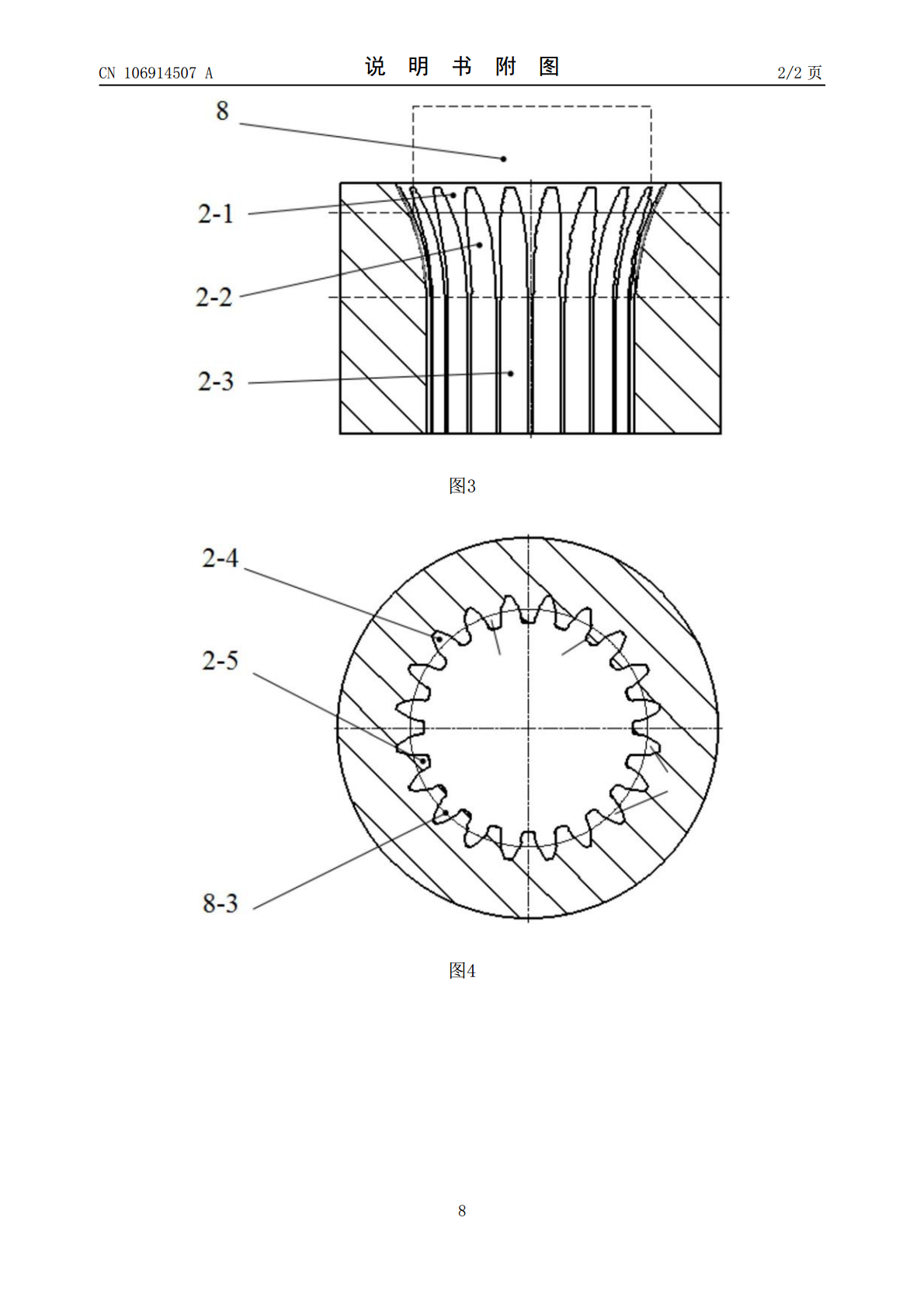
一种大型齿轮局部感应加热挤压成形方法.pdf

小凌****甜蜜

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种大型齿轮局部感应加热挤压成形方法.pdf
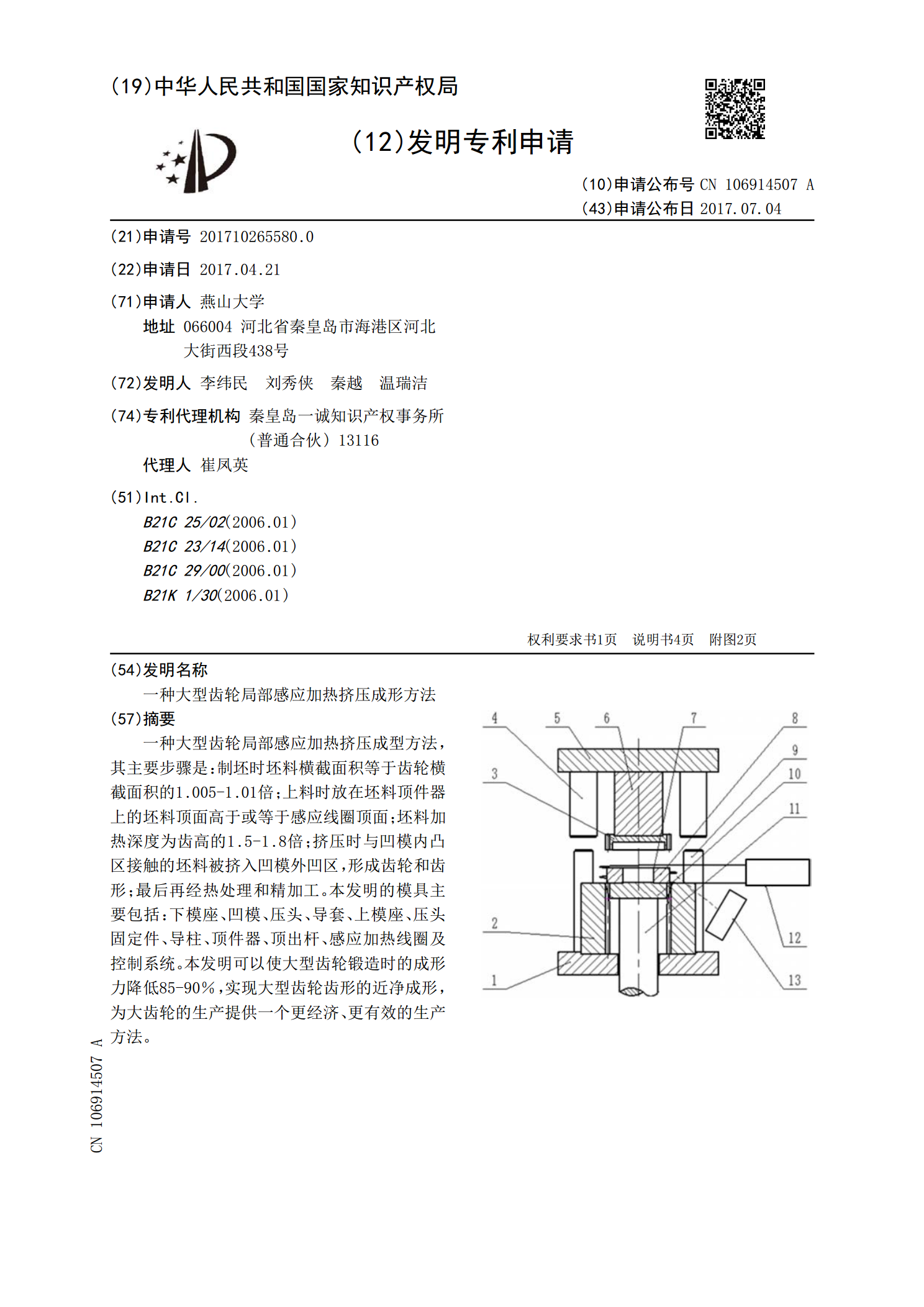
一种大型齿轮局部感应加热挤压成型方法,其主要步骤是:制坯时坯料横截面积等于齿轮横截面积的1.005‑1.01倍;上料时放在坯料顶件器上的坯料顶面高于或等于感应线圈顶面;坯料加热深度为齿高的1.5‑1.8倍;挤压时与凹模内凸区接触的坯料被挤入凹模外凹区,形成齿轮和齿形;最后再经热处理和精加工。本发明的模具主要包括:下模座、凹模、压头、导套、上模座、压头固定件、导柱、顶件器、顶出杆、感应加热线圈及控制系统。本发明可以使大型齿轮锻造时的成形力降低85‑90%,实现大型齿轮齿形的近净成形,为大齿轮的生产提供一个更

一种斜齿轮径向冷挤压成形方法及其模具.pdf
本发明公开的斜齿轮径向冷挤压成形模具,包括上模和下模,模具采用上凸模(14)与下凸模(16)构成的双凸模结构;固定板与下模座之间设有浮动机构,浮动机构包括组合凹模(8)、支撑板(5)和设置在两者间的弹簧(17);组合凹模与固定板之间,支撑板与下模座之间均通过轴承支撑;冷挤压成形时,上凸模与下凸模共同作用于毛坯,使毛坯在组合凹模内腔沿径向塑性流动而成形;当上凸模与组合凹模啮合时给组合凹模一个周向力使组合凹模通过推力轴承发生转动,有效保证了凸凹模运动的协调性;在上凸模、下凸模共同作用挤压毛坯时,在摩擦力作用下

一种直齿圆柱齿轮的温挤压成形方法.pdf
本发明公开了直齿圆柱齿轮的温挤压成形工艺方法,旨在采用温成形并结合差温成形对坯料进行加热,合理的模具设计和润滑的选择,其技术方案的要点是:方法一:挤压+镦粗+反向第二次挤压(同一套挤压模具);方法二:挤压+反向第二次挤压(不同尺寸的凹模)。此成形工艺可有效降低成形力,同时齿形充形良好。其优点是:不仅克服了切削加工方法材料利用率低,生产效率低,产品成本高,同时由于金属纤维被切断而导致齿轮强度和使用寿命降低等缺点。同时,克服了其它塑性成形方法遇到的成形力大,角隅填充困难,模具使用寿命低等问题,有望在塑性成形领

一种内齿轮的冷挤压成形工艺及模具.pdf
本发明提供的是一种内齿轮的冷挤压精密成形工艺及模具技术,具体涉及冷挤压成形的贯通圆柱直齿内齿轮的成形工艺及模具。其工艺步骤为:下料制坯—冷挤压成形—退料—脱模—修整。贯通内齿轮冷挤压成形模具主要由齿形冲头、凹模和退料环等组件组成。齿形冲头上部连接一个冲头座以便于挤压时压力机压块向下运动:齿形冲头设计由导向部分和齿形成形部分组成,导向部分的长度与坯料的高度相仿,直径略小于坯料内径,齿形成形部分设计有45°的导向角;退料环的上端设计有45°的斜面。模具的顶料圈和顶块能实现内齿轮的快速脱模。本发明的优点是:加工
一种镍基合金挤压棒材感应加热方法.pdf
本发明涉及一种镍基合金挤压棒材感应加热方法,它包括:Ⅰ用辊底炉加热,时间不低于150min,出炉温度900~950℃;Ⅱ坯料送至感应加热炉,坯料直径≤260mm,长度不大于感应炉加热线圈长度的90%;Ⅲ用两阶段控制感应加热;第一阶段,加热功率(KW)=坯料直径(mm)×K1(KW/mm),功率调节系数K1=1.1-1.2;加热时间(s)=1/2坯料直径(mm)×M(s/mm),时间调节系数M=1.4-1.6;第二阶段感应加热坯料直接升至目标温度,加热功率(KW)=坯料直径(mm)×K2(KW/mm),功率