
一种单层高精度钎焊超硬磨料砂轮及其制造方法.pdf

猫巷****傲柏

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种单层高精度钎焊超硬磨料砂轮及其制造方法.pdf
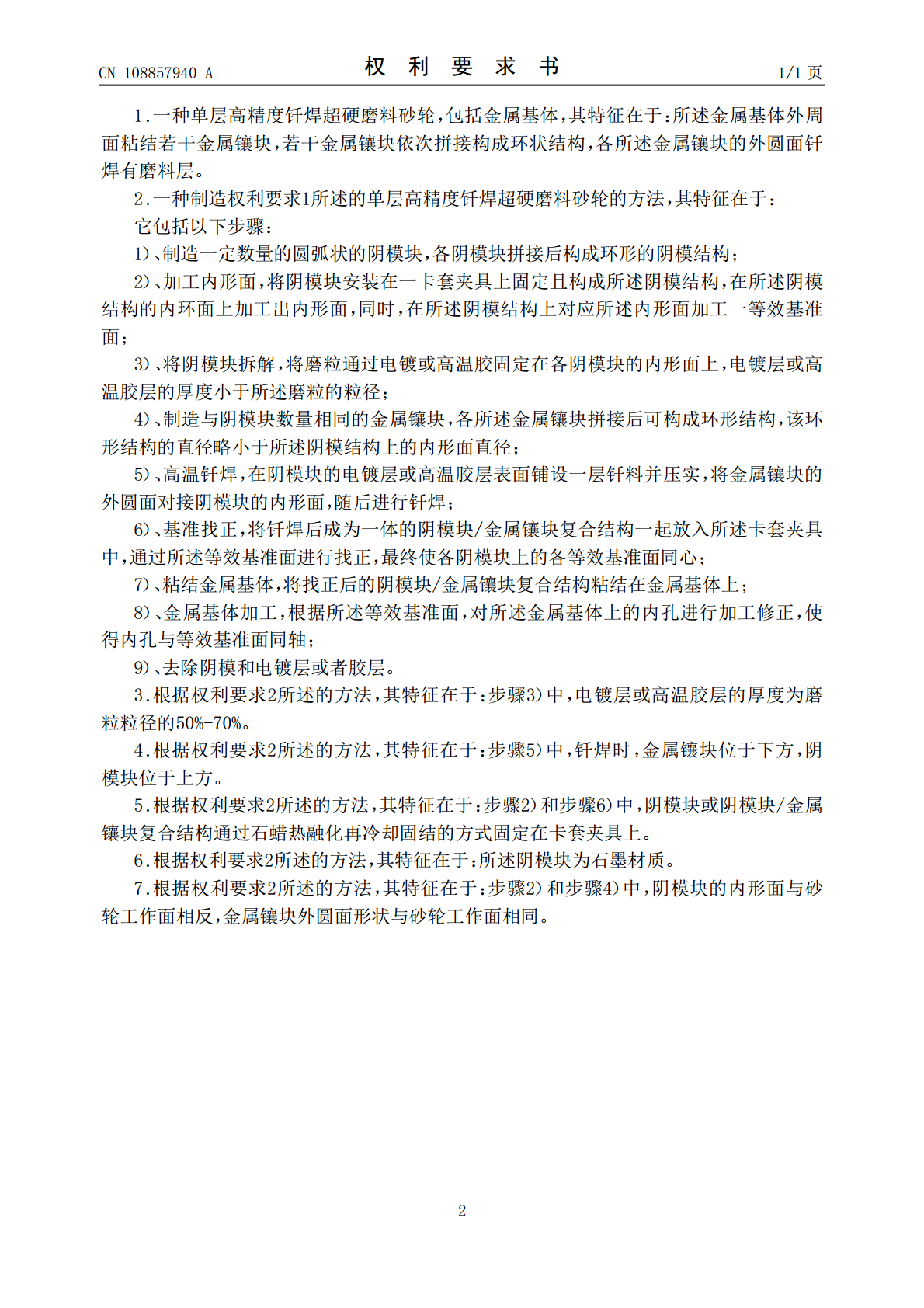
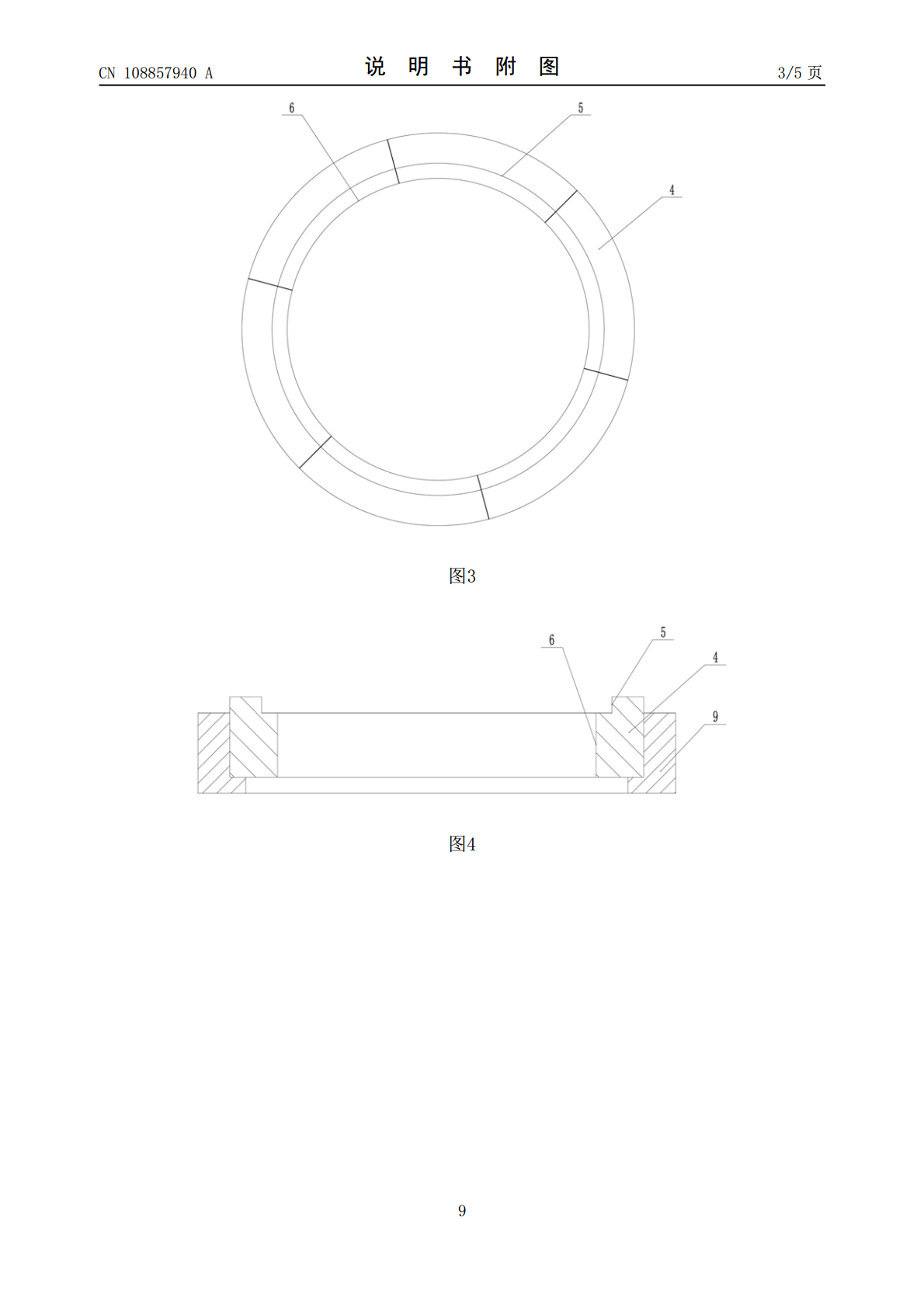
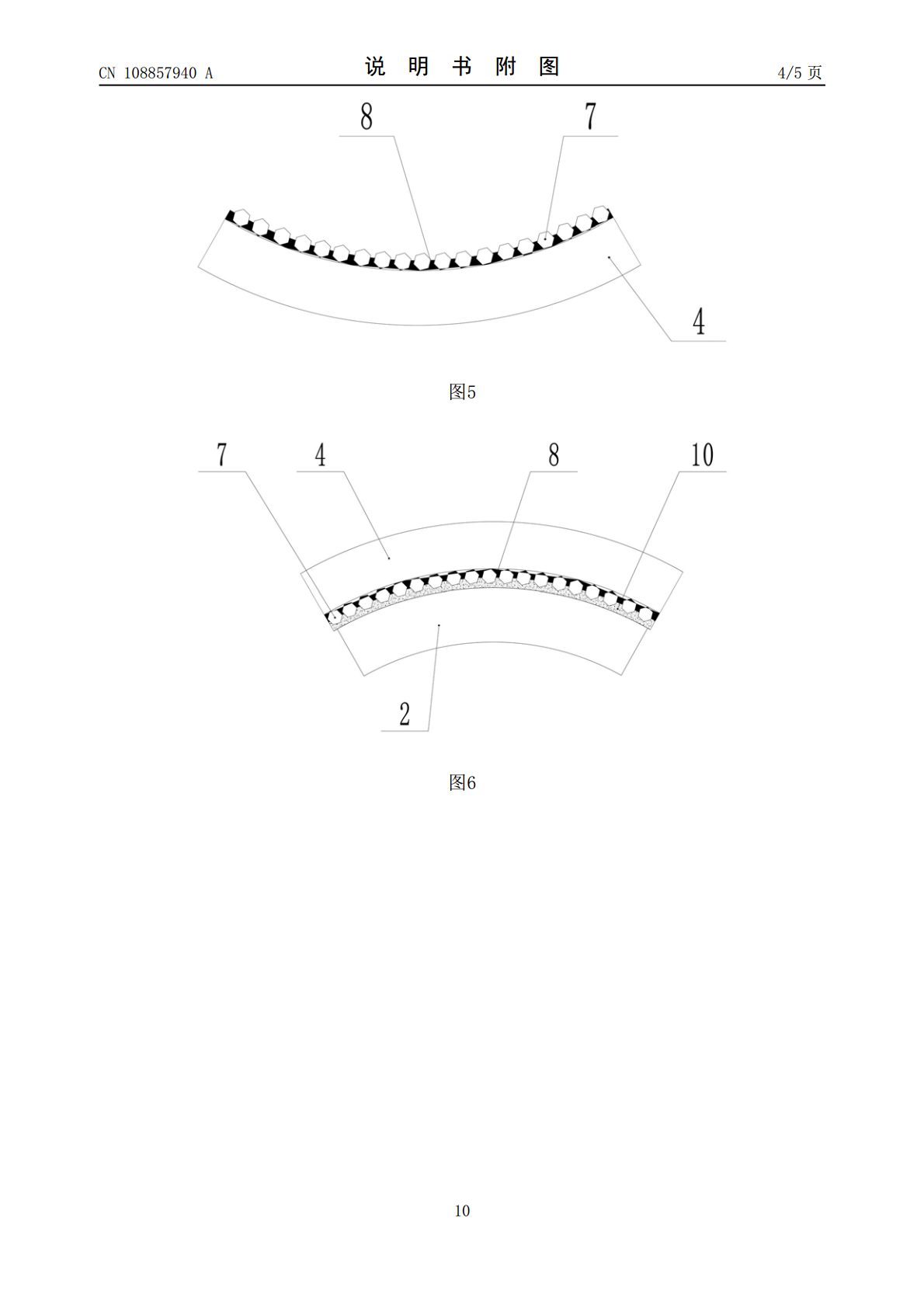
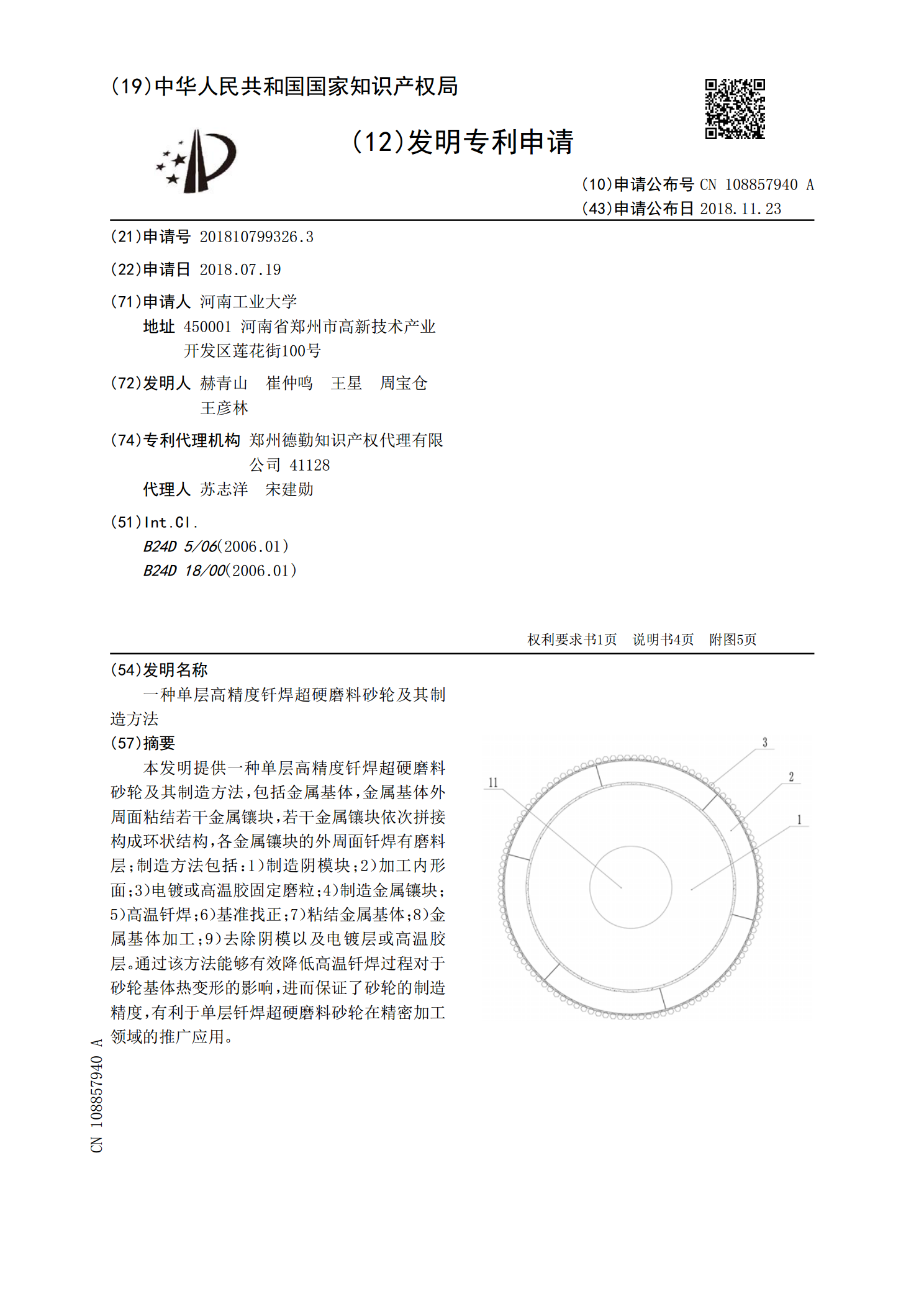
本发明提供一种单层高精度钎焊超硬磨料砂轮及其制造方法,包括金属基体,金属基体外周面粘结若干金属镶块,若干金属镶块依次拼接构成环状结构,各金属镶块的外周面钎焊有磨料层;制造方法包括:1)制造阴模块;2)加工内形面;3)电镀或高温胶固定磨粒;4)制造金属镶块;5)高温钎焊;6)基准找正;7)粘结金属基体;8)金属基体加工;9)去除阴模以及电镀层或高温胶层。通过该方法能够有效降低高温钎焊过程对于砂轮基体热变形的影响,进而保证了砂轮的制造精度,有利于单层钎焊超硬磨料砂轮在精密加工领域的推广应用。
新型单层超硬磨料成形砂轮及其制造方法.pdf
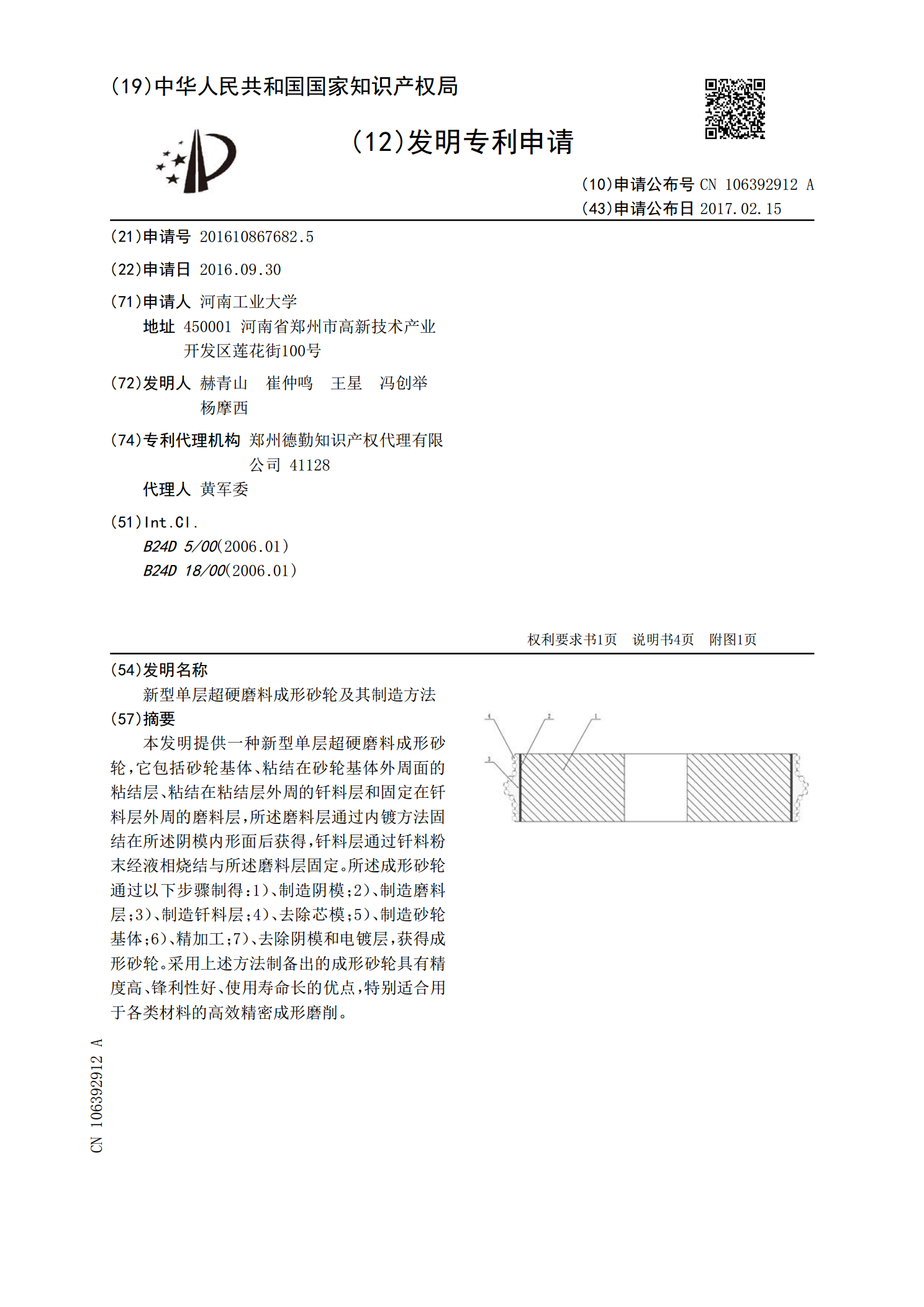
本发明提供一种新型单层超硬磨料成形砂轮,它包括砂轮基体、粘结在砂轮基体外周面的粘结层、粘结在粘结层外周的钎料层和固定在钎料层外周的磨料层,所述磨料层通过内镀方法固结在所述阴模内形面后获得,钎料层通过钎料粉末经液相烧结与所述磨料层固定。所述成形砂轮通过以下步骤制得:1)、制造阴模;2)、制造磨料层;3)、制造钎料层;4)、去除芯模;5)、制造砂轮基体;6)、精加工;7)、去除阴模和电镀层,获得成形砂轮。采用上述方法制备出的成形砂轮具有精度高、锋利性好、使用寿命长的优点,特别适合用于各类材料的高效精密成形磨削
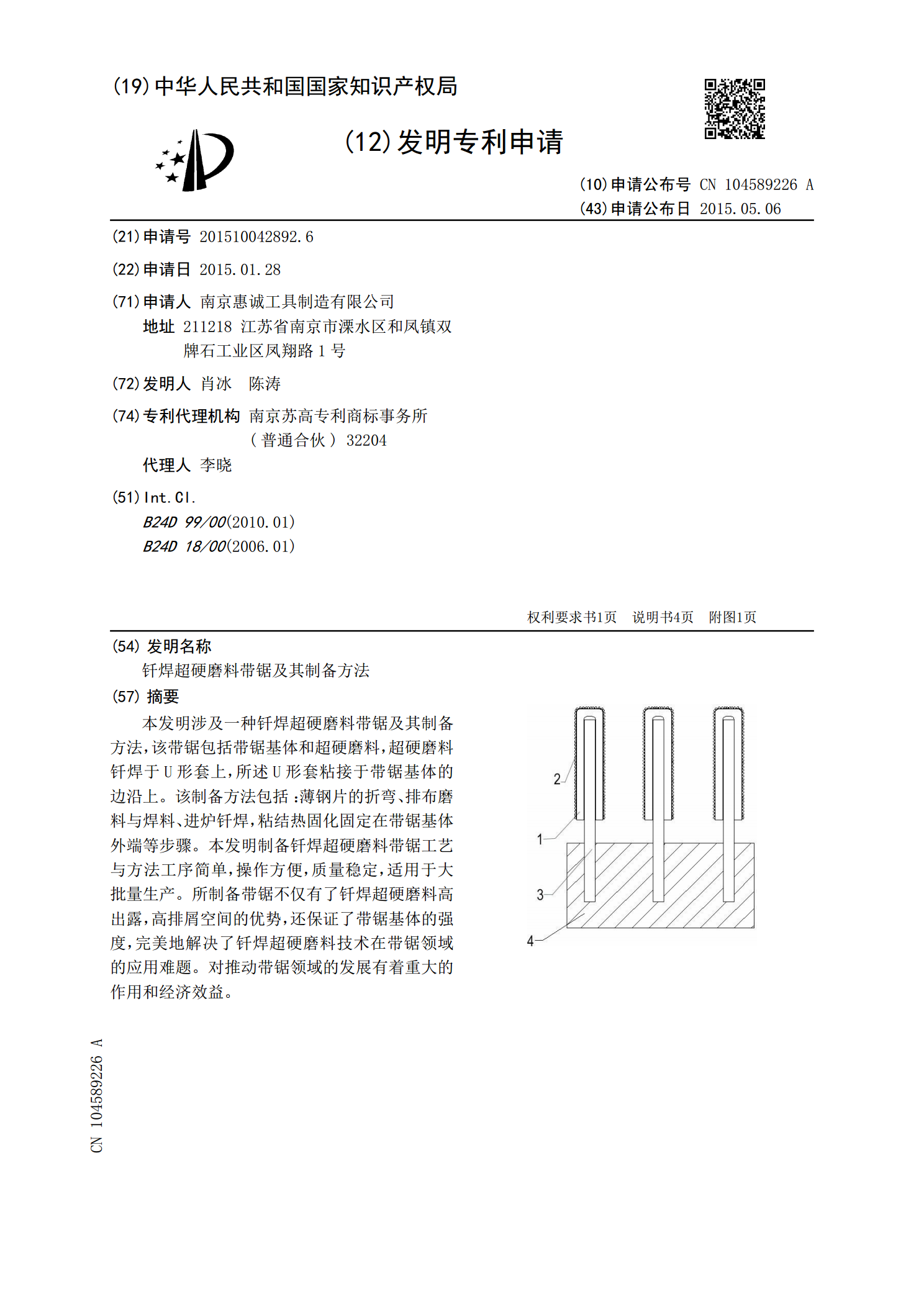
钎焊超硬磨料带锯及其制备方法.pdf
本发明涉及一种钎焊超硬磨料带锯及其制备方法,该带锯包括带锯基体和超硬磨料,超硬磨料钎焊于U形套上,所述U形套粘接于带锯基体的边沿上。该制备方法包括:薄钢片的折弯、排布磨料与焊料、进炉钎焊,粘结热固化固定在带锯基体外端等步骤。本发明制备钎焊超硬磨料带锯工艺与方法工序简单,操作方便,质量稳定,适用于大批量生产。所制备带锯不仅有了钎焊超硬磨料高出露,高排屑空间的优势,还保证了带锯基体的强度,完美地解决了钎焊超硬磨料技术在带锯领域的应用难题。对推动带锯领域的发展有着重大的作用和经济效益。
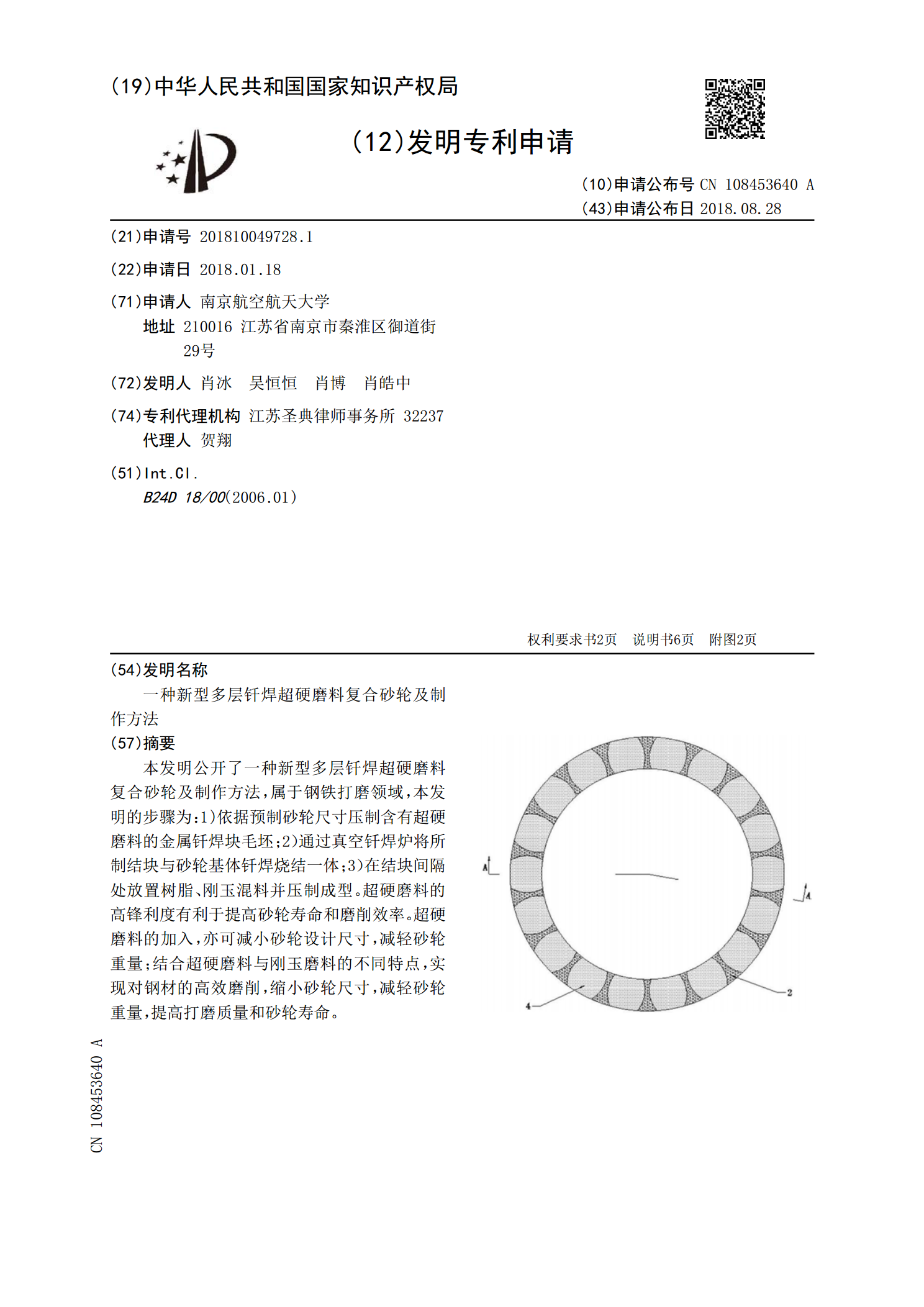
一种新型多层钎焊超硬磨料复合砂轮及制作方法.pdf
本发明公开了一种新型多层钎焊超硬磨料复合砂轮及制作方法,属于钢铁打磨领域,本发明的步骤为:1)依据预制砂轮尺寸压制含有超硬磨料的金属钎焊块毛坯;2)通过真空钎焊炉将所制结块与砂轮基体钎焊烧结一体;3)在结块间隔处放置树脂、刚玉混料并压制成型。超硬磨料的高锋利度有利于提高砂轮寿命和磨削效率。超硬磨料的加入,亦可减小砂轮设计尺寸,减轻砂轮重量;结合超硬磨料与刚玉磨料的不同特点,实现对钢材的高效磨削,缩小砂轮尺寸,减轻砂轮重量,提高打磨质量和砂轮寿命。
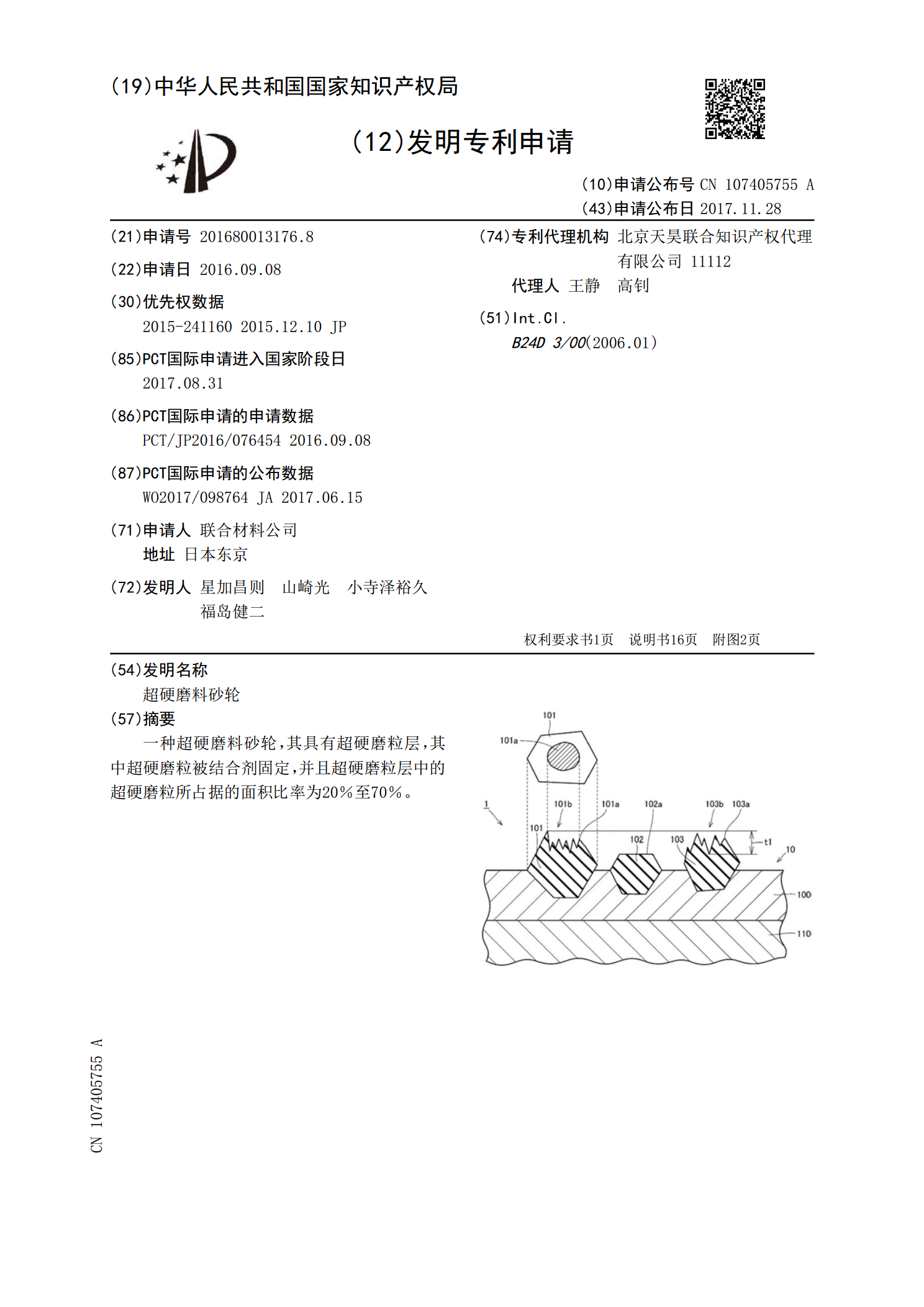
超硬磨料砂轮.pdf
一种超硬磨料砂轮,其具有超硬磨粒层,其中超硬磨粒被结合剂固定,并且超硬磨粒层中的超硬磨粒所占据的面积比率为20%至70%。